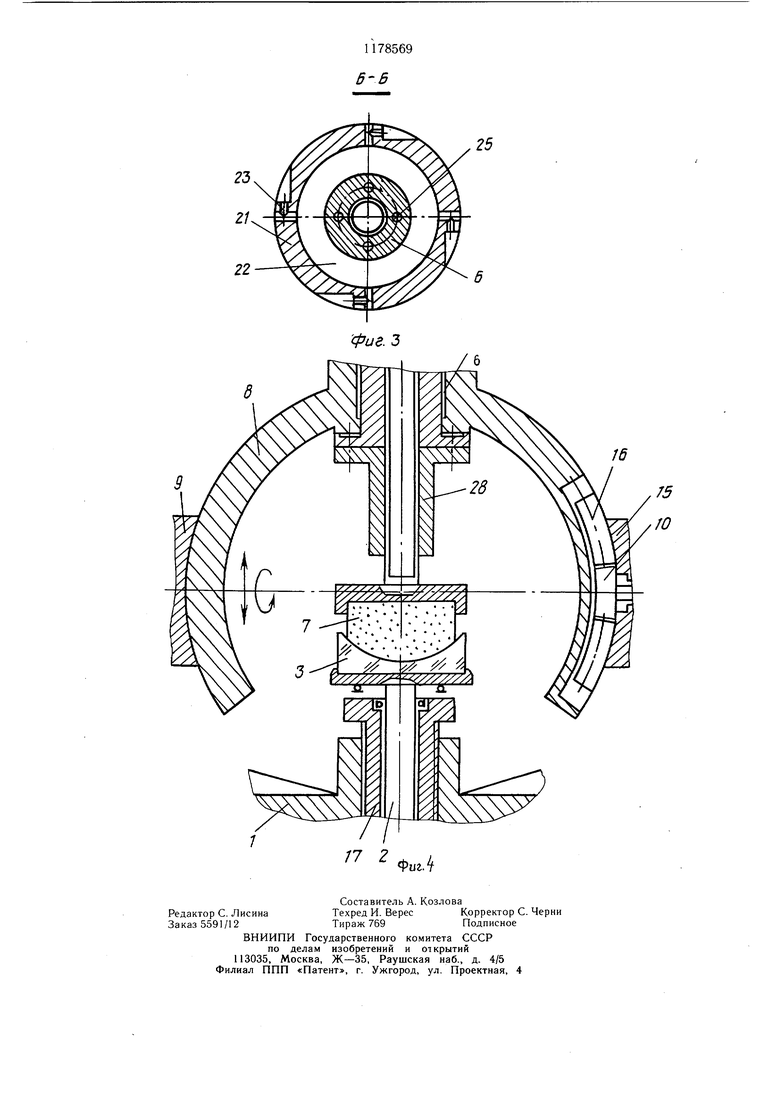
Изобретение относится к абразивной обработке и может быть использовано в приборостроении при изготовлении оптических линз. Цель изобретения - расширение технологических возможностей за счет обработки как выпуклых, так и вогнутых сферических поверхностей деталей с широким диапазоном диаметров, повышение качества обработки и упрощение конструкции устройства за счет использования кратчайших кинематических цепей приводов инструмента. На фиг. 1 схематически изображено предлагаемое устройство, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - устройство для обработки вогнутых сферических поверхностей, фрагмент осевого разреза. Устройство для обработки оптических деталей содержит основание 1, смонтированные на нем врашающийся шпиндель 2 детали 3, связанный с электродвигателем 4 через ременную передачу 5, шпиндель 6 инструмента 7, установленный в держателе 8, имеющем форму кольца с вырезом для размешения шпинделя детали. Держатель 8, в свою очередь установлен в направляющих башмаках 9 и 10 с возможностью поворота. Один башмак 9 закреплен на цапфе 11, выполненной заодно с валом моментного гидроцилиндрг 12, а другой башмак 10 закреплен на цапфе 13, внутри которой расположен вал моментного гидроцилиндра 14 с закрепленной на нем приводной шестерней 15, входящей в зацепление с зубчатым сектором 16 (фиг. 2), закрепленным на держателе 8. Шпиндель 2 установлен в стойке 17, имеющей на наружной поверхности резьбу, с помощью которой она установлена в основании 1, и снабженной рукоятками 18 и стопорной гайкой 19 с рукоятками 20. На шпинделе 6 инструмента 7, закреплен приводной диск 21 с камерой 22 расширения сжатого возду а, связанной с атмосферой через тангенциальные сопла 23 (фиг. 3) и с подающим патрубком 24 через каналы 25. Для уменьшения трения шпинделя 6 и держателя 8 в них выполнены карманы 26, при подаче сжатого воздуха в которые образуется аэростатический подшипник. Инструмент 7 подпружи92пен в сторону обрабатываемой детали 3 пружиной 27. При обработке вогнутых поверхностей для увеличения жесткости инструмента 7 к шпинделю 6 крепится направляющая втулка 28 (фиг. 4). Устройство работает следующим образом. Обрабатываемая деталь 3 приклеивается к шпинделю 2, устанавливается на необходимый размер перемешением стойки 17 при ее повороте за рукоятки 18 и положение фиксируется стопорной гайкой 19. Инструмент 7 приводится в контакт с деталью 3, причем силовое замыкание обеспечивается пружиной 27. Электродвигатель 4 приводит во вращение шпиндель 2 вместе с деталью 3 через ременную передачу 5 и одновременно попеременно в рабочие полости моментных гидроцилиндров 12 и 14 подают рабочую среду и сжатый воздух в патрубок 24. Попеременная подача рабочей среды в Полости гидроцилиндра 12 обеспечивает возвратно-вращательное движение цапфы 11 с направляющим башмако.м 9 и держателем 8, а следовательно, и качательное движение инструмента 7 вокруг оси цапф 11 и 13. Попеременная подача рабочей среды в полости гидроцилиндра 14 обеспечивает возвратно-вращательное движение приводной шестерни 15, которая приводит в соответствующее вращение держатель 8 вокруг своей оси вместе с инструментом 7. Сжатый воздух из подающего патрубка 24 попадает в карманы 26 образуя аэростатический подшипник в соединении шпинделя 6 с держателем 8, и одно« временно через канал 25 - в камеру 22 расширения, из кх)торой воздухом, выходящим в атмосферу через тангенциальные сопла 23, создается крутящий момент на шпинделе 6, и он вместе с инструментом 7 приводится во вращение. Таким образом, процесс обработки происходит при сообщении детали 3 вращения вокруг ее оптической оси, а инструменту - вращения вокруг его оси и одновременно качательного движения в двух взаимно перпендикулярных плоскостях. Для обработки вогнутых поверхностей деталь 3 опускается на необходимый размер ниже оси цапф 11 и 13 перемещением стойки 17, а к шпинделю 6 прикрепляется направляющая втулка 28 для увеличения жесткости инструмента. .2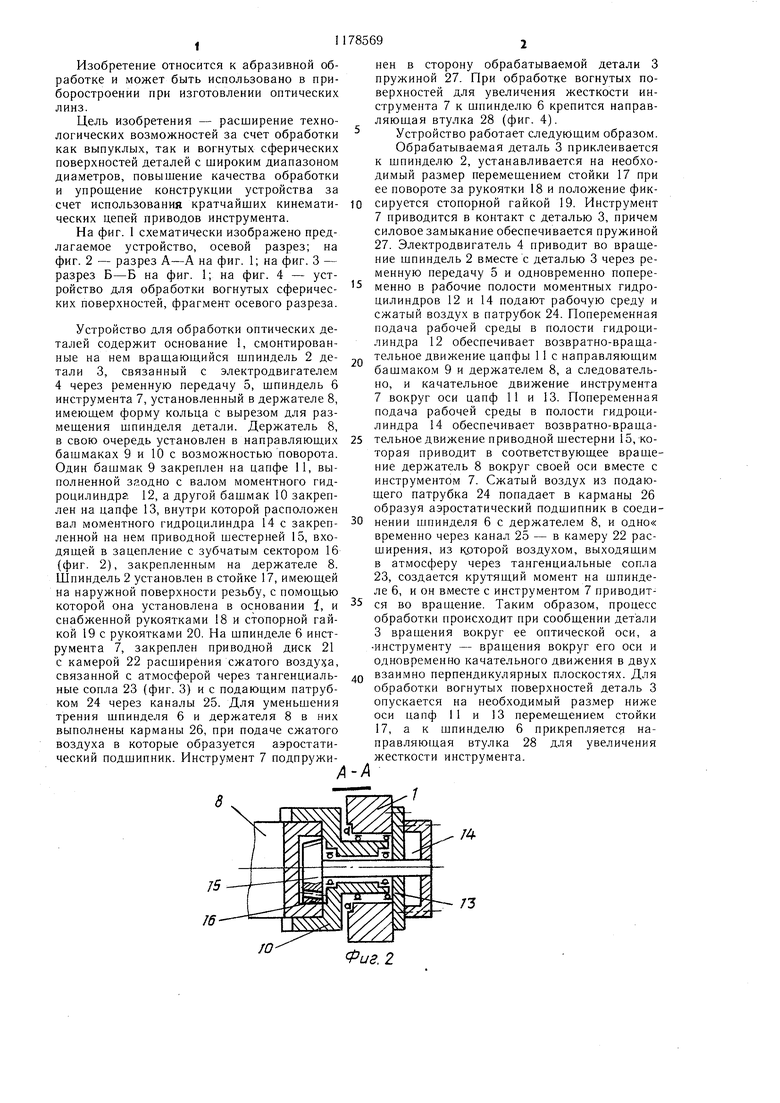
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Станок для обработки криволинейных поверхностей оптических деталей | 1981 |
|
SU992168A1 |
| Станок для шлифования и полирования оптических деталей | 1987 |
|
SU1449327A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для обработки криволинейных поверхностей оптических деталей | 1982 |
|
SU1042960A1 |
| Устройство для обработки деталей со сферическими поверхностями | 1981 |
|
SU1006172A1 |
| Станок для обработки оптических деталей с асферическими поверхностями | 1979 |
|
SU865618A1 |
| Станок для обработки сферических поверхностей деталей | 1981 |
|
SU1006173A1 |
| Устройство А.В.Ремизовича для обработки сферических поверхностей деталей | 1990 |
|
SU1731600A2 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1093499A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ, содержащее ос нование со смонтированным в нем подпружиненным шпинделем инструмента, расположенным в держателе, связанном с механизмом качания посредством диаметрально расположенных цапф, ось которых перпендикулярна оси шпинделя, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества обработки, устройство снабжено закрепленными на цапфах направляющими башмаками, между которыми размещен держатель инструмента, выполненный в виде кольца, установленного с возможностью качания относительно оси, перпендикулярной оси цапф посредством введенных в устройство шестерни, связанной с приводом качания и расположенной соосно цапфам, и зубчатого сектора, закрепленного на кольце.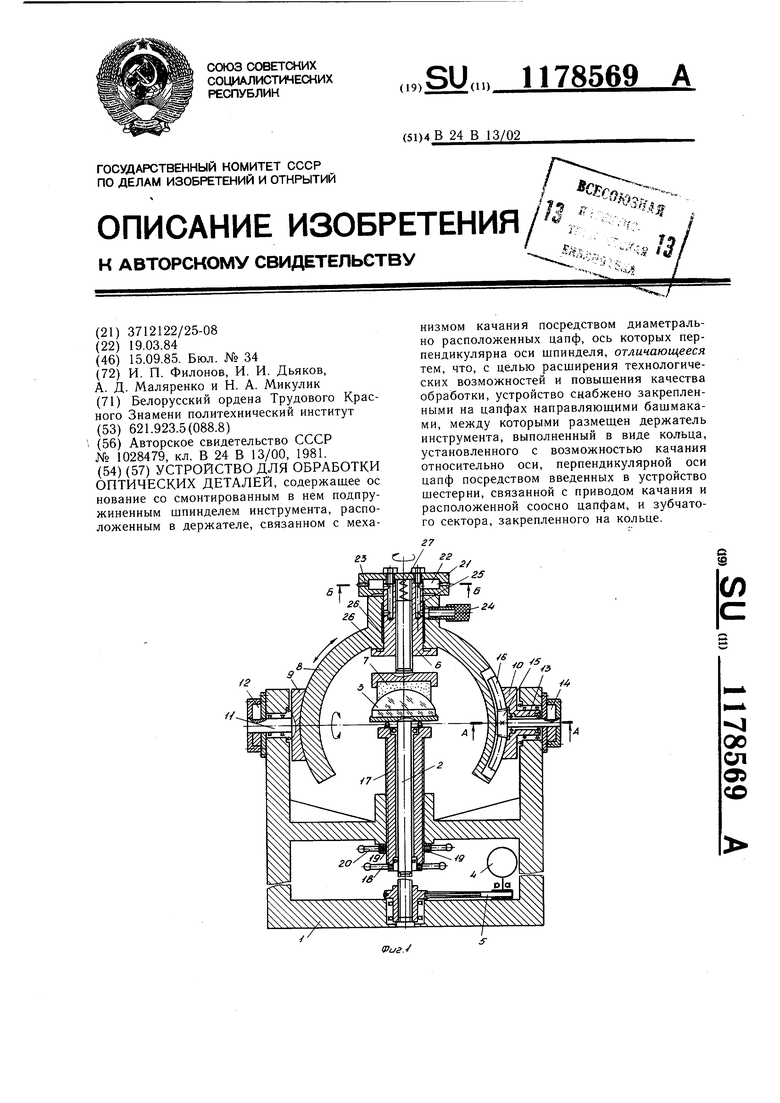
| Станок для обработки оптических деталей | 1981 |
|
SU1028479A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
