СП
со
0
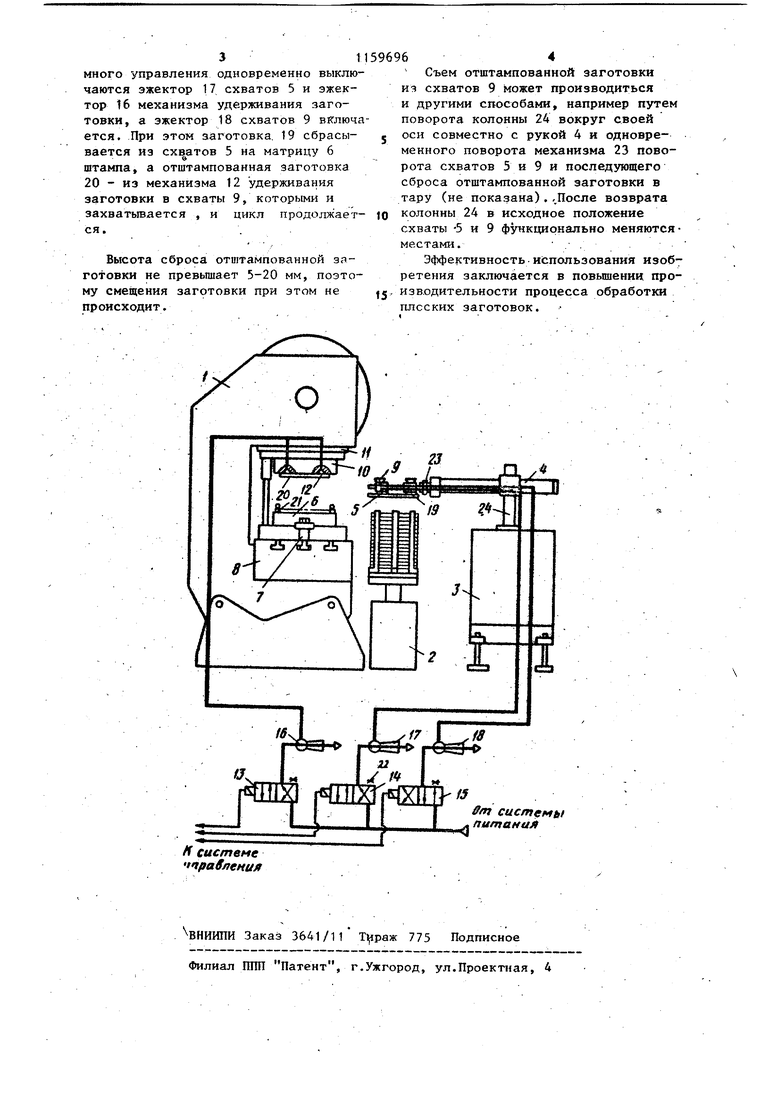
со а 1. Изобретение относится к обработ ке металлов давлением и может быть использовано для обработки плоских заготовок. Цель изобретения - повьшение пр изводительности процесса обработки плоских заготовок. На чертеже изображено предлагае мое устройство. Устройство для обработки плоских заготовок состоит из пресса 1, устройства 2 для.вьщачи заготовок, робота 3., на руке 4 последнего установлены схваты 5 (захватные органы), захватьшакщие поверхности которых ориентированы к матрице 6 штампа, закрепленной посредством заяшма 7 на столе 8 пресса 1, и схваты 9, захватывающие поверхност которых ориентированы к пуансоноде жателю tO штампа, закрепленного на хвостовике ползуна 1 пресса 1. .Пуансонодержатель 10 штампа снабже механизмом 12 удерживания заготовки (захватные органы). Пневмораспр делители 13-15, соединенные с сист мой управления установки, подключе ны к системе питания установки и связывают питакнцую линию энергоносителя через эжекторы 16-18 с механизмом 12 удерживания заготовки и схватами 5 и 9 соответственно. В устройстве для выдачи заготовок расположены заготовки 19, уложенны в стопу. Механизм 12 удерживания заготовки удерживает отштампованну заготовку 20. На матрице 6 штампа установлены фиксаторы 21. Один из выходов каждого пневмораспределителя 13-15 заглушен проб каык 22. Рука 4 робота Э снабжена механизмом 23 поворота схватов 5 и 9 вокруг продольной оси руки 4. Рука 4 закреплена на колонне 24 подъёма и поворота рук робота. Устройство работает следующим образом. В исходном положении заготовка 19 захвачена схватами 5, отштампованная заготовка 20 - механизмом 1 удерживания заготовки, рука 4 робота 3 втянута, По команде из системы программного управления рука 4 робота 3 ввдвигается, схваты 5 и 9 перемещаются в рабочую зону пресса 1. За тем рука 4 опускается колонной 24 со схватами 5 и 9, пневмораспредел 62 тель 14 переключается, соединяя систему питания с проходом, заглушенным пробкой 22, и выключая эжектор 17. Схват 5 отпускает заготовку 19 и укладывает ее на матрицу 6 штампа между фиксаторами 21. Cxisaты 5 н 9 по очередной команде из . системы управления поднимаются колонной 24, переключается пневмораспределитель 15, включая эжектор 18, и пневмораспределитель 13, выключая эжектор 16. Отштампованная заготовка 20 сбрасывается на схваты 9 и захватывается ними. Рука 4 выводит схваты 5 и 9 из рабочей зоны пресса 1. По сиг.налу о выходе.руки 4 происходит технологическая операция штамповки заготовки 19, уложенной на матрице 6 штампа. При этом пневмораспределитель 13 переключается и включает эжектор 16. В нижней мертвой точке ползуна 11 заканчивается штамповка заготовки 19, и отштампованная заготовка захватывается, механизмом 12 удерживания заготовки и поднимается вместе с пуансонодёржателем 10 штампа в верхнюю мертвую точку ползуна 11, Одновременно, схваты 5 и 9 поворачиваются механизмом 23 поворота на некоторый угол вокруг продольной ос руки 4, пневмораспределитель 15 . переключается, выключая эжектор 18, и отштампованная заготовка 20 освобождается из захвата 9 и соскальзывает, например, на склиз (не показан) . По команде из системы программного управления схваты 5 и 9 опускаются, включается пневмораспределителем 14 эжектор 17, захватывается очередная заготовка 19 из стопы, расположенной на устройстве 2 для вьщачи заготовок, и схваты 5 и 9 поднимаются колонной 24 в исходное положение. При наличии сигнала о нахождении ползуна 11 пресса 1 в верхней мертвой Точке цикл повторяется в опи- санной последовательности. Работа автоматизированной технологической установки может осуществляться и по более короткому циклу, а именно в ряде случаев возможна Укладка заготовки 19 между фиксаторами 21 матрицы 6 штампа без опускания схватов 5 - непосредственным сбросом заготовки 19. В этих случаях по сигналу из системы програм
| название | год | авторы | номер документа |
|---|---|---|---|
| Робот к штамповочному прессу | 1985 |
|
SU1340868A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Роботизированная линия для многопереходной штамповки | 1986 |
|
SU1450897A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ЗАГОТОВОК, содержащее систену управления,, пресс-штамп. Имеющий пуансонадержатель, закрепленный на ползуне пресса, и матрицу, смонтированную на столе пресса, робот, имеющий станину, установленные в ней привод и связанную с ним руку, несущую связанные с системой управления захватные органы, которые обращены к матрице, о тличающееся тем, что, с целью повьицения производительности процесса обработки, оно снабжено дoпaпнитeльны в захватными органами, связанными с ситемой управления, при этом часть дополнительных захватных органов смонтирована на пуансонодержателе и обращена к матрице, а другая часть смонтирована на руке и обращена к пуансонодержателю.
| Робот к листоштамповочному прессу | 1980 |
|
SU880580A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
