9д О)
СХ)
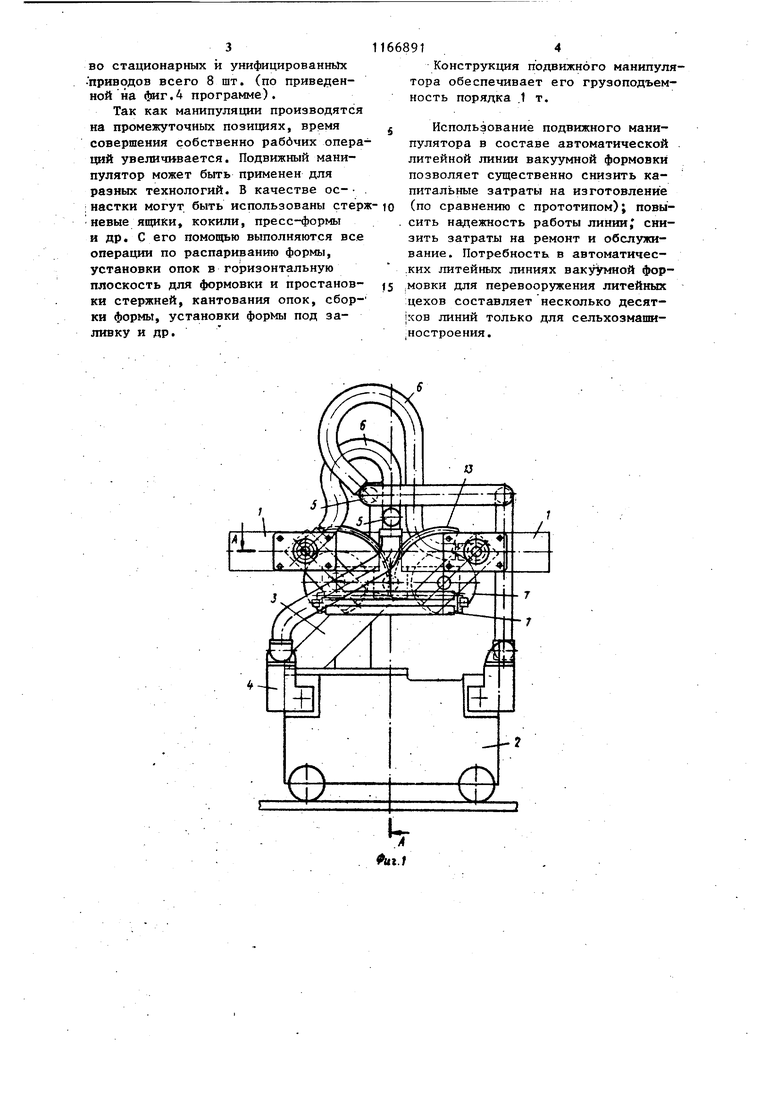
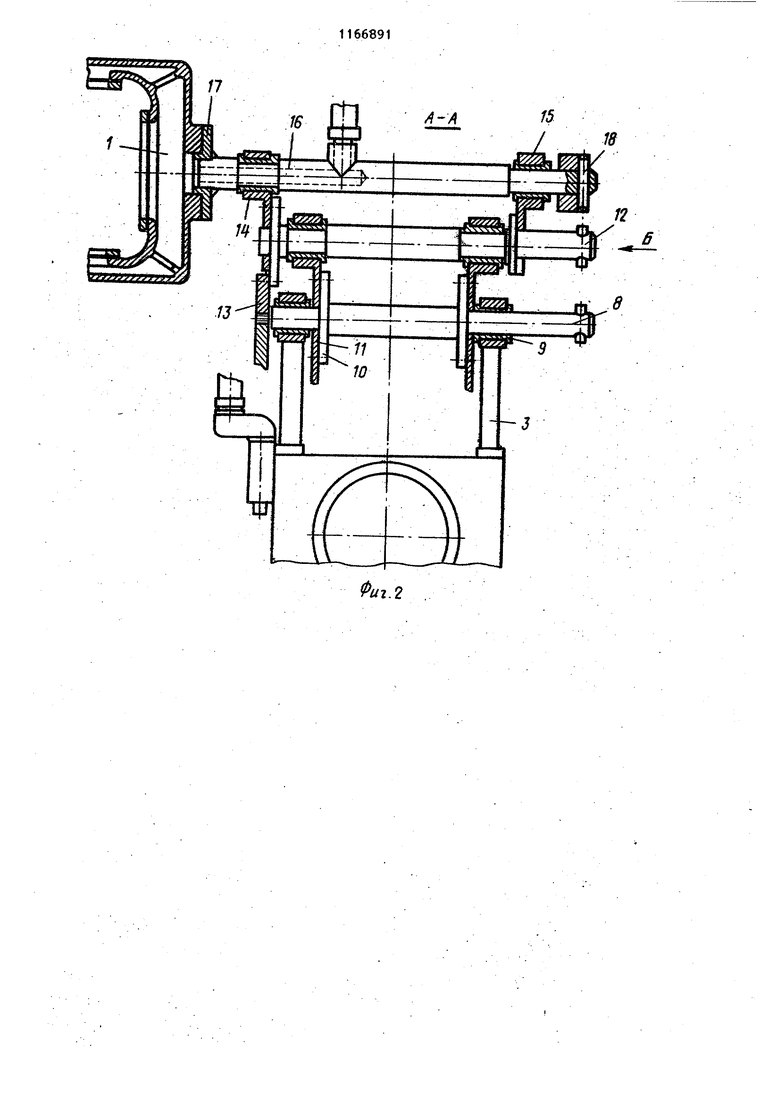
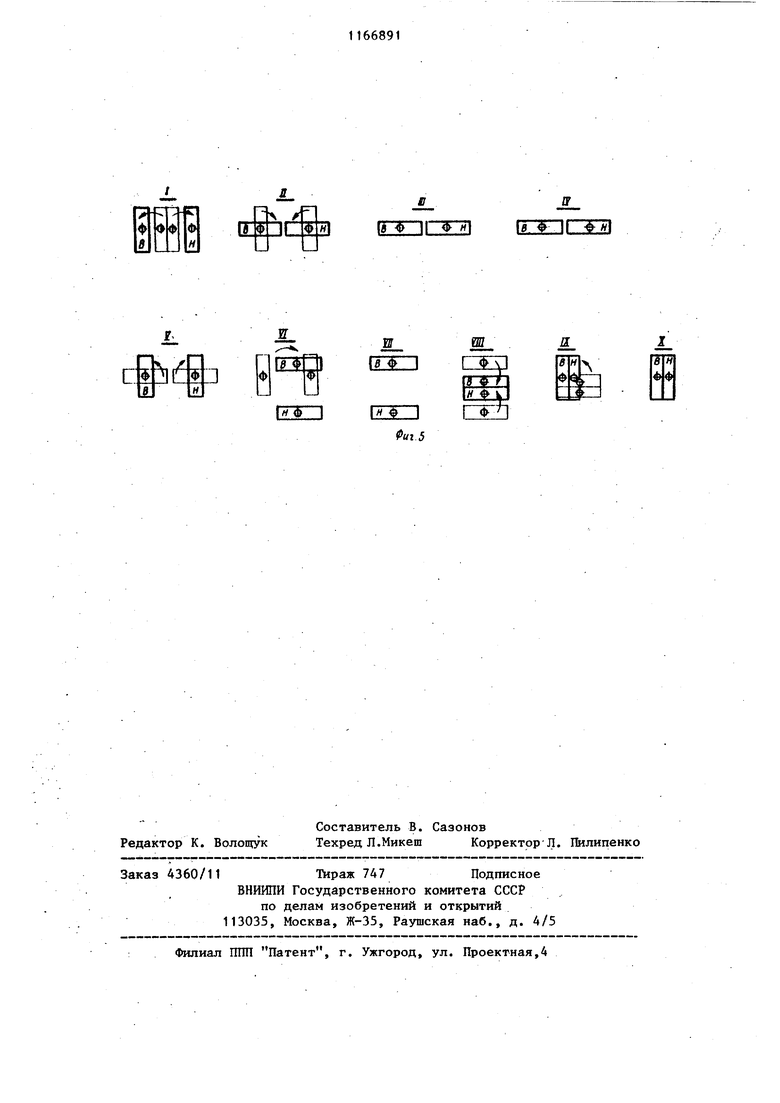
:о I Изобретение относится к литейному производству. Цель изобретения - упрощение конструкции, повышение надежности и универсальности. На фиг.1 представлена фронтальная проекция подвижного манипулятора J на фиг.2 - частичная разверт ка рычажной системы (разрез А-А на фиг.1); на фиг.З - внешний вид рычажного трехзвенника (вид по стрелке В на фиг.2), на фиг.4 разрез В-В на фиг.З, на. фиг.З программа манипуляций применительно к автоматической литейной линии вакуумной формовки. На фиг.1 показана оснастка 1, в данном случае опоки черха и низа (условной тонкой линией), тележка 2, опора 3 рычажного механизма, кл паны 4 вакуум-провода, коллекторы и вакуум-шланги 5 и 6, пружины 7, фиксирующие конечные положения рычажной системы. I Центральный вал 8 (фиг.2) закреплен в подшипниках 9 опоры 3 и имеет фланцы 10, на которых устаио лены центральные звенья 11, несущие по концам два.вала 12, на флан цах которых крепятся секторышесте рен 13 и звенья 14 и 15, соединенные валами 16, имеющими выходные фланцы 17, на которых закреплены опоки 1. Концы всех валов, обращен ные к приводам, имеют стержни 18, с помощью которых производится зацепление со шпинделем привода поворота (не показан). Рычажный трехзвенник состоит из центрального звена 11 (фиг.З) и двух крайних звеньев 15. Последние связаны между собой синхронизатором-прямилом, состоящим из двух корпусов 19 и 20, закрепленных на крайних валах 16 системы, и двух стяжек - направляющих 21, закрепленных в корпусе 19, а в корпусе 20 перемещающихся во втулках 22. Корпуса 19 и 20 имеют крестообразные пазы, в которых зафиксированы стержни 18. Программа манипуляций применительно к автоматической литейной линии вакуумной формовки представ лена на фиг.4, где показаны: исход ные положения опок (тонкими линиям I - манипуляция на позиции удаления отливки , II - поворот двух оп 912 ладами вниз-, III и IV - положение опок на позициях формовки верха и низа} V - поворот опок после формовки VI - поворот блока манипулятора в положение VII для простановки стержней в опоку низа ,У111 сближение опок - сборки формы; IX - поворот блока манипулятора в положение X для заливки формы (яертикальная заливка) и охлаждения.отливки в форме. Работа манипулятора по приведенной П1)ограмме производится следзпощим образом. На поз. I (удаления отливки) осуществляется развод опок в стороны поворотом на 90 одного из валов 12 (фиг.2), который через секторы шестерен 13 поворачивает и второй вал 12 вместе со звеньями 14 и 15, валами 16 и опоками 1. При этом корпуса прямила 19 и 20 (фиг.З) перемещаются по направляющим 21, сохраняя вертикальное положение опок. На поз. II приводы поворота входят в зацепление с валами 16 манипулятора и поворачивают каждый вал на 90 , после чего опоки занимают положение ладом вниз, оптимальное для формовки, и в таком положении они поступают в формовочные агрегаты верха - поз. III и низа - поз. IV. На поз. V - происходит то же, что на поз. II, только поворот на 90 в обратную сторону. Поз. VI - привод поворота контактирует с центральным валом В (фиг.2), после поворота которого на 90 опоки занимают положение, при котором производится простановка стержней в опоку низа поз. VII. На поз VIII - происходит поворот одного из валов 12 в направлении, обратном поз. I, при этом опоки соединяются, сохраняя строго параллельное перемещение за счет синхронизатора-прямила. На поз. IX - движение, обратное поз. VI, опоки занимают положение, в котором производится заливка формы и ее охлаждение - поз, X. Указанные положения опок обеспечивают производство отливок способом вакуумно-пленочной формовки на автоматической литейной линии новой структурной схемы. При этом количество манипуляторов в составе линии не ограничено, а потребное количест3
во стационарных и унифицированных приводов всего 8 шт. (по приведенной на фиг.4 программе).
Так как манипуляции производятся на промежуточных позициях, время совершения собственно рабйчих операций увеличивается. Подвижный манипулятор может быть применен для разных технологий. В качестве ос- ;настки могут быть использованы стержневые ящики, кокили, пресс-формы и др. С его помощью выполняются все операции по распариванию формы, установки опок в горизонтальную плоскость для формовки и простановки стержней, кантования опок, сборки формы, установки формы под заливку и др.
8914
Конструкция подвижного манипулятора обеспечивает его грузоподъемность порядка .1 т.
Использование подвижного манипулятора в составе автоматической литейной линии вакуумной формовки позволяет существенно снизить капитальные затраты на изготовление
(по сравнению с прототипом); повысить надежность работы линии, снизить затраты на ремонт и обслуживание. Потребность в автоматичес.ких литейных линиях вакуумной фор;Мовки для перевооружения литейных цехов составляет несколько десят ков линий только для сельхозмаши,ностроения.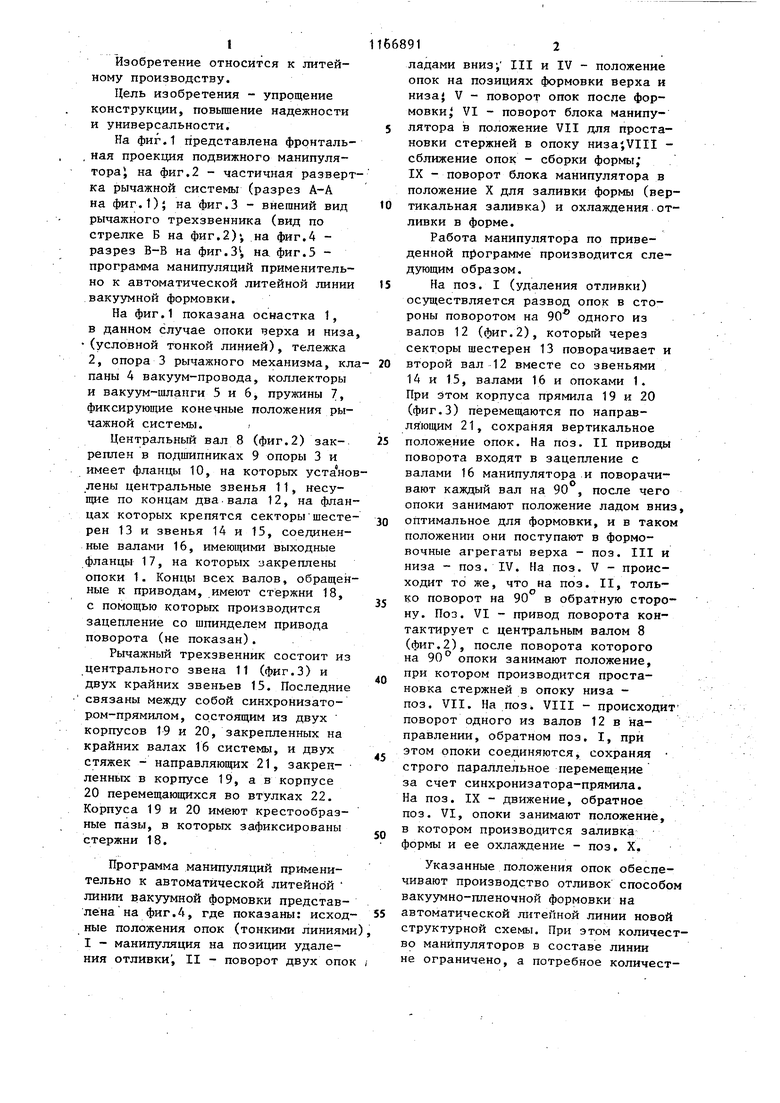
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| Автоматическая литейная линия | 1980 |
|
SU1016065A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Опока для вакуумной формовки | 1981 |
|
SU1006045A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |

МАНИПУЛЯТОР для литейных форм, установленный на тележке (маникар), содержа1ций закрепленную на валах оснастку, отличающий- .с я тем,что,с целью упрощения кон- струкции,повьш1ения надежности и универсальности,манипулятор выполнен в виде двзосрядной системы рычагов, образующих трехзвенник с шарнирно закрепленными в его узлах валами, центральш {й из которых закреплен на опоре, связанной с тележкой, а крайние валы связаны между собой синхронизатором-прямилом и на каждом валу размещено устройство для соединения с приводами.
Фиг.2
7 /
ff
(ТТЛ I
8 11 Nl
t
a.
k
Ф
| Механизация и автоматизасщя производства, 1978,№ 9 | |||
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
