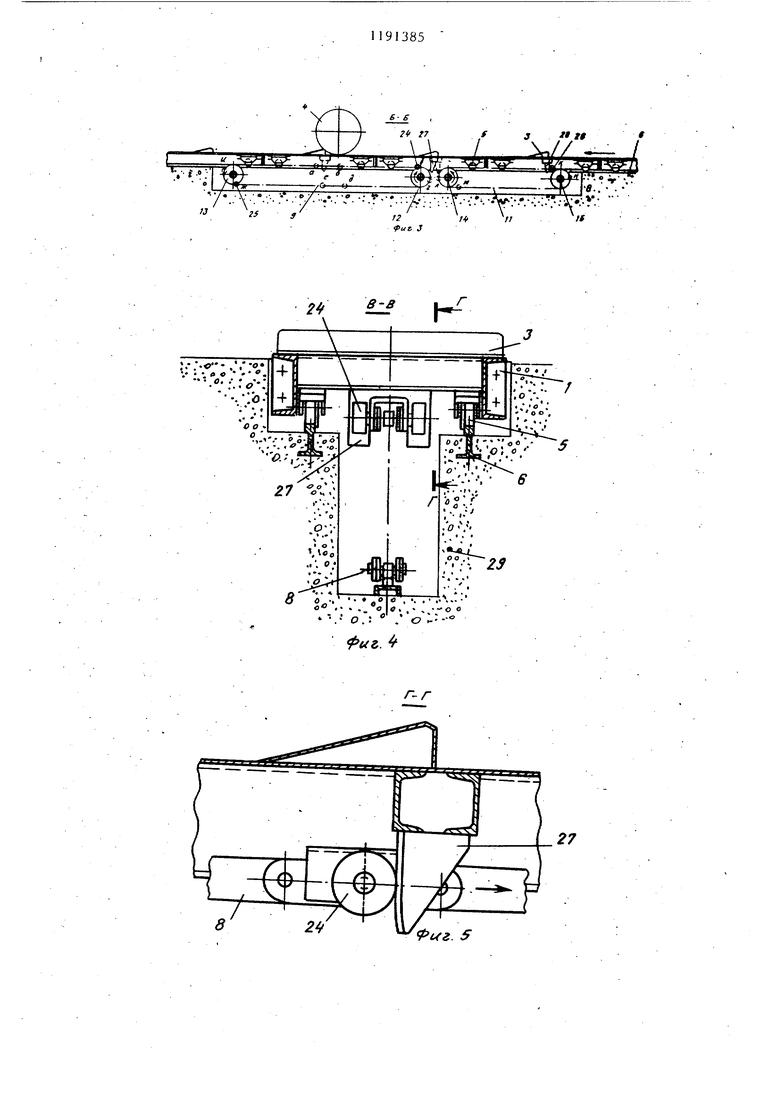
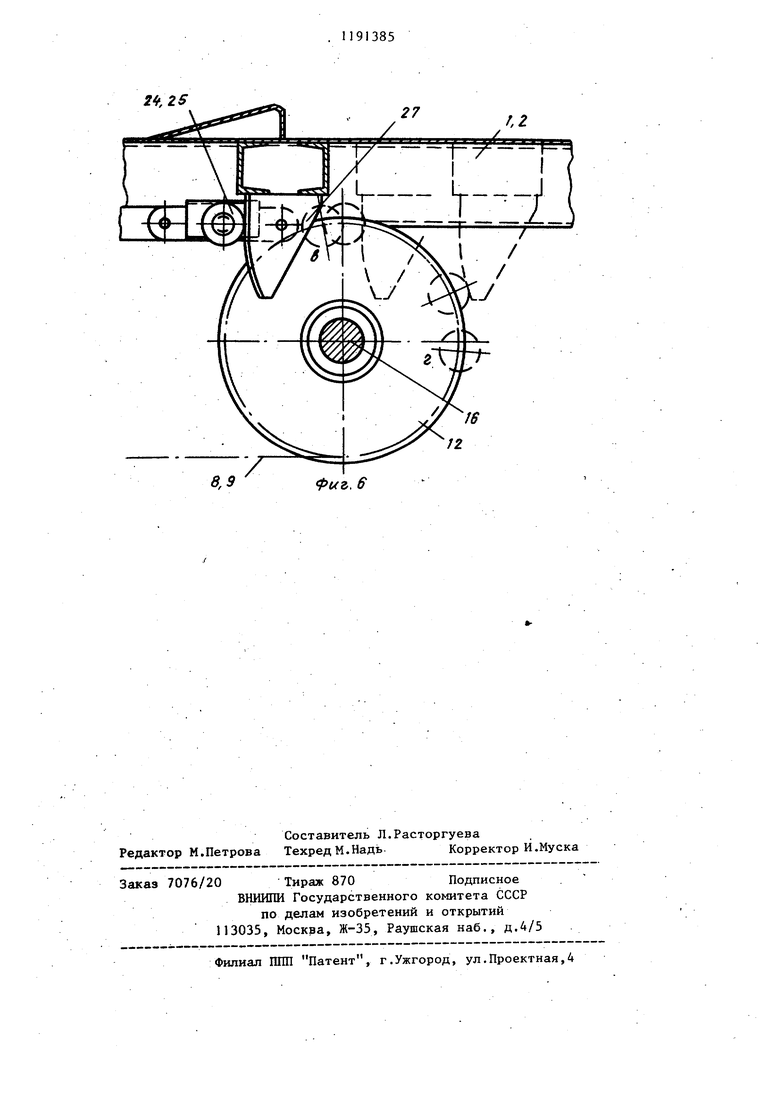
I Изобретение относится к оборудо ванию для механизации перемещения автомобилей, автопоездов и других колесных транспортных средств на поточных линиях их технического об служивания и мойки и может быть ис пользовано на предприятиях автомобильного транспорта и других лей народного хозяйства для непрерывного перемещения изделий на колесном шасси, г Цель изобретения - повышение надежности, снижение металлоемкост:и и расширение технологиче ких возможностей конвейера. На фиг.1 изображен конвейер, ви сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-Б на фиг.2; на фиг.З - разрез Т-Г на фиг.4; на фиг.6 - последовательное положение толкающего элемента цепного контура Б конце прямого хода штанги. Конвейер содержит штанги 1 и 2 толкателями 3, взаимодействующими колесами 4 автомобиля, установленные на катках 5 с возможностью воз вратно-поступательного движения в противоположных направлениях по направляющим рельсам 6 посредством привода 7, и цепные контуры 8,9,10 и П. Контуры 8 и 9 рабочего хода, огибающие приводнь1е звездочки 12 и натяжные 13, служат для перемещени штанг в прямом направлении, а конту ры 10 и 11 холостого хода, огибающие приводные звездочки 14 и натяж ные 15, служат для возврата штанг и 2 в исходное положение. Привод конвейера выполнен в виде расположенных в два ряда по два в каждом ряду, последовательно установленных цепных контуров рабочего и холостого ходов 8,10 и 9,11. Приводные звездочки 12 закреплены на валу 16, а приводные звездочки 14 - на валу 17. Балы 16 и 17 связаны между собой посредством постоянирй кинема тической связи в виде внешнего зубчатого зацепления, а именно на вала 16 и 17. закреплены находящиеся в зацеплении друг с другом зубчатые колеса 18 и 19, обеспечивающие вращение валов 16 и 17 в противоположные стороны с различными скоростями. Бал 16 через муфту 20 соедине с ре,цуктором 21, который связан 52 посредством гибкой передачи 22 с электродвигателем 23. Б цепные контуры 8 и 9 рабочего хода вмонтированы по два толкающих элемента 24 и 25, а в цепные контуры 10 и II холостого хода - по одному толкающему элементу 26. Толкающие элементы 24 и 25 установлены с возможностью взаимодействия с упором 27, а толкающий элемент 26 - с упором 28, закрепленными соответственно на каждой из . штанг 1 и 2, которые установлены на неподвижном основании 29. Конвейер работает следующим образом. После наезда колес 4 автомобиля на штанги 1 и 2 включается привод кон-, вейера. При соприкосновении толкающего элемента 24 с упором 27 штанга 1 начинает двигаться в прямом направлении и с помощью толкателя 3 перемещает автомобиль. При достижении толкающего элемента 24 точки в контура 8 (фиг..2) толкающий элемент 25 контура 9 (фиг.З) достигает точки а, и штанги I и 2 движутся в прямом направлении одновременно до выхода толкающего элемента контура 8 из зацепления с упором 27 штанги 1. Этот момент соответствует положению толкающего элемента в точке г. Б этот же момент времени толкающий элемент 26 цепного контура 10 входит в контакт с упором 28 штанги 1 и перемещает ее в обратном направлении с увеличенной скоростью. Момент окончания обратного хода штанги 1 соответствует положению толкающего элемента контура 10 в точке л и положению толкающего элемента 25 контура 8 в точке а. К этому моменту толкающий элемент 24 контура 9, продвигая штангу 2 вперед, достигнет точки в, а толкающий элемент 26 контура 10 - точки н. Совместное движение штанг 1 и 2 будет снова в течение прохождения толкающего элемента контура 8 отрезка пути а-б, а контура 9 - отрезка в-г. За это время толкающий элемент 26 контура 10 пройдет отрезок пути л-м, а контура 11 - отрезок н-к. При прохождении толкающего элемента 26 контура 11 отрезка к-л штанга 2 переместится в обратном направлении в исходное положение. Таким образом, обе штанги 1 и 2 попеременно будут ускоренно возвра3
щаться в исходное положение, двигаться в прямом направлении на нектором участке одновременно; одна в начале хода, а другая - в конце, затем наоборот, перехватывая автомобиль и тем самым обеспечивая его непрерывное перемещение.
При этом отношение скоростей движения толкающих элементов в об913854
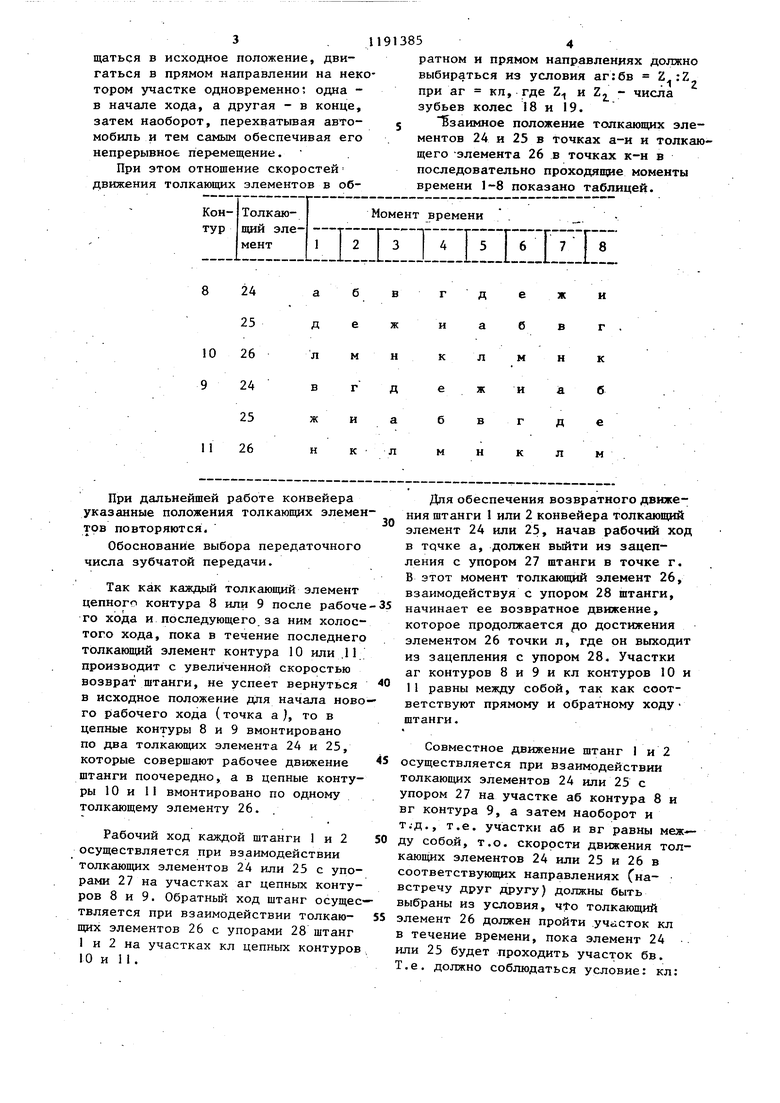
ратном и прямом направлениях должно выбираться из условия аг:бв 2 :Z при аг кл, где Z и Zj - числа зубьев колес 18 и 19.
J взаимное положение толкающих элементов 24 и 25 в точках а-и и толкающего -элемента 26 в точках к-н в последовательно проходяп е моменты времени 1-8 показано таблицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отбора проб сыпучего материала из кузова автомобиля | 1981 |
|
SU989363A2 |
| Установка для отбора проб сыпучего материала из кузова автомобиля | 1985 |
|
SU1278660A2 |
| САМОКАТ | 2006 |
|
RU2329911C2 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Загрузочное устройство | 1984 |
|
SU1222604A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Установка для отбора проб сыпучего материала из кузова автомобиля | 1988 |
|
SU1523946A1 |
| Шаговый конвейер | 1985 |
|
SU1305084A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО СО СМЕННЫМ КУЗОВОМ ДЛЯ ПЕРЕВОЗКИ СЕЛЬСКОХОЗЯЙСТВЕННЫХ ГРУЗОВ | 2011 |
|
RU2479448C1 |
КОНВЕЙЕР ДЛЯ ПЕРЕМЕЩЕНИЯ АВТОМОБИЛЕЙ, содержащий установленные на неподвижном основании параллельно одна другой и с возможностью встреч-, ного возвратно-поступательного перемещения две штанги с толкателями и привод перемещения штанг, о т л и чающийся тем, что, с целью повьш1ения надежности, снижения металлоемкости и расширения технологических возможностей конвейера, привод выполнен в вцде расположенных в два ряда по два в каждом ряду последовательно установленных цепных . контуров рабочего и холосто о ходов со смонтированными на них, соответственно по два и одному. Толкающими элементами, причем смежные звездочки обоих цепных контуров одного ряда связаны с соответствуюпцти звездочками цепных контуров другого ряда посредством приводньк валов, соединенных между собой при помощи постоянной кинематической связи с возможностью встречного движения цепных контуров с различными скоростями, при этом скорость цепного контура холостого хода больше скорости цепного контура рабочего хода, причем каждая штанга снабжена двумя упорами, один из которых установлен с возможностью поочередного взаимодействия с каждым толкающим элементом цепного контура рабочего хода, а другой - с толкающим элементом цепного контура холостого хода.
При дальнейшей работе конвейера указанные положения толкающих элемен тов повторяются. Обоснование выбора передаточного числа зубчатой передачи. Так как каждый толкающий элемент цепного контура 8 или 9 после рабоче го хода и последующего за ним холостого хода, пока в течение последнего толкающий элемент контура 10 или .11 производит с увеличенной скоростью возврат штанги, не успеет вернуться в исходное положение для начала ново го рабочего хода (точка а ), то в цепные контуры 8 и 9 вмонтировано по два толкающих элемента 24 и 25, которые совершают рабочее движение щтанги поочередно, а в цепные контуры 10 и II вмонтировано по одному толкающему элементу 26. . Рабочий ход каждой штанги 1 и 2 осуществляется при взаимодействии толкающих элементов 24 или 25 с упорами 27 на участках аг цепных контуров 8 и 9. Обратный ход штанг осущес твляется при взаимодействии толкающих элементов 26с упорами 28 штанг 1 и 2 на участках кл цепных контуров 10 и 11.
дежи
аб вг
лм нк
жи аб
вг де
нк лм Для обеспечения возвратного движения штанги или 2 конвейера толкающий элемент 24 или 25, начав рабочий ход в тачке а, должен выйти из зацепления с упором 27 штанги в точке г. В этот момент толкающий элемент 26, взаимодействуя с упором 28 штанги, начинает ее возвратное движение, которое продолжается р,о достижения элементом 26 точки л, где он выходит из зацепления с упором 28. Участки аг контуров 8 и 9 и кл контуров 10 и 11 равны между собой, так как соответствуют прямому и обратному ходу штанги. Совместное движение штанг 1 и 2 осуществляется при взаимодействии толкающих элементов 24 или 25с упором 27 на участке аб контура 8 и вг контура 9, а затем наоборот и т,Д., т.е. участки аб и вг равны между собой, т.о. скорости движения толкающих элементов 24 или 25 к 26 в соответствующих направлениях Снавстречу друг другу) должны быть выбраны из условия, что толкающий элемент 26 должен пройти участок кл в течение времени, пока элемент 24 . или 25 будет проходить участок бв. Т.е. должно соблюдаться условие: кл:
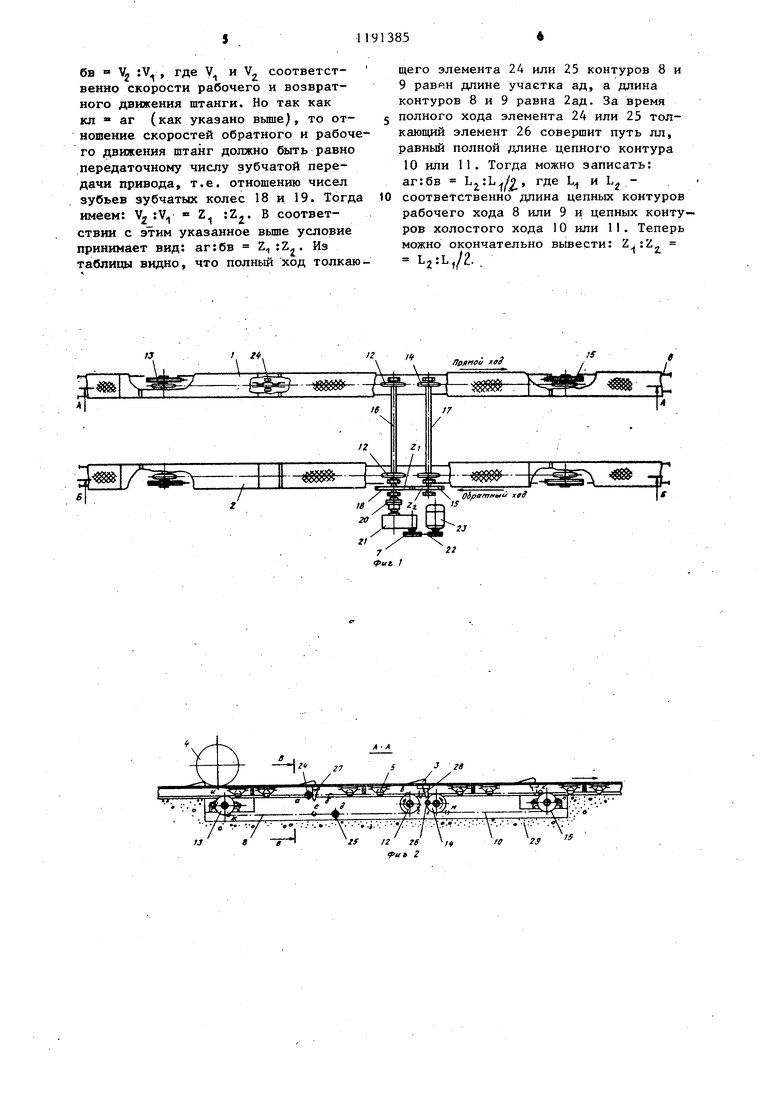
бв V :V , где V и V соответственно скорости рабочего и возвратного движения штанги. Но так как кл аг (как указано вьше), то отношение скоростей обратного и рабочего движения штанг должно быть равно передаточному числу зубчатой передачи привода, т.е. отношению чисел зубьев зубчатых колес 18 и 19. Тогда
:Z. В соответимеем: V :V Z.
ствии с этим указанное вьш1е условие принимает вид: аг:бв Z :Z. Из таблицы видно, что полный ход толкающего элемента 24 или 25 контуров 8 и 9 равр.н длине участка ад, а длина контуров 8 и 9 равна 2ад. За время
полного хода элемента 24 или 25 толкаю1ций элемент 26 совершит путь лл, равный полной длине цепного контура 10 или 11. Тогда можно записать: аг:бв , где Ц и L соответственно длина цепных контуров рабочего хода 8 или 9 и цепных контуров холостого хода 10 или 11. Теперь
Z,:Z можно окончательно вьшести:
.:L,/2.,
L:
;..;.:v .««
.:.:«/-: .:i).
e
oo
Риг. 6
27
r.z
W
12
| Конвейер для перемещения автомобилей | 1978 |
|
SU818986A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Конвейер для перемещения автомобилей | 1979 |
|
SU882860A2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
