Изобретение относится к станкостроению, предназначено для обработки концов деталей типа валов и является усовершенствованием автомата по авт. св. № 804360.
Цель изобретения - повышение производительности автомата за счет сокращения вспомогательного времени, необходимого для загрузочно-разгрузочной операции.
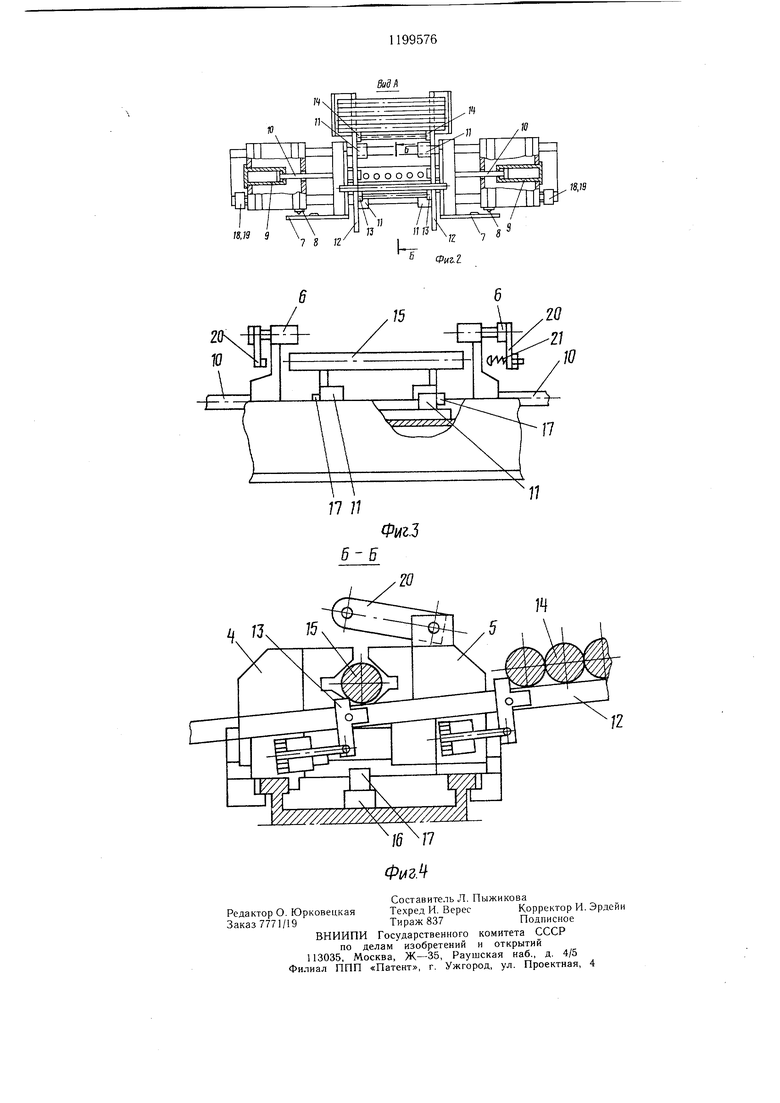
На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 - вид А на фиф Л; на фиг. 3 - положение зажимных У4тр ойств при транспортировании заготовок; на ,фиг. 4.--разрез Б-Б на фиг. 2.
Автомат содержит станину 1, на которой установлены один навстречу другому силовые столы 2 с инструментальными силовыми головками. Между силовыми столами 2 установлены с возможностью перемещения по направляющим станины зажимные устройства 3 с ползунами 4 и 5. На ползунах 5 закреплены поворотные устройства 6 осевой ориентации заготовки. На корпусе зажимного устройства 3 установлены планки электрических упоров 7, взаимодействующие с блоком конечных выключателей 8. В корпусах силовых столов 2 установлены приводы 9 продольной подачи, выходные звенья 10 которых соединены с зажимными устройствами 3. На направляющих станины 1 между частями зажимного устройства 3 установлены салазки-опоры 11, несущие 1-ланки-скаты 12 с отсекателями 13 и 14. На планках-скатах 12 размещены заготовки 15. На станине 1 закреплена планка 16, на которой установлены с возможностью перемещения при наладке автомата упоры 17, ограничивающие ход зажимного устройства 3 при перемещении и установленные соосно с осью привода 9 продольной подачи. На направляющих станины 1 установлены жесткие упоры 18, ограничивающие крайнее заднее положение силовых столов 2 и взаимодействующие с конечным выключателем 19. Устройства 6 осевой ориентации заготовок содержат поворотные рычаги 20, взаимосвязанные с имеющимся в устройствах приводом. На одном из устройств 6 осевой ориентации заготовок рычаг 20 содержит подпружиненный упор 21, а на другом - жесткий.
Автомат работает следующим образом. В исходном положении силовые столы 2 о1ведены от торца обработанной заготовки 15. Корпуса зажимных устройств 3 жест5 ко зафиксированы с направляющими станины 1 известными прижимными устройствами (не показаны). Заготовка 15 зажата в зажимных устройствах 3 ползунами 4 и 5. Поворотные рычаги 20 выведены из зоны взаимодействия с заготовкой 15.
Подается команда на фиксацию силового стола 2 и на расфиксацию корпуса зажимного устройства 3 с направляющими станины 1. Одновременно подается команда на разжим ползунов 4 и 5 зажимного устройства 3. Ползуны 4 и 5 освобождают деталь (обработанную заготовку 15), при этом они раздвигаются на сравнительно небольшую величину (порядка 5-10 мм от зажимной поверхности заготовки 15). Затем подается команда на отвод зажимного
0 устройства 3 с ползунами 4 и 5, и шток привода 9 продольной подачи перемещает вдоль оси заготовки обе части зажимного устройства 3 к силовым столам 2. Ползуны 4 и 5 съезжают с концов заготовки 15 и освобождают зону для транспортирования заготовки 15 по загрузочно-разгрузочному устройству (планки-скаты 12 с отсекателями 13 и 14). Подается команда на срабатывание отсекателя 13, и заготовка 15 скатывается по планкам 12 с позиции обработки. Отсе0 катель 13 возвращается в исходное положение, а отсекатель 14 пропускает очередную заготовку 15 в зону обработки. В это время подается команда на поворот рычагов 20 ориентирующего устройства для ввода их в зону действия с торцами заготовки 15.
Зажимные устройства 3 перемещаются по направляющим, наезжая ползунами 4 и 5 на концы заготовки 15, до взаимодействия с жесткими упорами 17. При этом рычаги 20, воздействуя на торцы заготовки 15, ориентируют ее в зоне обработки в осевом направлении.
Далее подается команда на зажим заготовки ползунами 4 и 5 и фиксацию корпуса зажимного устройства 3 с направляющими станины 1. Затем устройство 6 осевой ориентации заготовки возвращает рычаги 20 в исходное положение, и подается команда на рабочий цикл станка.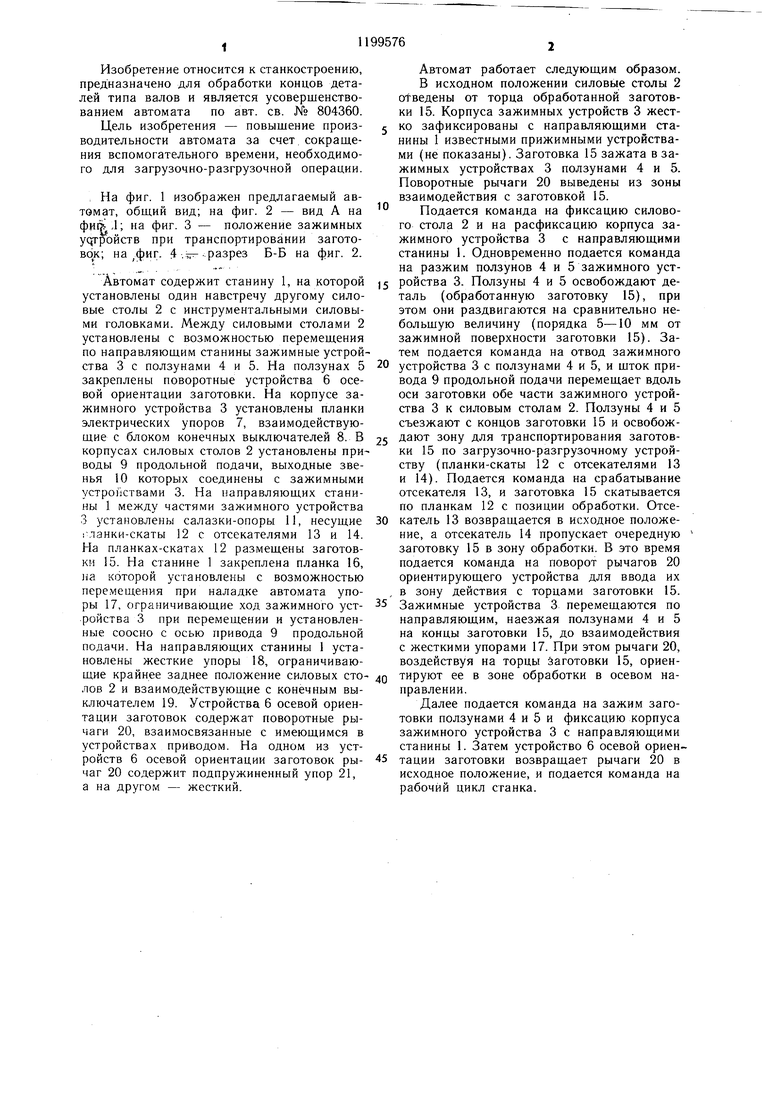
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подрезки торцов | 1979 |
|
SU804235A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Автомат для резки длинномерных изделий | 1989 |
|
SU1655673A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
ТОРЦЕОБРАБАТЫВАЮЩИЙ АВТОМАТ по авт. св. № 804360, отличающийся тем, что, с целью повышения производительности автомата, устройства осевой ориентации заготовки размещены на зажимных приспособлениях, установлениых с возможностью возвратно-поступательного перемещения перпендикулярно направлению транспортирования заготовки.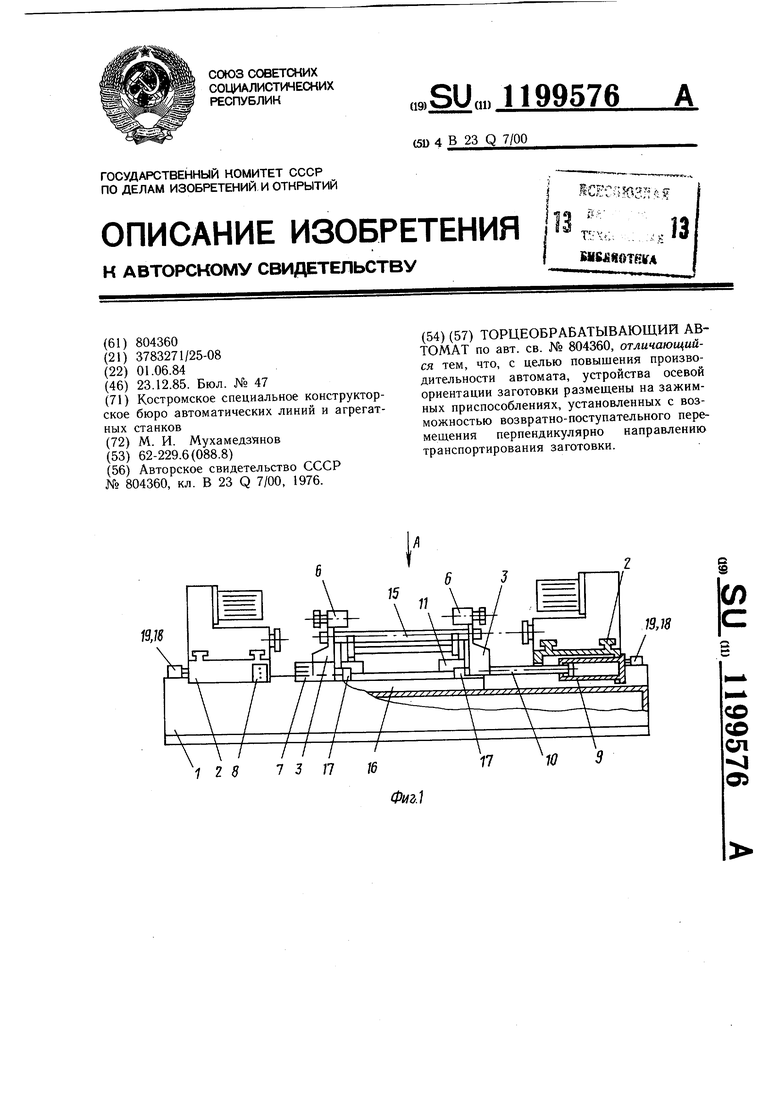
| Торцеобрабатывающий автомат | 1976 |
|
SU804360A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
