Изобретение относится к машиностроению и может быть использовано при комплексной автоматизации производственных процессов, например для создания гибкой производственной системы в механообрабатывающем производстве на базе станков с ЧПУ и промышленных роботов.
Цель изобретения - повышение универсальности и сокращение металлоемкости за счет применения автономного толкающего элемента, расположенного на складском штабелере.
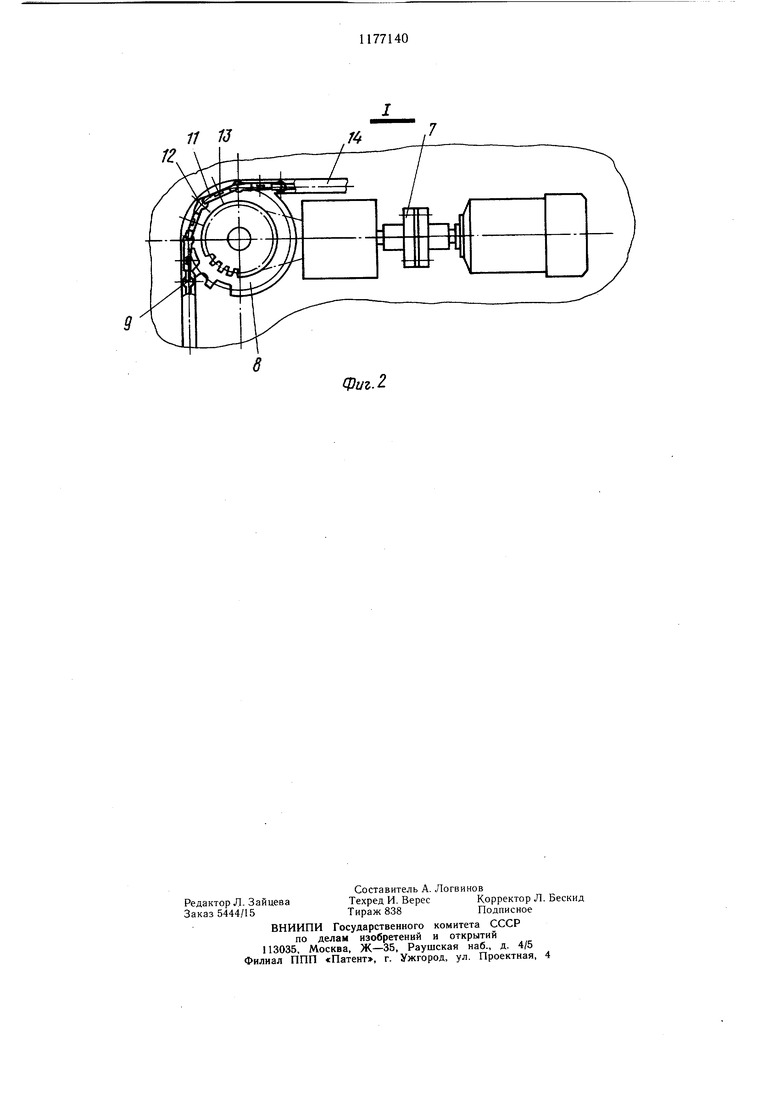
На фиг.1 изображен автоматизированный производственный участок, общий вид в плане; на фиг.2 - узел I на фиг.1.
Автоматизированный производственный участок содержит рабочие позиции 1 техноло ической обработки, расположенные вдоль автоматизированного склада 2 со штабелером 3. Склад имеет места выдачи 4 поддонов с деталями 5 по числу рабочих позиций. Места выдачи поддонов со склада связаны с р,абочими позициями технологической обработки направляющими 6. На щтабелере 3 закреплен дополнительный привод 7 с кинематической передачей через ведущую звездочку 8 на толкающий элемент, выполненный в виде цепи 9, При нахождении штабелера против определенной рабочей позиции обеспечена возможность ввода конца цепи внутрь соответствующей нанапраляющей 6. Над каждой направляющей установлена с возможностью передвижения вдоль нее по полу участка тележка 10, имеющая посадочные места для установки поддона с деталями. Толкающий элемент, выполненный в виде цепи 9, собран из звеньев 11, каждое из которых снабжено двумя цилиндрическими шарнирами 12 и 13, оси которых взаимно перпендикулярны, а ведущая звездочка 8 выполнена с щагом, равным двойному щагу цепи. Цепь размещена внутри направляющей-накопителя 14, закрепленной на штабелере 3.
Участок работает следующим образом.
После завершения технологической обработки детали 5, расположенной на тележке
10 у определенной рабочей позиции 1, по команде системы управления участком штабелер 3 перемещается вдоль склада 2 к соответствующему месту выдачи 4 поддонов, при этом конец толкающего элемента, выполненного в виде цепи, размещенного в накопителе 14 щтабелера, устанавливается против направляющей 6. Включается дополнительный привод 7, закрепленный на щтабелере, и цепь из накопителя перемещается вдоль направляющей к рабочей позиции 1. При подходе к рабочей позиции ролик крайнего звена толкающего элемента входит в зацепление с тележкой 10. Привод 7 реверсируется, и тележка 10 с установленным на ней поддоном с деталями перемещается в направлении склада.
В крайнем положении у места выдачи поддонов со склада детали 5 попадают в зону действия грузозахвата щтабелера 3, с помощью которого поддон с деталями перемещается в ближайшую свободную ячейку склада по вертикали без включения привода горизонтального перемещения щтабелера. Из другой ближайщей по вертикали ячейки склада грузозахватом щтабелера 3 на тележку 10 устанавливается поддон с деталями, и на привод 7 подается команда на перемещение тележки с поддоном вдоль направляющей к рабочей позиции, где происходит расцепление толкающего элемента с колесной рамой.
Привод 7 вновь реверсируется, и толкающий элемент 9, взаимодействуя с звездочкой 8, перемещается в направляющую-накопитель 14, расположенную на щтабелере 3. Компановка направляющей-накопителя облегчается благодаря наличию у каждого звена 11 цепи 9 двух цилиндрических шарниров 12 и 13, оси которых взаимно перпендикулярны. Благодарря этому имеется возможность движения тележки вдоль направляющей 6, отличающейся от прямой, что облегчает компановку оборудования участка. 11
Фиг. 2. 13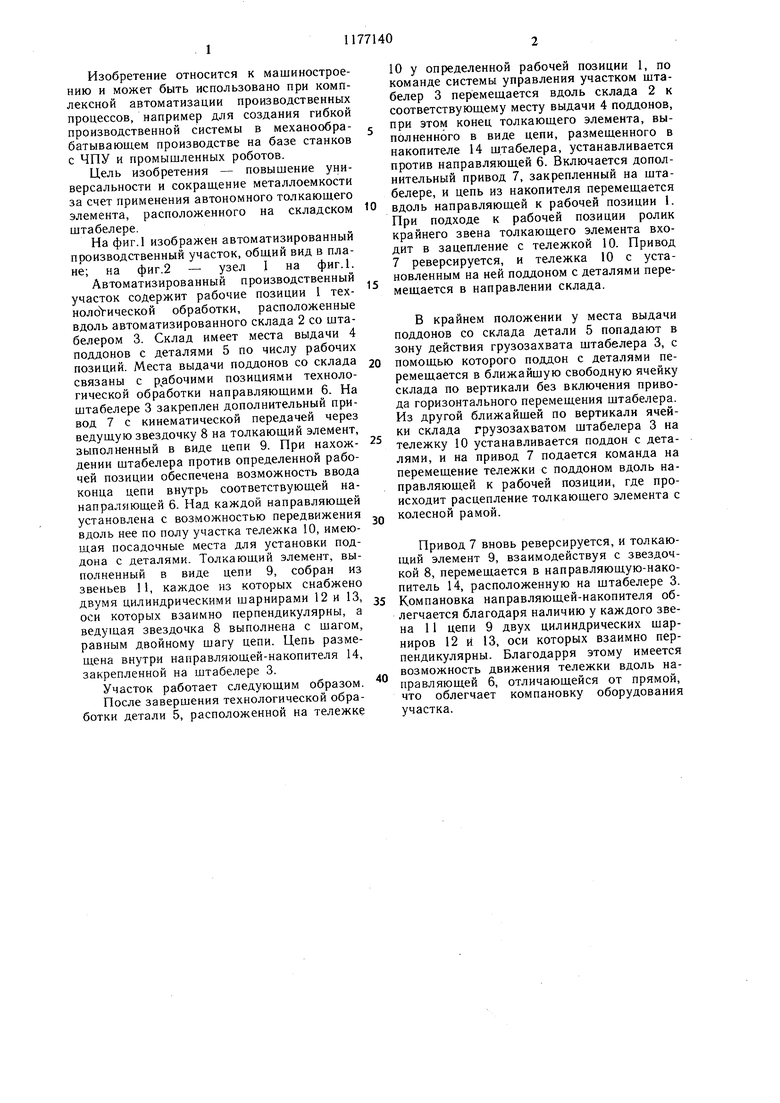
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортно-накопительная система | 1984 |
|
SU1199588A1 |
| Автоматизированный производственный участок | 1986 |
|
SU1379058A1 |
| Склад для хранения шин | 1986 |
|
SU1404419A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Автоматизированная транспортно-накопительная система | 1985 |
|
SU1306690A1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| Гибкая производственная система | 1988 |
|
SU1593916A1 |
| Гибкий автоматизированный участок | 1986 |
|
SU1542781A1 |
| Автоматизированный склад для хранения штучных грузов | 1983 |
|
SU1152890A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
АВТОМАТИЗИРОВАННЫЙ ПРОИЗВОДСТВЕННЫЙ УЧАСТОК, содержащий рабочие позиции технологической обработки, автоматизированный склад со штабелером, имеющий места выдачи поддонов с деталью по числу рабочих позиций, установленные у рабочих позиций приемноотправочные столы и устройства перемещения тележек на рабочие позиции, отличающийся тем, что, с целью повыщения универсальности и сокращения металлоемкости, автоматизированный производственный участок снабжен толкающим элементом, расположенным на штабелере и выполненным в виде двухшарнирной цепи, расположенной с возможностью взаимодействия с тележками, при этом ведущая звездочка указанной цепи выполнена с шагом, равным двойному шагу звеньев цепи. (Л 
| Поточная линия | 1981 |
|
SU959983A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
