i .
Изоб15етение относится к области автоматизации процессов перегрузки крупногабаритных деталей и может быть использовано на операциях за- грузкн и разгрузки технологического, транспортного и складского оборудования.
Цель изобретения - повышение производительности при перегрузке ориентированных заготовок с транспорти- pyKjiiaiix лотков технологического оборудования в ячеистую тару и обратно путем увеличения количества одновременно захватываемых заготовок и ста- билиза1г,ии их относительного положения .
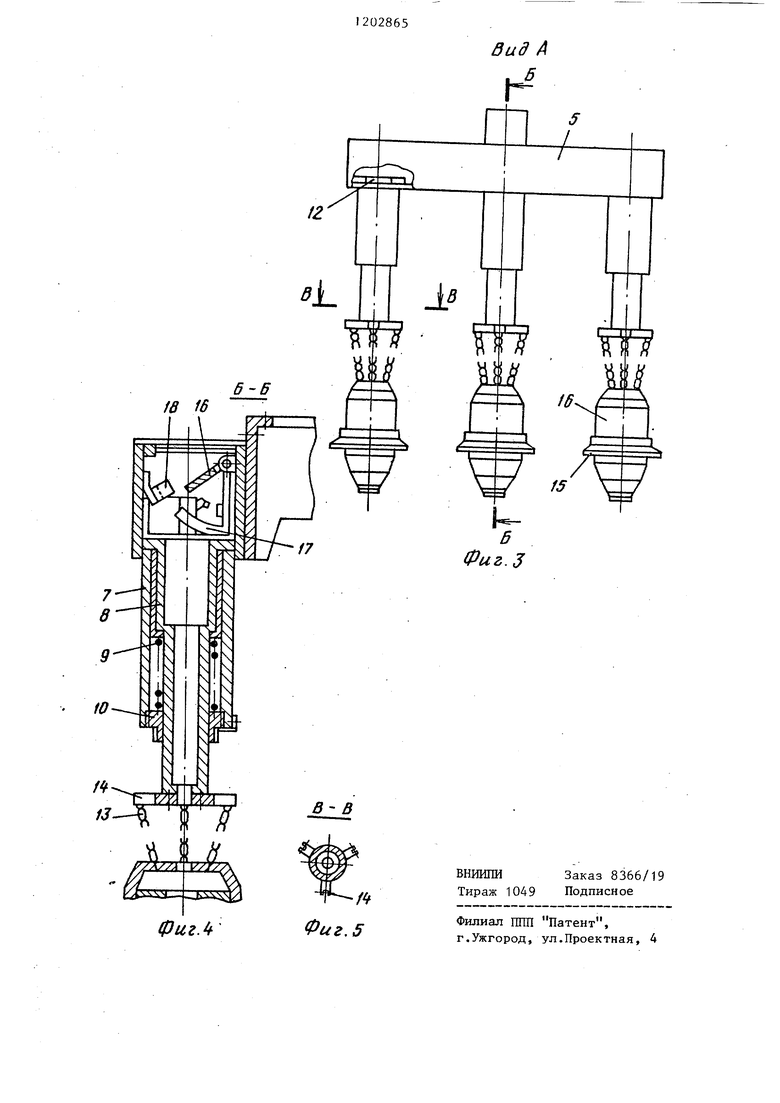
И,ч фиг, 1 показан манипулятор с з:1Х1 атом, общий вид; на фиг.2 - ило.иировка расположения манипулятора, оборудования и ячеистой тары; I a фиг.З - вид А на фиг.1; ;на фиг . 4 - разрез Б-Б на фиг.З, на фиг.З - разрез В-В на фиг.З.
Манипулятор состоит из платформы 1 (фиг.1 и 2), вокруг которой размещены две тары 2, поворотной колонны 3, руки 4, траверсы 5 (фиг.З) и захвата 6 в виде группы электромагнитов.
Траверса закреплена на передней части руки и вьтолнена коробчатой формы. В ее дне смонтированы гильзы 7 (фиг.4) по числу электромагнитов, а в каждой гильзе установлен стакан 8, подпружиненный пружиной 9 На траверсе установлены упоры для ограничения вертикального хода стаканов. Необходимое усилие поджатия создается гайкой 10, фиксируемой от возможного поворота скобой 11. Стакан от произвольного поворота вокруг вертикальной оси ограничивается лысками 12 (фиг.З), контактирую- щими с внутренними поверхностями . стенок траверсы. Каждый электромагнит подвешивается к соответствукшде- му стакану посредством не менее трех гибких элементов 13 (фиг.4), соединенных с проушинами 14 (фиг.5) образующих форму равносторонней усеченной пирамиды с большим основанием у нижней части стаканов и .с меньшим - в месте крепления электромагнитов. Причем вертикальная проекция длины гибких элементов превьш1ает
028652
расстояние между упорами, ограничивающими вертикальный ход стаканов. На электромагнитах закреплены козырьки 15 (фиг.З).
5 В верхней части траверсы по всей ее длине над стаканами на высоте, равной величине хода стаканов, смонтирована планка 16 (фиг.4), несущая флажок 17 датчика 18. Планка
10 контактирует со стаканами. Захват манипулятора работает следующим образом.
В исходном положении захват находится над одной из тар 2. При
15 отсутствии заготовок на транспортирующем лотке технологического оборудования захват начинает перемещаться вниз до встречи электромагнитов 6 с заготовками. При под20 ходе к заготовкам козырьки 15 ориентируют по ним электромагниты, которые останавливаются, тогда как рука еще продолжает двигаться вниз. При этом натяжение цепей ослабеет
25 и электромагниты точнее ориентируются по заготовкам и. притягивают их к своей рабочей поверхности. При ослаблении цепей под действием пружин 9 стаканы 8 перемещаются -вверх
30 до упора и поворачивают планку 16 с флажком 17. Последний замыкает датчик 18, который останавливает перемещение руки вниз, а затем дает команду на ход руки вверх. Усршие
35 пружины 9 устанавливается таким, чтобы она могла преодолеть только массу калодого стакана и силу трения между стаканом, и гильзой 7.
При подъеме руки вверх электромагниты с заготовками вновь занимают положение, при котором их вертикальная ось совпадает с осью соответствующих стаканов, а возникшие при этом их колебания поперек и вокруг вертикальной оси стакана прекращаются из-за подвеса на трех гибких складывающихся элементах 13, образующих собой форму усеченной пирамиды с большим основанием у нижней части стакана и с меньшим - в месте крепления схвата.
Захваченные таким образом заготовки перегружаются на питающий лоток технологического оборудования.
j /
I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для перегрузки крупно-гАбАРиТНыХ зАгОТОВОК | 1979 |
|
SU846268A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| Установка для автоматизированного нагрева заготовок | 1979 |
|
SU871959A1 |
| Манипулятор | 1980 |
|
SU1166877A1 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1977 |
|
SU682392A2 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |

ФигЛ
ВНИЖИЗаказ 8366/19
Тираж 1049 Подписное
Филиал ШШ Патент, г.Ужгород, ул,Проектная, 4
| Устройство для загрузки заготовок | 1972 |
|
SU461133A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
