Изобретение относится к черной металлургии, а именно к прокатке С.ГШТКОН и слябов в универсальных клтях npoKBTHbJX станов.
Цель изобретения - сокращение об рези металла за счет выравнивания длин торцовых выступов по левой и правой кромкам на переднем и зар.нем концах.
Прокатка согласно предлагаемому способу осуществляется следующим образом,
Перед прокаткой сляба в каждом следующем проходе при движении сляб из вертикальных валков в горизонталные измеряют длину правого и левого торцовых выступов при помощи, например, линеек с делениями, устанавливаемых на манипуляторных линейках, которыми оборудуются обычно универсальные клети для прокатки слябов При прокатке за,цнего конца сляба в данном проходе в направлении из вертикальных валков в горизонтальны скорость вертикальных валков увеличивают по отношершю к скорости, имевшей место при прокатке .относительной части раската с целью обеспечения подпирающего усилия в меж- клетовом промелсутке, при этом скорости правого и левого вертикальных валков изменяют прямо пропорционально длине концевых выступов на npaBo и левой сторонах сляба. Увеличение подпирающего усилия вертик;гльными .валками на концевом участке -со стороны концевого выступа, имеющего большую длину, позволяет изменить условия деформации таким образом, что меньшая часть обжатого ITO тол- адане металла идет на увеличелше длины данного выступа.
.Пример. Прокатывали слябы ;сече1-шем 165x1070 мм из слитков размерами 865 мм (ст;шь 08 КП) . При прокатке слябы прокатывали -за несколько проходов одновременно в горизонтальных и вертикальных валках, вращаюшлхся с различными скоростями. В проходах из горизонтальных в вертикальные горйзонталы-шге валки вращались со скоростью 50 об/мин, вертикальные - со скоростью 75 об/мин. Скорость левого и правого вертикальных валков прижималась одинаковой. При прокатке в проходах из вертикальных валков в
гор1Г зонтальные скорости горизонталь- i ных и вертикальных валков устанавливали соответственно 50 и 72 o6/NOTH. Во время прокатки концевых участков слябов разность скоростей пертикальных и горизонтальных валков уменьшали, а именно скорость вертикальных вапков увеличивали до 76 об/мин.
При прокатке слябов ДОПОЛНИТЕ ЛЬНО riocjTe каждого прохода измеряли длину торцовь х выступов по левой и правой кромкам на переднем и заднем каргцах слябов и в следующем проходе
скорс5сти врапчения правого и левого вертикальных валков изменяли относи- телько один другого в npJiMovl завися- от отношеН 1Я длин торцовых выступов по правой и левой кромкам
и ус га}ювили соотношение скоростей верти кал валков в соответствии с уравпеттием
Vn.f
ле
0
n,9i
.) П.С.
У.д.а,
- л р,
и V
5
0
,,g - скорости вращения правого и левого вертикальных ков соответственно;; и i,a - длигш правого и левого торцовых выступов соответственно .
При отношении 1 , /1 ,, д, равном 1,8 скорость правого вертикального валка увеличивали в 1 ,05 раз а в шести проходах по отношению к скорости левого вертикального вапка и устано - вили равной 79 об/мин. Согласно пре;д- лагаемому способу ггрокатсли I 8 слябов разн1 1х плавок, имевших Е ессимет- рнчные выступы по кромкам,РЕзу.л.1)Таты сравнения предлагаемого и известного способов приведет и 1 аблице«
(огласно полученным данным, про- к;:тка спябов согласно пре7длагаеному спосоГ)у обеспечивает выравнивание ДJ|Иll ч орцовых выступов по левой и гграво кромкам на передпем и заднем (лябов, обеспечивает вследствие этого уменьшение длин торцовых и сокращение обрези MetajOTa по ср авнению с прокаткой г::лябов сог-- ласнс извecтнo fy способу.
Таким образом, применение предла- гаемсго способа обеспечивает сокращение; обрези ме талла путем выравни- вшмя торцовых приступов по леи заднем кони,ах саябов, вследствие чего уменьшается разность длины торцовых выступов, расход металла при
Примечание. В примерах 7-12 осуш;ествлялась прокатка слябов
с установкой скоростей правого и левого вертикальных валков согласно предлагаемому способу.
но на 5-6%. Это обеспечивает уменьшение массы обре аи как ми ним,ум на 1,5-2% или на 3,2-4,2 кг/т.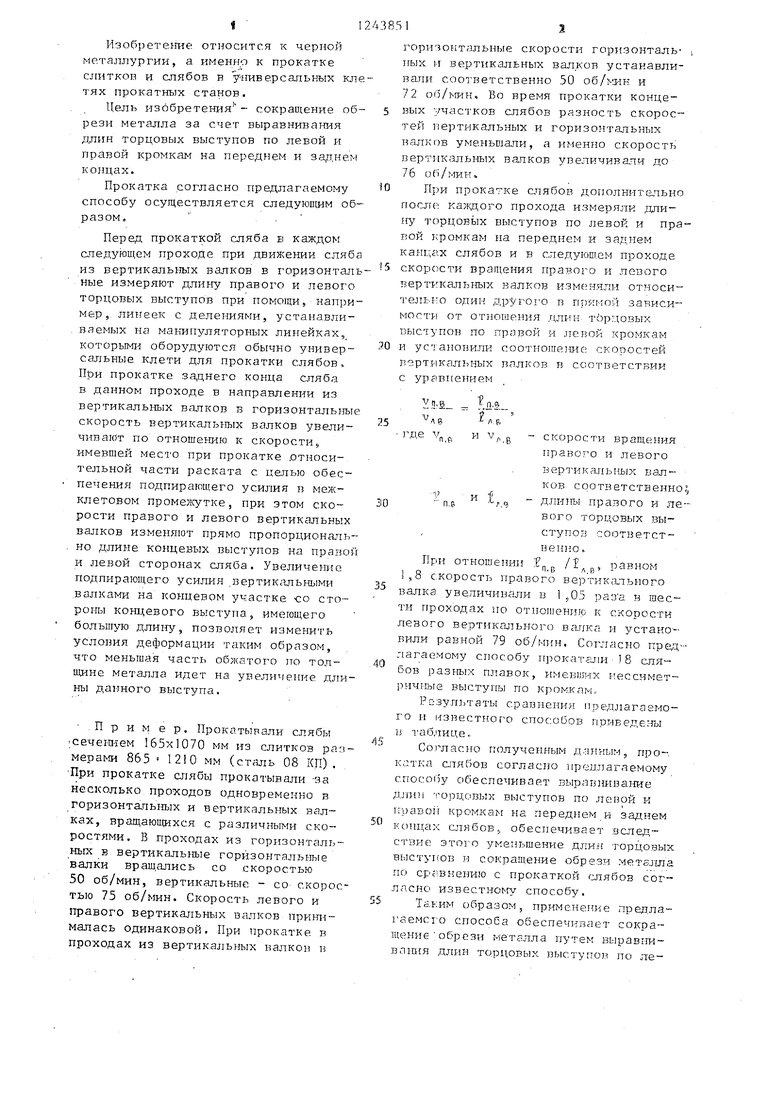
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ прокатки полос | 1980 |
|
SU899170A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
| Способ регулирования формы концевых выступов при прокатке слябов | 1984 |
|
SU1176987A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки слитков и слябов | 1977 |
|
SU596301A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
