со
со
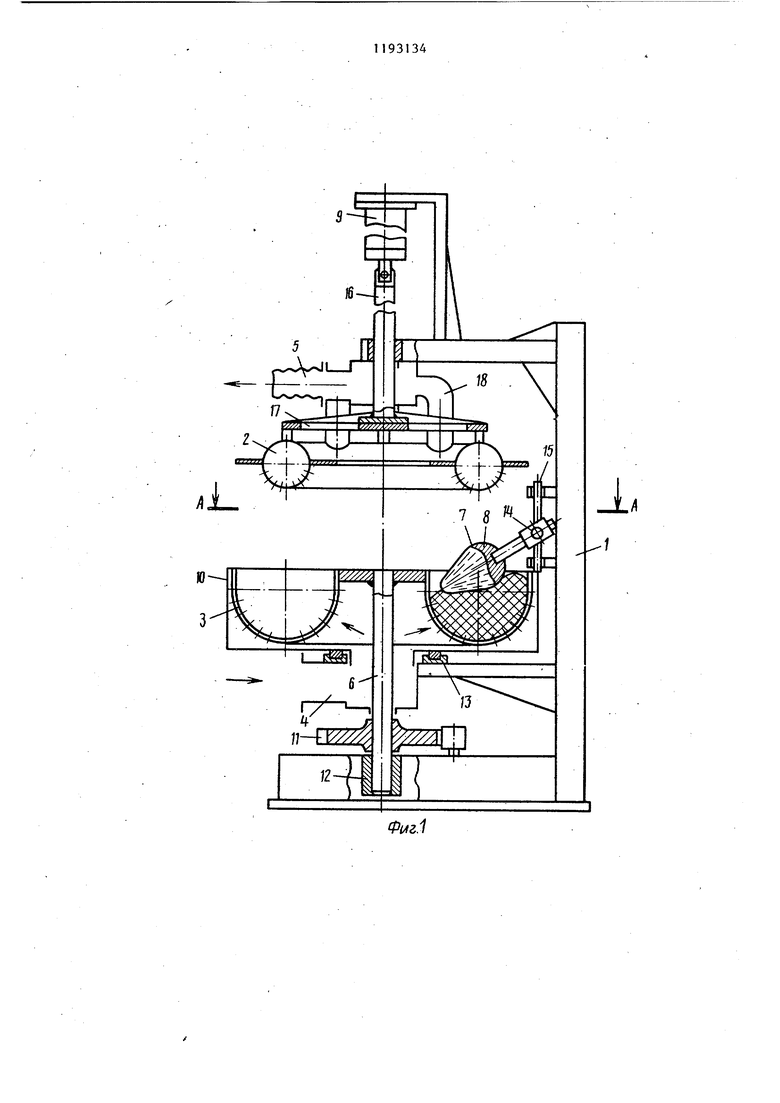
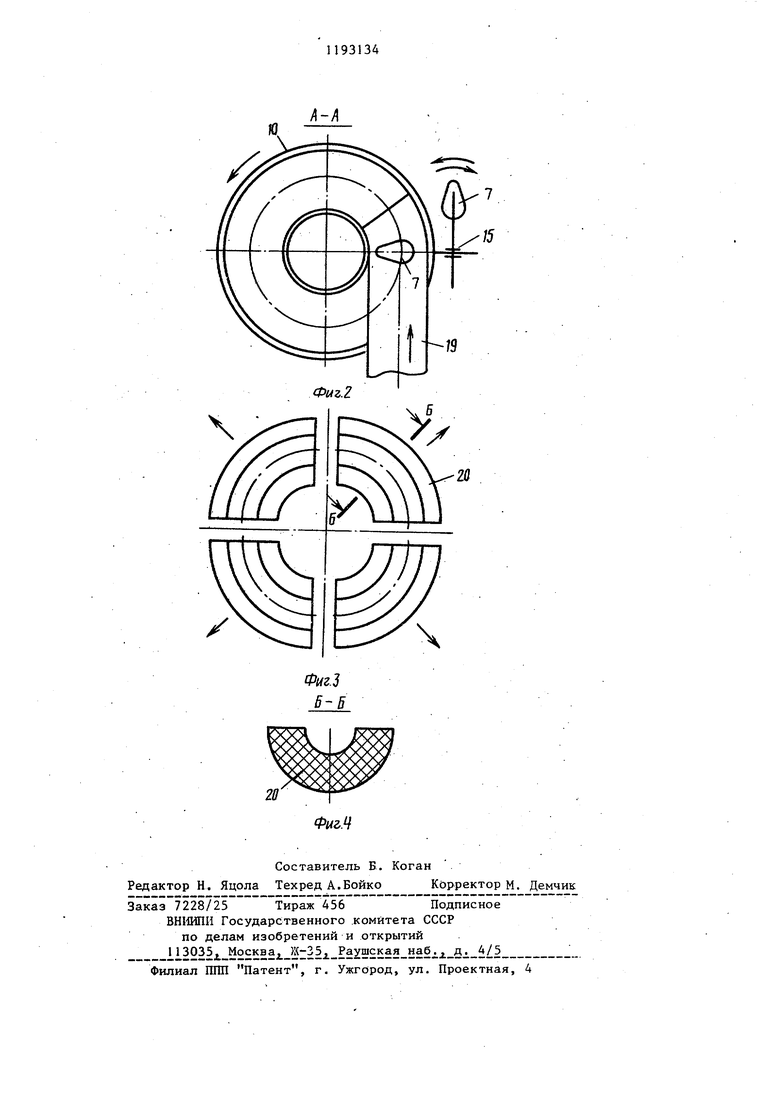
О9 4 Изобретение может быть использсвано в производстве теплоизоляционных строительных материалов, в част ности, для формования минераловатных скорлуп, . Цель изобретения - повышение ка чества изделий за счет обеспечения равноплотностк их поперечного сечения. На фиг. 1 схематично изображено устройство, разрез; на фиг. 2 - раз рез А-А на фиг. 1; на фиг. 3 - схем разрезки сформованной тороидальной заготовки на отдельные скорлупы; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство содержит смонтированные на станине 1 вертикально-подвиж ный пуансон 2 и соосную с ним матри цу 3 с соосными тороидальными перфо рированными рабочими поверхностями, патрубки подачи 4 и отвода 5 теплоносителя. Матрица 3 закреплена на оси 6, а над ее рабочей полостью наклонно установлен вращающийся конический прижим 7 со сферическим ос нованием 8, обращенным наружу тора матрицы 3, при этом прижим 7 прикреп лен к станине 1 с возможностью пово рота в вертикальной и горизонтальной плоскостях для вывода из полост матриф 3 перед обжатием заготовки пуансоном 2. Плоскости рабочих поверхностей пуансона 2 и матрицы 3 могут быть расположены как горизонтально, так и вертикально. Движение пуансона 2 осуществляется гидроприводом 9, а вращение коробки 10 матрицы 3 - приводом 11 с зубчатой передачей, при этом ось 6 коробки матрицы фиксируется в подпятнике 12 и дисковом подщипнике 13. Конический прижим 7 имеет оси вертикального 4 и горизонтального 15 поворота. 42 . Пуансон 2 смонтирован на штоке 16 посредством крестовины 17, а полость пуансона соединена с патрубком 5 крестообразными патрубками 18. Формование скорлуп осуществляется следующим образом. Калиброванной длины заготовку 19 наклонно помещают в полость матрицы 3 под прижим 7, после чего включают привод 11 вращения коробки 10 матрицы 3. По мере вращения заготовка 19 вжимается в матрицу 3 до смыкания ее торцов. После 2-6 оборотов матрицы 3 в соответствии с формой конуса прижима 7 часть массы заготовки отжимается к наружной поверхности тора матрицы 3, после чего производится .прессование деформированной заготовки 19 пуансоном 2 посредством включения гидропривода 9, причем перед этим прижим 7 выводится из полости матрицы 3. После обжатия заготовки 19 включается подача теплоносителя в патрубок 4. Профильтрованный через заготовку теплоноситель полимеризует связующее в заготовке и покидает пуансон 2 по патрубкам 18 и 5. Прогревом заготовки фиксируется форма тороидальной заготовки, которая выбрасывается из матрицы 3 давлением теплоносителя при поднятии пуансона 2. Тороидальная заготовка затем крестообразно разрезается в кондукторе с получением скорлуп 20 для изоляции трубных отводов. Описанные операции повторяются циклично. Использование конического отжима 7 обусловлено тем, -что при кручении цилиндра в тор (баранку) часть избыточной массы волокна концентрируется у малого диаметра тора. Применение отжима способствует равноплотности roTOBbix скорлуп.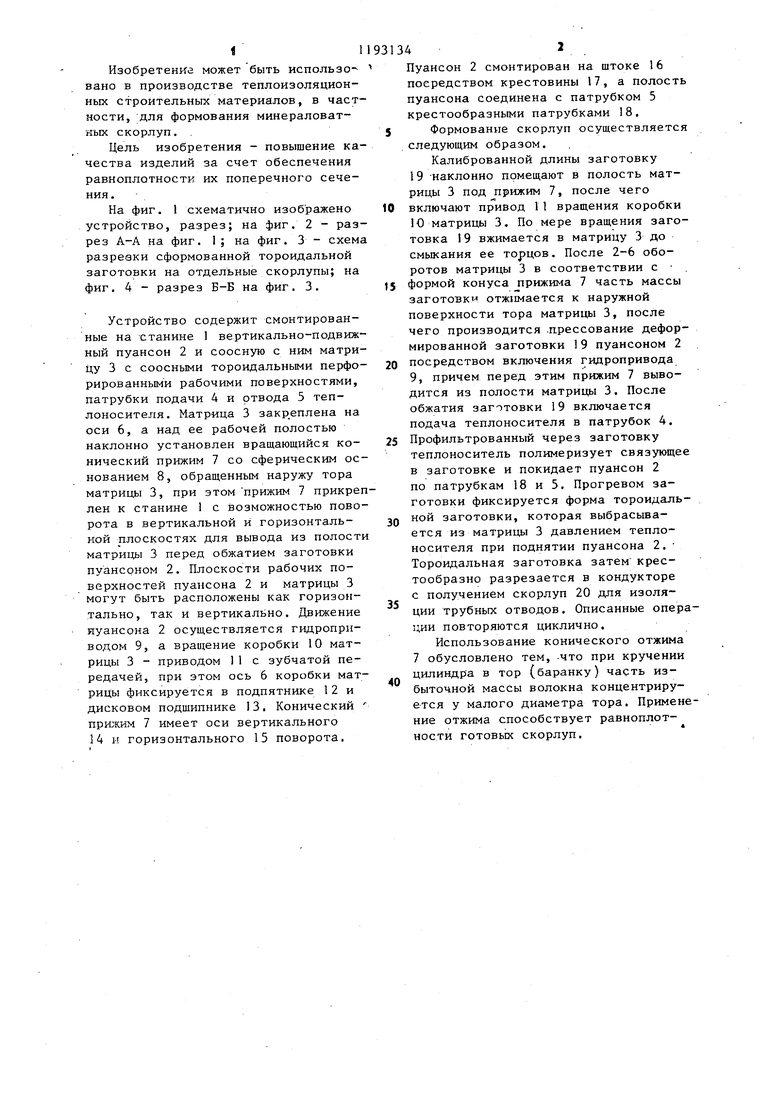
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования минераловатных скорлуп и устройство для его осуществления | 1982 |
|
SU1052504A1 |
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1260197A1 |
| Устройство для формования минераловатных скорлуп | 1984 |
|
SU1276503A2 |
| Устройство для формования минераловатных скорлуп | 1986 |
|
SU1411146A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
| Установка для формования скорлуп | 1982 |
|
SU1041527A1 |
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1303567A1 |
| Способ изготовления скорлуп и устройство для его осуществления | 1983 |
|
SU1198029A1 |
| Устройство для формования скорлуп из минераловатного ковра | 1987 |
|
SU1418047A1 |
| Способ изготовления минераловатных скорлуп и установка для его осуществления | 1984 |
|
SU1214424A1 |
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МИНЕРАЛОВАТНЫХ СКОРЛУП, содержащее смонтированные на станине пустотелые матрицу и пуансон с перфорированными рабочими поверхностями, патрубки подачи и отвода теплоносителя, отличающееся тем, что, с целью обеспечения равноплотности их поперечного сечения, оно снабжено приводом вращения матрицы и прикрепленным к станине с возможностью поворота в .вертикальной и горизонтальной плоскостях вращающимся коническим прижимом со сферическим основанием, наклонно входящим в полость матрицы, причем матрица и пуансон выполнены с соосными тороидальными поверхностями.
| Авторское свидетельство СССР № 977440, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ формования минераловатных скорлуп и устройство для его осуществления | 1982 |
|
SU1052504A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
