uz. 1
Изобретение относится к производству электросварных труб и может найти применение в производстве профильных труб на трубных заводах.
Целью изобретения является получение паза в виде ласточкина хвоста на профильной трубе..
На фиг. 1 показан сформованный на полосе П-образный выступ с вогнутой верхней полкой, длина дуги которой равна размеру ласточкина хвоста на готовом профиле; на фиг. 2 - сварной профиль с П-образным пазом, верхняя полка которого описана по дуге; на фиг. 3 - готовый профиль с ласточкиным хвостом.
Способ получения профильных труб с ласточкиным хвостом осуществляется следующим образом. Полосу задают в формовочный стан и на полосе формуют П-образный паз (фиг. 1) с верхней полкой, описанной по дуге, длина 1 которой равна широкой части ласточкина хвоста на готовой профильной трубе, а ширина а П-образного паза равна узкой части ласточкина хвоста на готовой профильной трубе. Затем формуют полосу в формовочном стане в профиль (фиг. 2) с П-образным пазом, оставляя вогнутой верхнюю полку паза, и сваривают в сварочной клети. После сварки труба подается в калибровочный стан, в котором вогнутую полку П-образного паза правят до прямой (фиг. 3). Так как длина дуги 1 верхней полки П-образного паза заложена равной широкой части ласточкина хвоста, то при выпрямлении дуги до прямой в профиле образуется ласточкин хвост с размерами, отвечающими размерам готового профиля.
Пример. Если необходимо получить профиль с ласточкиным хвостом, размеры которого а 15мм, 1 25мм, то на полосе формуют П-образный паз (фиг. 1) шириной 15 мм, а верхнюю полку паза формуют по дуге 1 25 мм. Невозможно на полосе сформовать ласточкин хвост и сохранить его размеры при формовке основного профиля.
Поэтому после формовки на полосе П-образного паза с вогнутой верхней полкой (фиг. 1) формуют контур основного профиля. По такому способу легко сохранить форму П-образного паза при формовке основного профиля путем введения валка, выполненного по форме П-образного паза. После формовки основного профиля производят сварку кромок в сварочной клети (фиг. 2). После сварочной клети профиль поступает в калибровочные клети, в которых П-образный паз путем введения в него цилиндрического валка и прокатки вогнутой полки П-образного паза до прямой приобретает вид ласточкина хвоста (фиг. 3) Так как длина вогнутой полки равна длине широкой полки ласточ.кина хвоста, то при выпрямлении вогнутой полки П-образный паз принимает вид ласточкина хвоста с размерами а 15 мм, 1 25 мм (фиг. 3).
Использование предлагаемого способа
позволяет получать на профильных трубах методом прокатки ласточкин хвост, а на полосе - П-образный паз с вогнутой полкой и сохранять его параметры в процессе дальнейшей формовки основного профиля.
Это достигается тем, что П-образный паз имеет две параллельные полки, которые прилегают к валку, выполненному по форме паза, и сохраняют свое положение в процессе последующей формовки основного профиля, при которой возникают большие подпирающие напряжения по периметру основного профиля. Окончательным этапом получения ласточкина хвоста является напряжение вогнутой полки П-образного паза посредством прокатки ее цилиндрическими валками. Другим способом получение ласточкина
хвоста невозможно, так как сформованный ласточкин хвост на ленте невозможно сохранить при дальнейшей формовке контура основного профиля.
Таким образом, применение предлагаемого способа позволяет получать профильные трубы с ласточкиным хвостом для строительства павильонов облегченного типа.
i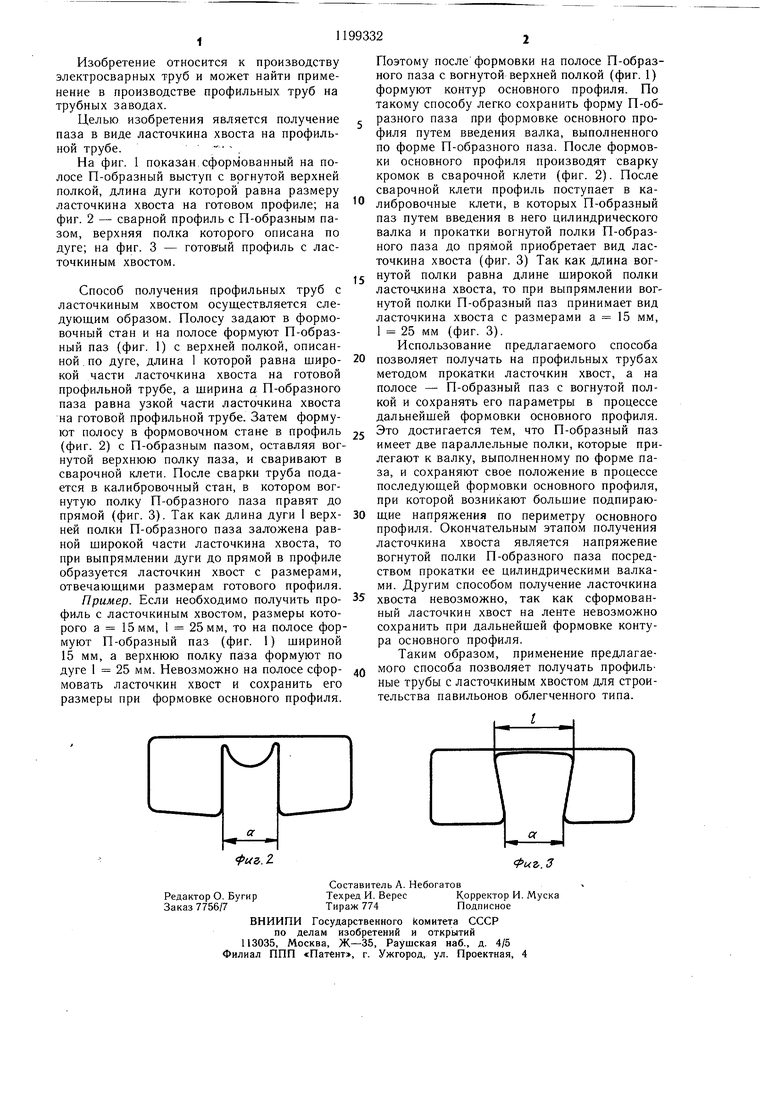
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Способ производства замкнутых трубчатых профилей | 1983 |
|
SU1143487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| Пятиклетевой калибровочный стан для калибровки прямошовных электросварных труб | 2022 |
|
RU2817810C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ТРУБ, включающий формовку полосы в формовочном стане, ее сварку и профилирование в калибровочной клети, отличающийся тем, что, с целью получения паза в виде ласточкина хвоста на профильной трубе, в формовочном стане на полосе формуют П-образный паз с вогнутой верхней полкой, длина дуги которой равна размеру широкой части ласточкина хвоста готовой трубы, а в калибровочной клети вогнутую полку правят до прямой.
| Шурупов А | |||
| К., Фрейберг М | |||
| А | |||
| Производство труб экономичных профилей, ГОСНИТИ, Свердловск, 1963, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| Устройство для намотки пленки | 1984 |
|
SU1232494A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
