фиг. 1
СО Од
00
Изобретение относится к литейному производству, в частности к способам изготовления безопочных форм (преимущественно высоких) вакуумной формовкой.
Цель изобретения - повьшение качества форм за счет уменьшения разрывов синтетической пленки и упрощение процесса прижима пленки к стекам опоки. . .
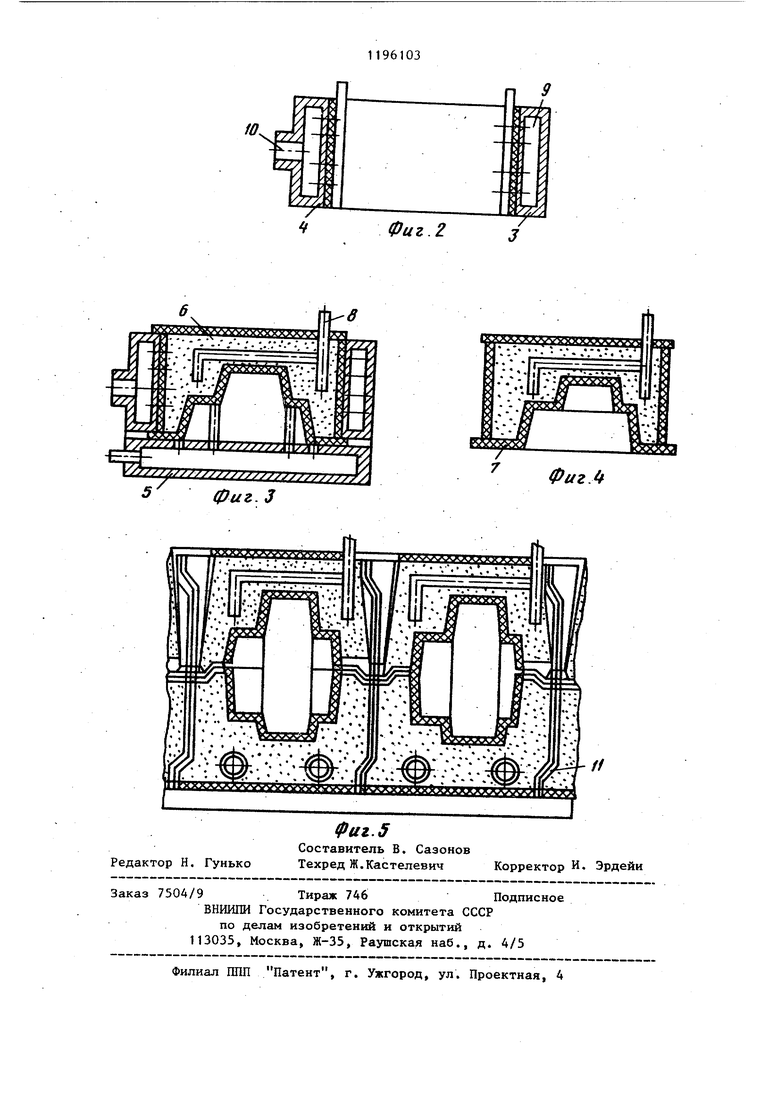
На фиг. 1 изображен каркас, на который намотана по контуру пленка; на фиг. 2 - опока, в которой установлен каркас с пленкой; на фиг.З изготовление полуформы после установки опоки на модель; на фиг. 4 готовая форма после удаления модели и опоки; на фиг. 5 - сборная фор с взаимным жакетированием, в разъемах которых выполнены выступы и впадины, литниковая система выполнена по вертикальному разъему.
Способ реализуется устройством, которое содержит синтетическую пленку 1 для опоки, каркас 2, опоку 3 со стенками 4, модельную плиту 5, формовочный материал 6, пленку 7 модельной плиты, трубу 8 с отверстиями малого диаметра (не показано). Каркас 2 с пленкой выполнен с наружными размерами опоки в свету с небольшим гарантированным зазором. Высота каркаса 2 равна высоте опоки.
Способ осуществляется следующим образом.
Пленку 1 наматывают вокруг каркаса 2, концы пленки 1 свариваются и каркас 2 устанавливается в опоку 3. Вакуумная камера 9 и стенки 4 подключаются через патрубок 10 к вакуумной системе, в результате чего пленка 1 прижимается к плоскости стенок 4.. ,
Далее опока 3 устанавливается на модельную плиту 5, предварительно подключенную к вакууму с прижатой к модели пленкой 7. Заполнение, наложение пленки и уплотнение вакуумированием через трубу 8 формовочного материдла 6, удаление модели и опоки производятся известным способом.
Опоки могут применяться разборными или с подвижными стенками,каж дая из которых снабжена модельными комплектами (не показано). В этом случае в вертикальных и горизонтальных разъемах форм выполняются выступы и впадины 11, которые при сборке дают возможность точно фиксироваться по замку и жакетироваться в ряд. Б качестве примера на фиг. 5 показана собранная таким образом литейная форма,
В лабораторных условиях способ опробируют с наиболее доступной и дещевой полиэтиленовой пленкой толщиной 100 мк. Эксперименты показывают, что пленка при имеет удлинение около 250%. Это явно не.достаточно для получения качественных отпечатков форм.Покрытие пленкой одновременно опоки высотой 200 мм и модельной оснастки показало плохие результаты. Пленка не везде прижимается к стенкам опоки и модели и рвется.
По предлагаемому способу изготавливают формы с размером в свету 400x300x200 мм, модели применяют высотой до 120 мм. Пленка достаточно хороша прилегает к модели и стенкам опоки. Изготовленные полуформы после вытяжки на имеют каких-либо дефектов, зависимь1х от перерастяжения пленки. Разрывы пленки не наблюдаются ,, а значит нет необходимости в нанесении заплаток после вы-, тяжки. Отливки получают из алюминия высокого качества и с хорошей поверхностью.
Преимущества предлагаемого способа ло сравнению с известным в том что повышается качество форм за сче уменьшения разрывов синтетической пленки в зоне больших болванов, упрощается процесс прижима пленки в опоке, появляется возможность максимально использовать площади формы за счет применения при изготовлении опоки с модельными комплектами на стенках, что расширяет его технологические возможности.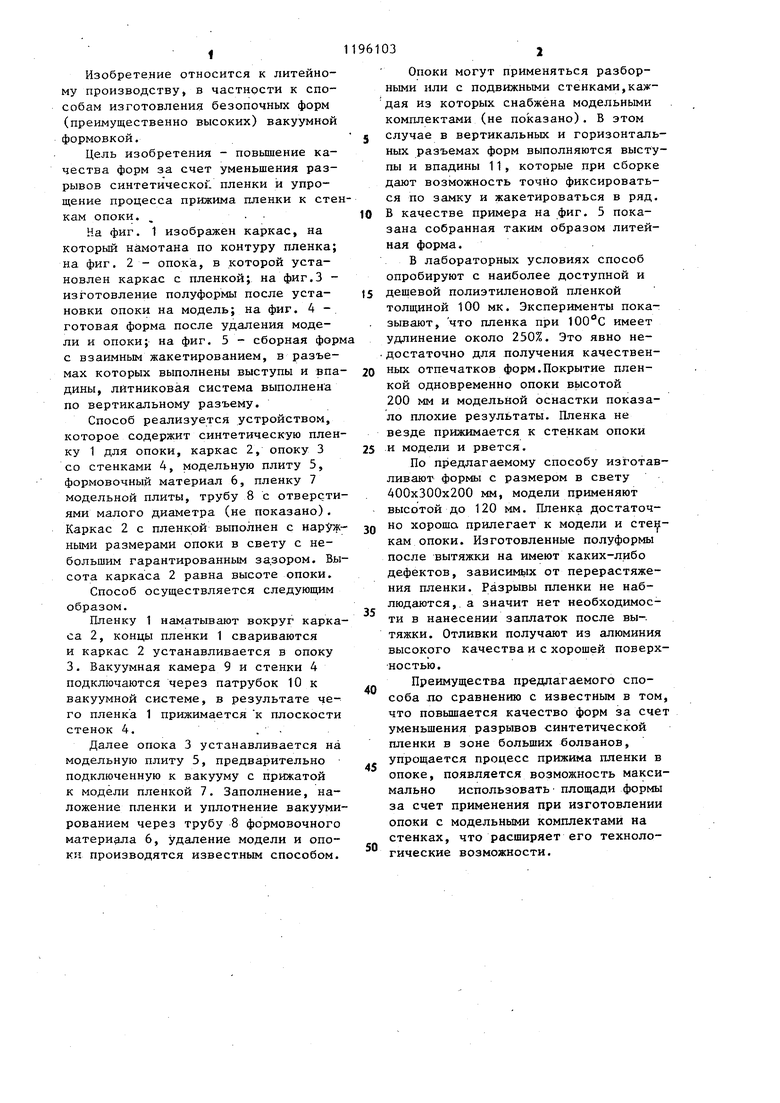
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU996062A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
1, СПОСОБ ИЗГОТОВЛЕНИЯ , БЕЗОПОЧНЫХ ФОРМ ВАКУУМНОЙ ФОРМОВКОЙ, включающий установку опоки на модельную плиту, покрытие стенок опоки и модельной плиты синтетической . пленкой, прижим пленки, заполнение и уплотнение формовочного материала, удаление модели и опоки, о т л и чающийся тем, что, с целью повышения качества форм за счет уменьшения разрывов синтетической пленки и упрощения процесса прижима пленки к стенкам опоки, покрытие синтетической пленкой стенок опоки и модельной плиты осуществляют раздельно. 2. Способ ПОП.1, отличающийся тем, что пленку. сначала наматывают на каркас, который затем вставляют в опоку и после прижима пленки к стенкам удаляют. с (Л с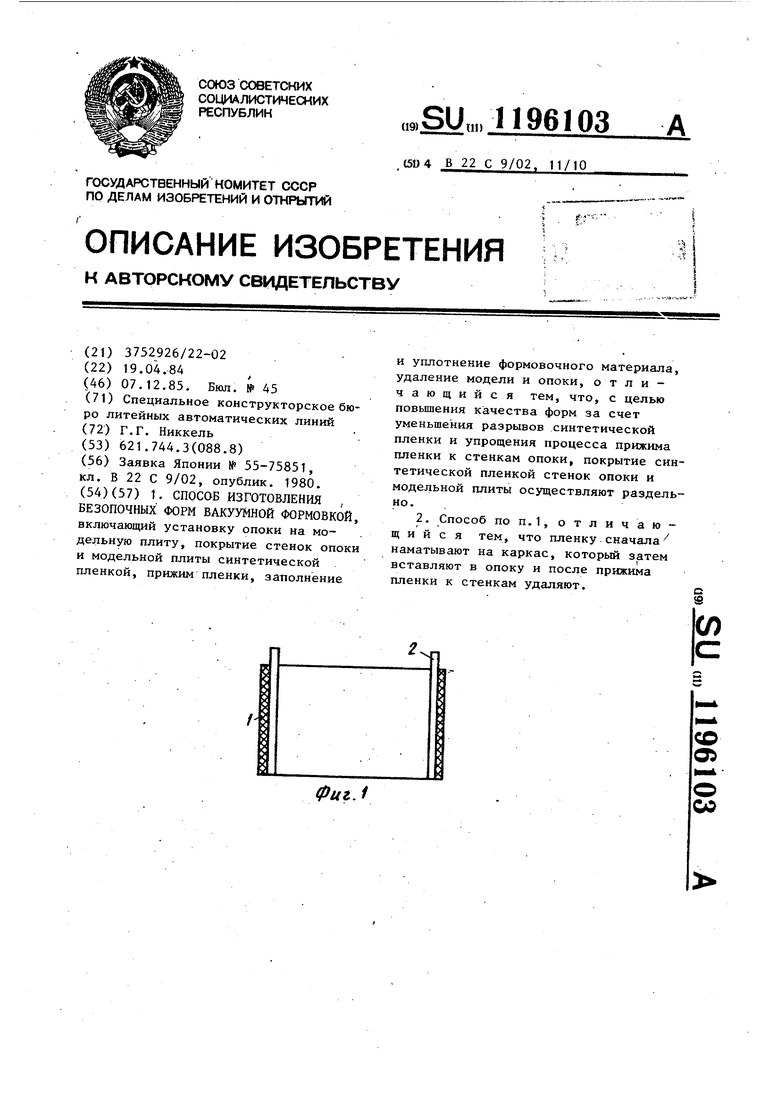
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
