00 00
ел
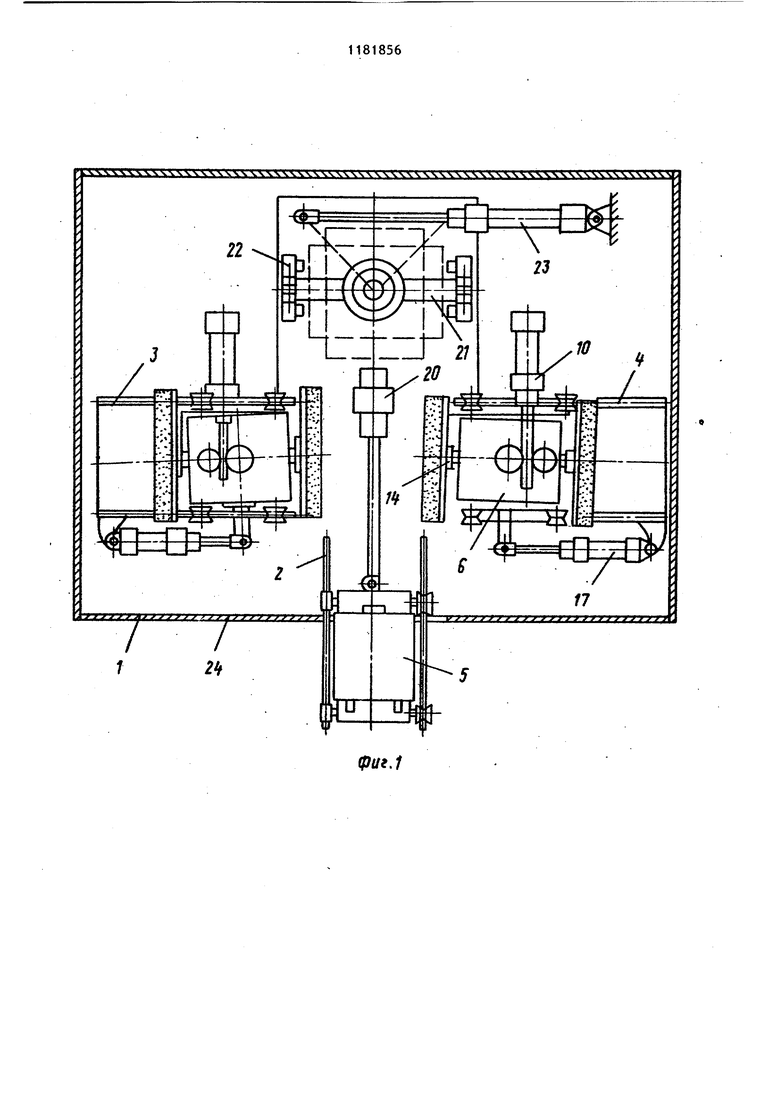
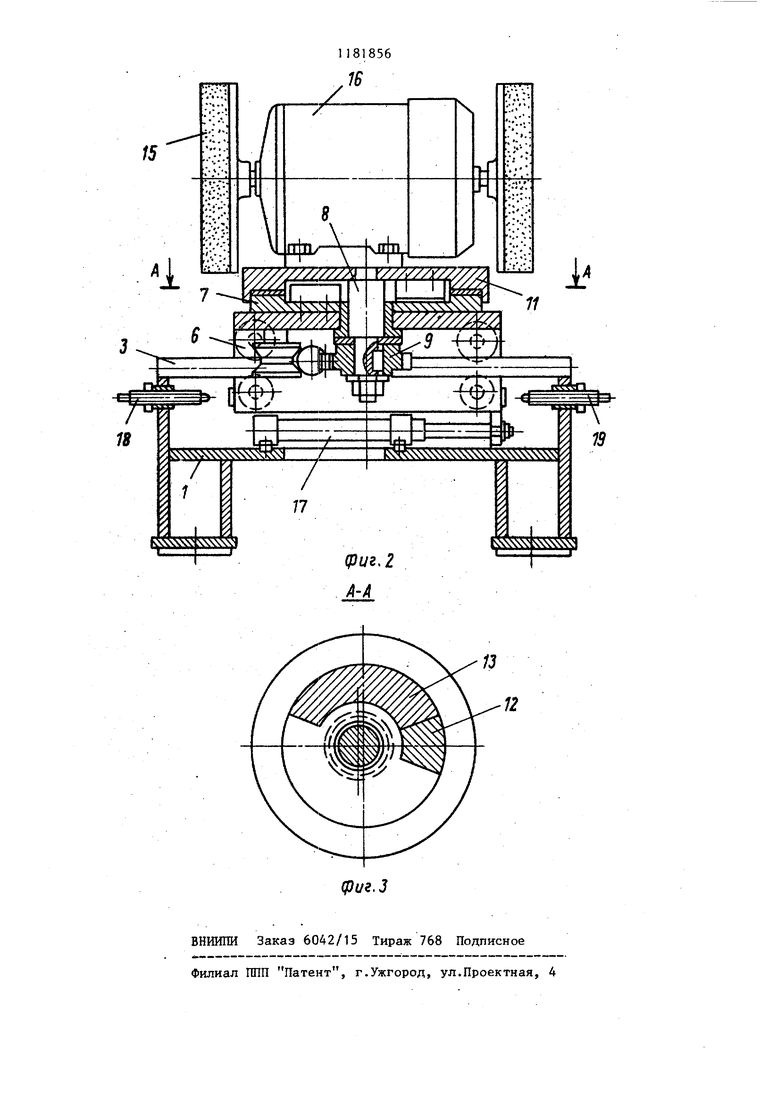
Од Изобретение относится к станкостроению, в частности к станкам для абразивной обработки отливок и може быть использовано в литейном производстве, Целью изобретения является расши рение технологических возможностей путем обеспечения реверсирования вращения шлифовальных кругов за сче их поворота в плоскости перемещения тележки. На фиг. 1 представлена конструктивная схема модуля, вид в плане; на фиг,2 - конструкция шлифовальной головки на каретке; на фиг,3 - сечение А-А на фиг.2, Модуль зачистки отливок содержит станину 1 с продольными направляющими 2 и поперечными направляющими 3, 4. На направляющих 2 установлена тележка 5. На направляющих 3 и 4 установлены горизонтальные каретки 6, к каждой из которых прикреп;аена неподвижная плита 7; в середине опи санного узла закреплена ось 8, НижНИИ ее конец Соединен с шестерней 9 механизма поворота от силового ци линдра 10, а верхний конец закреплен в центре платформы 11, Снизу к-платформе 11 прикреплен упор. 12, взаимодействующий с сегментным выступом 13, закрепленным на плите 7, На платформе 11 установлена потяфовальная головка 14 с двумя шлифовальными кругами 15 и приводом 16, Для передвижения кареток 6 по направляющим 3 и 4 на станине 1 установлены силовые цилиндры 17« Горизонтальное перемещение кареток 6 ог раничивается регулируемыми упорами 18 и 19, Для передвижения тележки 5 на станине 1 закреплен силовой цилиндр 20, В конце направляющих 2 установлен манипулятор 21 с захвата ми 22 и приводом от силового цилинд ра 23, Все элементы конструкции модуля заключены в общее ограждение - кожух 24 с отверстиями для пылеотсоса, дверцей для загрузки и выгрузки отливок. Предусмотрено удаление отходов. Модуль снабжен индивидуальной гидростанцией, пьшеулавливателем, злектрошкафом и пультом управления (не показаны), Двухйозиционный производственньй модуль для зачистки отливок работает следующим образом. Загрузки отливки на тележку 5 производится при ее исходном положении вне кожуха 24, При движении тележки 5 вперед дверца кожуха 24 закрывается, производится зажим отливки и ее перемещение навстречу вращающимся шлифовальным кругам 15, Происходит зачистка двух плоскостей отливок. Пройдя зону обработки, тележка 5 достигает манипулятора 21 и останавливается , Захваты 22 снимают отливку, поворачивают ее на 90вокруг вертикальной оси, снова ставят на тележку 5, которая делает обратный ход,В то же время производится реверсирование вращения шлифовальных кругов 15, При зтом срабатывают цилиндры 10, поворачивая Щестерни 9, соединенные с осями 8, на которых вращаются платформы 11, Вращение платформы 11 происходит до следукнцего контакта упоров 12 с выступами 13, задающими угол поворота, В результате достигается реверсирование вращения кругов 15 и при обратном ходе тележки 5 с отливкой навстречу вращающимся шлифовальным кругам 15 происходит зачистка двух других плоскостей отливок и затем выгрузка обработанной отливки, В зависимости от типоразмеров обрабатываемых отливок задается расстояние между рабочими кругами путем горизонтального перемещения кареток 6 между упорами 18 и 19,
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| Станок для абразивной обработки от-лиВОК | 1979 |
|
SU846233A1 |
| КОМПЛЕКС ДЛЯ ЗАЧИСТКИ ОТЛИВОК ДЕТАЛЕЙ ТИПА БЛОКОВ ЦИЛИНДРОВ | 2000 |
|
RU2196038C2 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Устройство загрузки станка для зачистки отливок | 1990 |
|
SU1731408A1 |
| Робот | 1988 |
|
SU1538994A1 |
| Полуавтомат для зачистки отливок деталей типа крышки подшипника | 1986 |
|
SU1404171A1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
ГИБКИЙ ДВУХПОЗИЦИОННЫЙ МОДУЛЬ ДЛЯ ЗАЧИСТКИ ОТЛИВОК, на станине которого на продольных направляющих установлена тележка, манипулятор и c :i ;;;-V; 13 . размещенные на горизонтальных каретках шлифовальные головки, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения реверсирования вращения шлифовальных кругов, соосно установленных на одном валу, за счет их поворота в плоскости перемещения тележки, каждая шлифовальная головка смонтирована на каретках посредством введенных в модуль поворотных платформ с упорами и неподвижных плит с сегментными выступами, предназначенными для взаимодействия межi (Л ду собой при повороте.
| Санков И.И | |||
| и др | |||
| Механизация и автоматизация абразивной обработки отливок | |||
| М | |||
| Машиностроение, 1972, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
