ложение, вызывая отключение и поднятие|0 ному ролику, приводной ролик для внут- всех прижимов 17-20. После снятия ренней поверхности обечайки, о т л и- обечайки устройство принимает исход- чающееся тем, что, с целью
ное положение.
кромок обечайки, устройство оснащено смонтированным на консоли диаметральрасширения технологических возможностей путем создания технологического
Использование предложенного устрой- разора как раздачей, так и сведением ства обеспечивает повышение надежности сборки заготовки обечаек под
но противоположно приводному ролику свободно вращающимся роликом для 20 внутренней поверхности обечайки, установленным с возможностью регулируемого перемещения и дополнительным прижимным роликом, размещенным с возсварку продольного шва, а, следовательно, и повышение производительности сборочно-сварных работ в целом путем сокращения времени ликвидации последствий заклинивая обечайки в случае увеличенного зазора между кромкромок обечайки, устройство оснащено смонтированным на консоли диаметральразора как раздачей, так и сведением 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки обечайки под сварку продольного шва | 1984 |
|
SU1194635A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
Изобретение относится к сварке и может быть использовано в транспортном, химическом и нефтяном машиностроении. Цель изобретения - расширение технологических возможностей путем создания технологического зазора как раздачей, так и сведением кромок обечаек. Заготовку обечайки надевают на ложемент 2, включают привод 12, который перемещает ролик 10 на величину зазора. После этого привод 12 выключают, ролик 14 отводят от обечайки, а включают цилиндры 6 и 16, которые зажимают обечайку между роликами 5, 14, 9, 10. Включают привод вращения ролика 9 и электромагниты датчиков. При вращении обечайки кромка 25 перестает взаимодействовать с датчиками 21 и 22, но взаимодействует с датчиками 23 24, которые дают команду прижимам 19 и 20 на прижатие кромки 25 к ложементу 2. Кромка 26 продолжает перемещаться до тех пор, пока не входит во взаимодействие с датчиками 23 и 24, которые дают команду прижимам 17, 18 на прижатие кромки 26. Собранную обечайку сваривают. Производительность сборочно-сварочных работ повышается за счет сокращения времени ликвидации последствий заклинивания обечайки в случае увеличенного зазора между кромками или не своевременного срабатывания прижимов в случае перехлеста кромок. 2 ил.
ками или несвоевременного срабатывания прижимов, в случае перехлеста кромок.
можностью радиального перемещения на 25 раме оппозитно свободно вращающемуся
ролику.
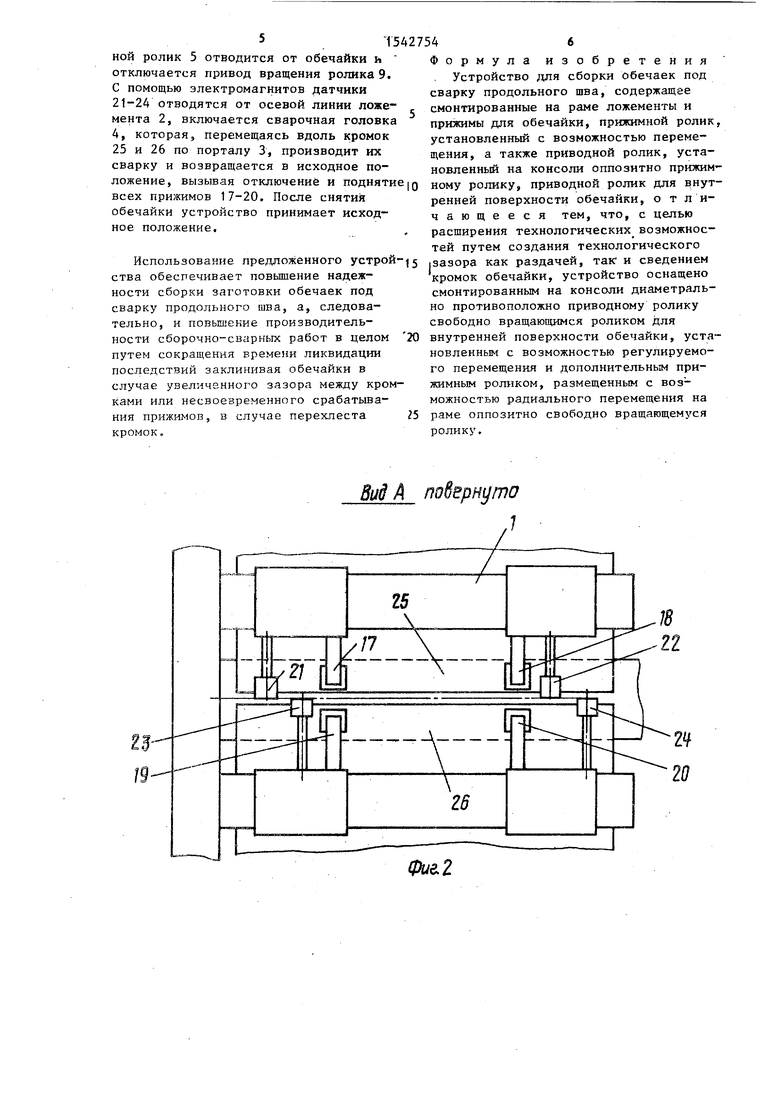
Ы А повернуто
,1
Фие.2
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
