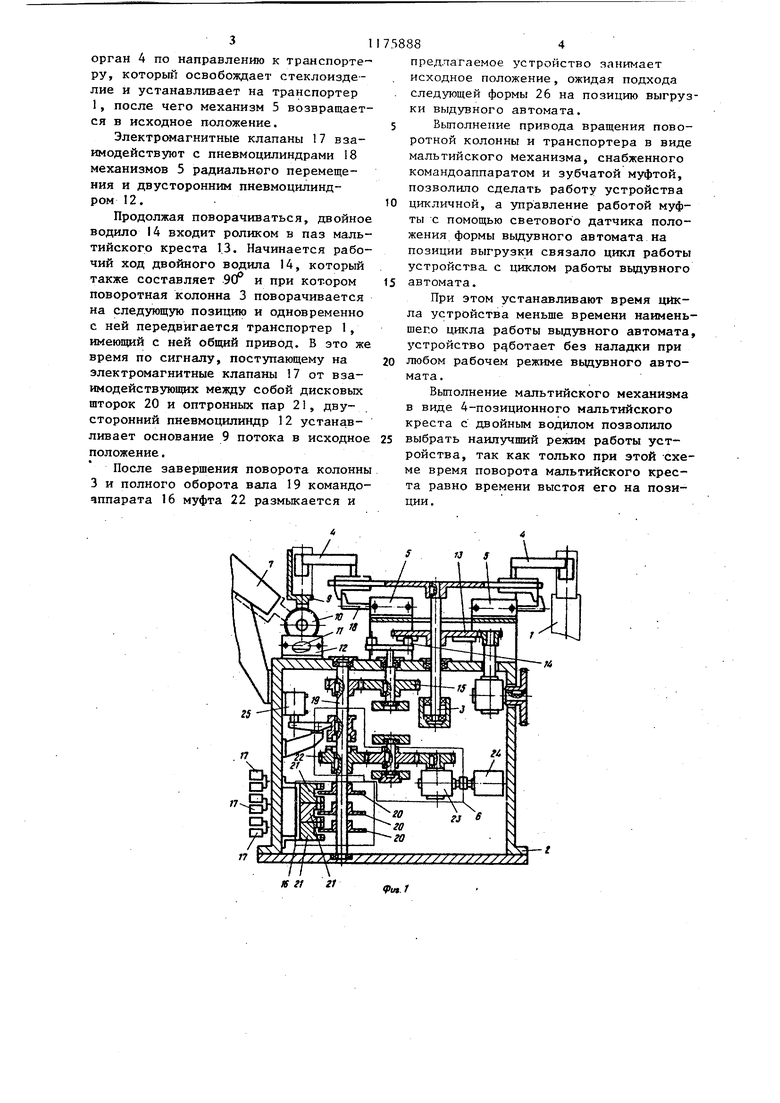
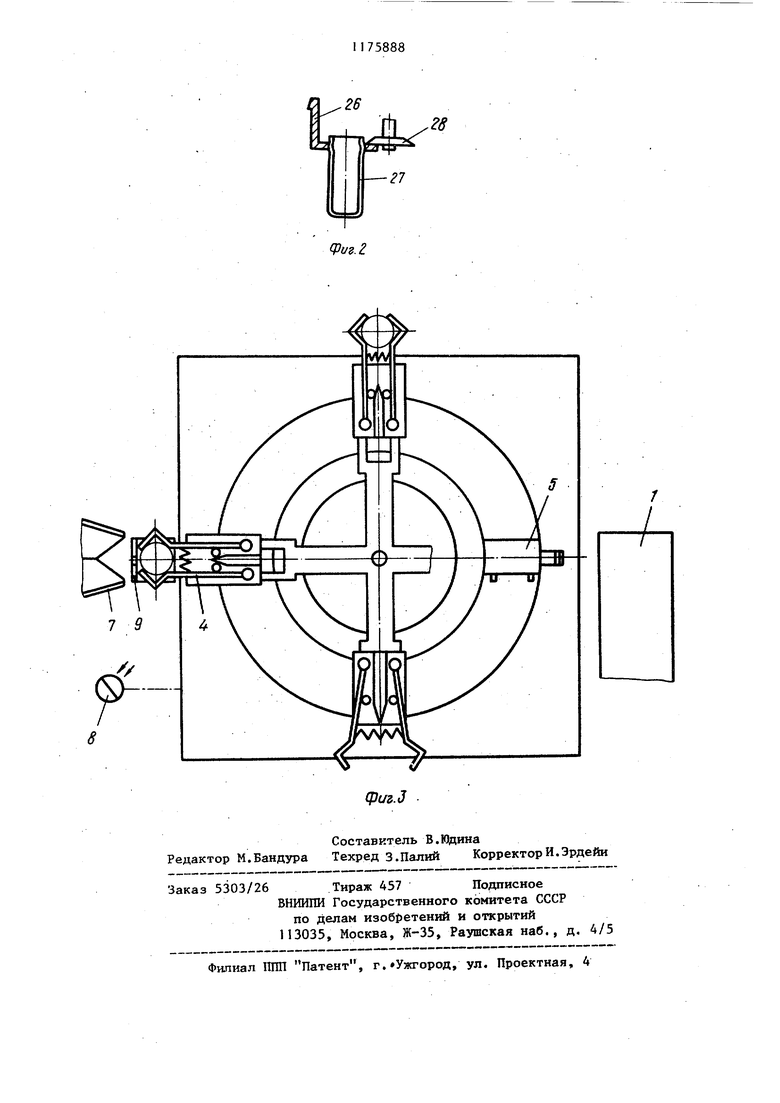
Изобретение относится к промышленности строительства и стройматериалов, в частности к устройствам для выгрузки стеклоизделий с вьщувных автоматов. Цель изобретения - обеспечение универсальности устройства. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 захватные органы; на фиг.З - устройство, вид сверху. Устройство содержит транспортер смонтированные на корпусе 2 поворотную колонну 3 с установленными на ней захватными органами 4, механизмы 5 радиального перемещения органов и их управления, привод 6 вращения поворотной колонны 3 и транспортера 1, а также расположенные на позиции выгрузки с выдувного автомата стекло изделий механизм 7 их ориентации и световой датчик 8 положения формы выдувного автомата на позиции выгрузки. Механизм 7 ориентации выполнен в виде поворотного лотка с основанием 9, соединенным через зубчатое колесо 10 с рейкой 11, которая является што ком двустороннего пневмрцилиндра 12 и световым датчиком 8. Привод 6 вращения поворотной коло нь 3 и транспортера 1 вьтолнен в вид 4-позиционного мальтийского .креста снабженного двойным водилом 14, кото рое соединено с помощью зубчатой пары 15 с командоаппаратом 16. Командоаппарат 16 электрически связан с элект ромагнитными клапанами 17 пневмоцилиндров 18 механизмов 5 радиального перемещения захватных органов и управ ления захватом стеклоизделий и двустороннего пневмоцилиндра 12 механиз ма 7 ориентации. Командоаппарат 16 содержит вал на котором неподвижно установлены три дисковые шторки 20, взаимодействующи с установленными на кожухе привода 6 тремя оптронными парами 21. На валу 19 командоаппарата 16 смонтирована также муфта 22, одна полумуфта кото рой установлена с возможностью осевого перемещения на валу 19 и подпру жинена, а другая - с возможностью вращения на валу 19 и через червячный редуктор 23 связана с электродви гателем 24. Муфта 22 управляется электромагни ным механизмом 25, связанным со 82 световым датчиком В положения формы 26 выдувного автомата на позиции выгрузки, где происходит откальшание колпачка стеклоизделия 27 дисковым ножом 28. Устройство работает следующим образом. В исходном положении муфта 22 разомкнута и вал 19 командоаппарата 16 отсоединен от электродвигателя 24. Двойное водило 14 находится в положении, когда его ролик только что вышел из паза мальтийского креста 13. При подходе формы 26 выдувного автомата к позиции разгрузки стеклоизделие 27 откальюают дисковым ножом 28 и оно падает в поворотный лоток 7. В это время срабатывает световой датчик 8 положения формы 26 на позиции выгрузки и с помощью электромагнитного механизма 25 замыкает муфту 22. При этом начинает вращаться вал 19 командоаппарата 16 и через зубчатую пару 15 с передаточным отношением 1:2 передает вращение на двойное водило 14. За один оборот вала 19 командоаппарата 16 водило мальтийского креста 13 совершает полоборота. Поскольку ролик двойного водила 14 в исходном положении вышел из паза мальтийского креста 13, начинается поворот двойного водила 14, который составляет при 4-позиционном мальтийском кресте - 90 . При холостом повороте по сигналам, поступающим на электромагнитные клапаны 17, от взаимодействия между собой дисковых шторок 20 и оптронных пар 21 происходит следующее. Двусторонний пневмоцилиндр I2 механизма 7 ориентации через зубчатое колесо 10 устанавливает основание 9 лотка с отколотым стеклоизделием 27 в вертикальное положение удобное для захвата последнего. Затем механизм 5 радиального перемещения захватного органа и управления, находящийся на позиции загрузки устройства, с помощью пневмоцилиндра 18 перемещает захватный орган 4 по направлению к стеклоизделию, которое им и захватывается, после чего механизм 5 возвращается в исходное положение. Далее механизм 5 радиального перемещения захватного органа и управления, находящийся на позиции разгрузки устройства, с помощью пневмоцилиндра 18 перемещает захватный
3I
орган 4 по направлению к транспортеру, который освобождает стеклоизделие и устанавливает на транспортер 1, после чего механизм 5 возвращается в исходное положение.
Электромагнитные клапаны 17 взаимодействуют с пневмоцилиндрами 18 механизмов 5 радиального перемещения и двусторонним пневмоцилиндром 12.
Продолжая поворачиваться, двойное водило 14 входит роликом в паз мальтийского креста 1.3. Начинается рабочий ход двойного водила 14, который также составляет 9СР и при котором поворотная колонна 3 поворачивается на следующую позицию и одновременно с ней передвигается транспортер 1, имеющий с ней общий привод. В это же время по сигналу, поступающему на электромагнитные клапаны 17 от взаимодействлоицос между собой дисковых шторок 20 и оптронных пар 21, двусторонний пневмоцилиндр 12 устанавливает основание 9 потока в исходное положение.
После завершения поворота колонны 3 и полного оборота вала 19 командояппарата 16 муфта 22 размыкается и
38884
предлагаемое устройство занимает исходное положение, ожидая подхода . следующей формы 26 на позицию выгрузки выдувного автомата.
5 Выполнение привода вращения поворотной колонны и транспортера в виде мальтийского механизма, снабженного командоаппаратом и зубчатой муфтой, позволило сделать работу устройства
0 цикличной, а управление работой муфты с помощью светового датчика положения формы выдувного автомата на позиции выгрузки связало цикл работы устройства, с циклом работы вьщувного
5 автомата.
При этом устанавливают время цикла устройства меньще времени наименьшего цикла работы выдувного автомата, устройство работает без наладки при
0 любом рабочем режиме вьщувного автомата.
Выполнение мальтийского механизма в виде 4-позиционного мальтийского креста с двойным водйлом позволило
5 выбрать наилучший режим работы устройства, так как только при этой схеме время поворота мальтийского креста равно времени выстоя его на позиции.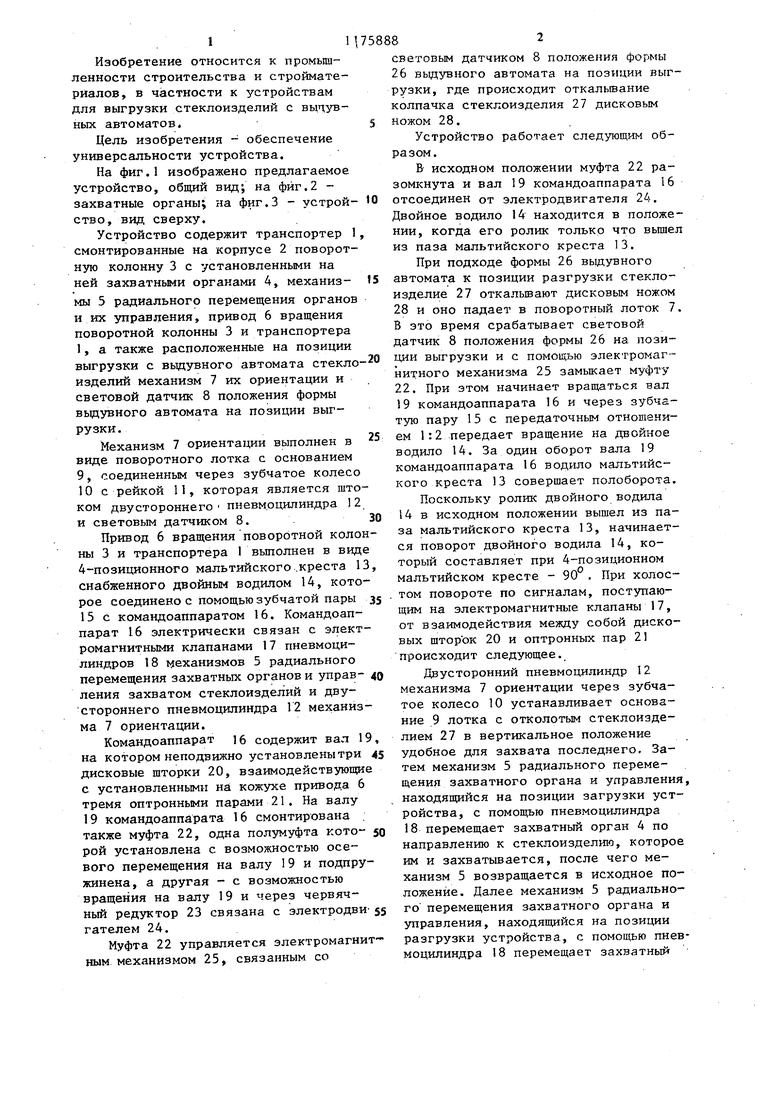
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ЦВЕТНОГО ТРАФАРЕТА НА ТУБУ | 1971 |
|
SU303214A1 |
| Устройство для измерения параметров конденсаторов постоянной емкости | 1978 |
|
SU769652A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Механизм поворота шпиндельного барабана многошпиндельного токарного автомата | 1974 |
|
SU560731A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
1.. УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ СТЕКЛОИЗДЕЛИЙ, содержащее транспортер, смонтированную на корпусе поворотную колонну с установленными на ней захватными органами, механизмы их радиального перемещения и управления, поворотный лоток, расположенный на позиции выгрузки стеклоизде-. ЛИЙ, и привод вращения поворотной колонны и транспортера, о т л и ч. а ю щ е е с я тем, что, с целью обеспечения универсальности устройства, оно снабжено пневмоцилиндром с двусторонним штоком, выполненным в виде рейки, соединенной через зубчатое колесо с поворотным лотком. 2. Устройство по п.1, отличающееся тем, что оно снабжено световым датчиком положения формы выдувного автомата, а указанный привод вьшолнен в виде четьфехпозиционного мальтийского креста с двойным водилом и соединенного с ним i посредством зубчатой пары командоапСЛ парата, состоящего из вала с дисковыми шторками, оптронных пар и муфты, С связанной через электромагнитный механизм со световым датчиком, в свою очередь, оптронные пары связаны через электромагнитные клапаны с механизмом радиального перемещения и управления захватньми органами и VI поворотным лотком. СП эо 30 X)
| Патент CIUA № 3175702, кл | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| 0 |
|
SU162924A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
