Изобретение относится к роботостроению, в частности к много по зицио ным линейным модулям манипуляторов промышленных роботов с пневмоприводом .
Целью изобретения является повышение компактности и жесткости модуля манипулятора за счет размещения последовательно связанных сплавных цилиндров привода манипулятора на направляющих, параллельно закрепленных на корпусе модуля манипулятора.
На фиг. 1 показан линейный модуль манипулятора, общий вид со стороны каретки; на фиг. 2 - кинематическая схема модуля; на фиг. 3 -.положения каретки в точках позиционирования.
Линейный модуль манипулятора содержит корпус 1 коробчатой формы с двумя плоскими направляющими 2 и 3 и двумя резьбовыми штангами-4 и 5, привод в виде последовательно связанных силовых цилиндров, например трех пневмоцилиндров 6, 7 и 8. Штанги 4 и 5 размещены параллельно направляющим 2 и 3 и закреплены на корпусе
Первый пневмоцилиндр 6 вЕлполнен с двухсторонним полым штоком 9, имеет постоянный рабочий ход Н и снабжен внутренним тормозным устройством Сквозь польй шток 9 первого пневмо- цилиндра 6 проходит штанга 4, на которой он закреплен с помощью фиксаторов в виде гаек 10 и 11 с возможностью бесступенчатой регулировки его продольного положения. Шток 12 пневмоцилиндра 7 шарнирно закреплен в кронштейне 13, который жестко соединен с крьш1кой пневмоцилиндра 6, Пневмоцилиндр 7 снабжен внешним тормозным устройством, например, золотникового типа, установленным в его крышках 14 и 15 и содержащим полые золотники 16 и 17 дифференциального типа, установленные CQOCHO второй резьбовой штанге 5, обеспечивающей с помощью упорных гаек 18 регулирование величины суммарного рабочего хода пневмоцилиндров б и 7, На крыш™ ках 14 и 15 пневмоцилиндра 7, снабженных двумя парами опор 19 и 20, контактирующих с направляюш 1ми 2 и 3 скольжения закреплены концы двухстороннего штока 21 пневмоцилиндра 8, подвижный корпус которого имеет постоянный рабочий ход h и снабжен внутренним тормозным устройством. На корпусе 22 пневмоцилиндра 8,
являющемся выходньп) звеном привода; закреплена каретка 23, снабженная парой регулируемых с помощью винтов 24 и 25 опор 26 и 27 скольжения; контактирующих с направляющими 2 и 3 скольжения, Резьбовые штанги 4 и
5закреплены в торцовых крьщ1ках 28 корпуса с помощью натяжных гаек 29.
Линейный модуль манипулятора работает следующим образом,
В исходном положении (первая точка позиционирования) пневмоци- линдры 6, 7 и 8 (фиг, 2) находятся в крайнем левом положении, причем положение каретки 23 определяется положением корпуса пневмоцилиндра 7, ход которого ограничен левьп 1и упорными гайками 18, установленными
на штанге 5
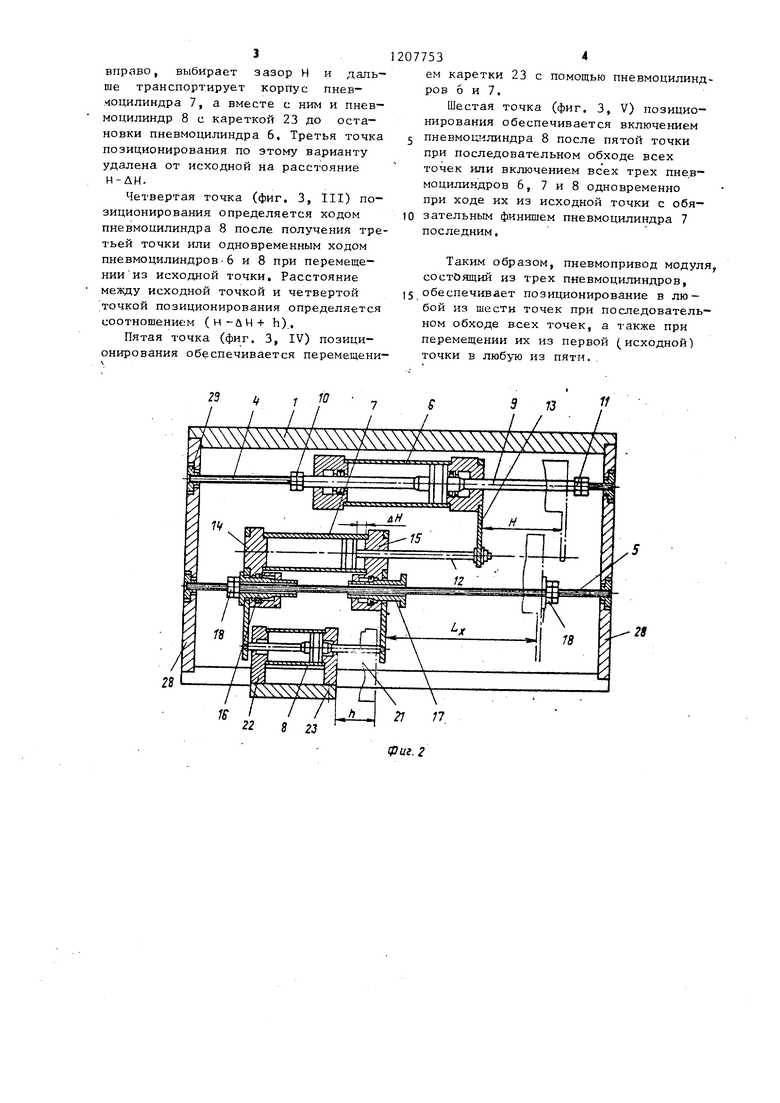
Положение второй точки (фиг. 3, I) позиционирования определяется рабочим ходом h пневмоцилиндра 8, В конце перемещения каретки 23 от
пневмоцилиндра производится его TOJJ можение с помощью внутреннего демпфирующего устройства. С целью получения возможности регулирования суммарного хода Ly пневмоцилиндров
6 и 7 в пределах О 1.)2Н максимальный рабочий ход пневмоцилиндра 7 выбирают равным ходу Ц пиевмоцилиндра 6, Следовательно, при L Н работает только пневмоцилиндр 7, а при
выключаются оба пневмоцилиндра 6 и 7.
Положение третьей точки позиционирования может определяться или ходом пневмоцилиндра 7, или ходом пневмоцилиндра 6, Первый вариант может
быть применен только при суммарном числе точек позиционирования модуляj равном четырем, так как пневмоцилиядр
6практически выключается из работы. Из кинематической схемы фиг, 2)
видно 5 что пневмоцилиндр 7 CBOi . крайние положения определяет не максимальным положением, а положением двух пар упорных гаек 18, устатювлен- ных на резьбовой штанге 5. Торможе-
вне в конце рабочего перемещения выполняется внешним устройством 17 зо- хютникового типа.
Положение третьей т;очки по второму варианту (при ) определяет-
ся ходом пневмоцилиндра 6 (фиг, 3,
II), Шток 12 пневмо1щлиндра 7, связан- шлй с помощью кронштейна 13 с корпусом пневмоцилиндра 6, перемещается
вправо, выбирает зазор Н и дальше транспортирует корпус пнев- .чоцилиндра 7, а вместе с ним и пнев- моцилиндр 8 с кареткой 23 до остановки пневмоцилиндра 6, Третья точка позиционирования по этому варианту удалена от исходной на расстояние Н-ДН.
Четвертая точка (фиг, 3, III) позиционирования определяется ходом пневмоцилиндра 8 после получения третьей точки или одновременным ходом пневмоцилиндров-бив при перемещении из исходной точки. Расстояние между исходной точкой и четвертой точкой позиционирования определяется соотношением (н-йН+ h)..
Пятая точка (фиг. 3, IV) позиционирования обеспечивается перемещени29
1/
LL
т
07753
ем каретки 23 с помощью пневмоцилиндров 6 и 7.
Шестая точка (фиг. 3, V) позиционирования обеспечивается включением 5 пневмощ линдра 8 после пятой точки при последовательном обходе всех точек или включением всех трех пне.в- моцилиндров 6, 7 и 8 одновременно при ходе их из исходной точки с обя- to зательным финишем пневмоцилиндра 7 последним,
Таким образом, пневмопривод модуля, состоящий из трех пяевмоцилиндров, 5 обеспечивает позиционирование в любой из шести точек при последовательном обходе всех точек, а также при перемещении их из первой (исходной) точки в любую из пяти.
/
5 13 t /
Jf
s
22 8 23
Л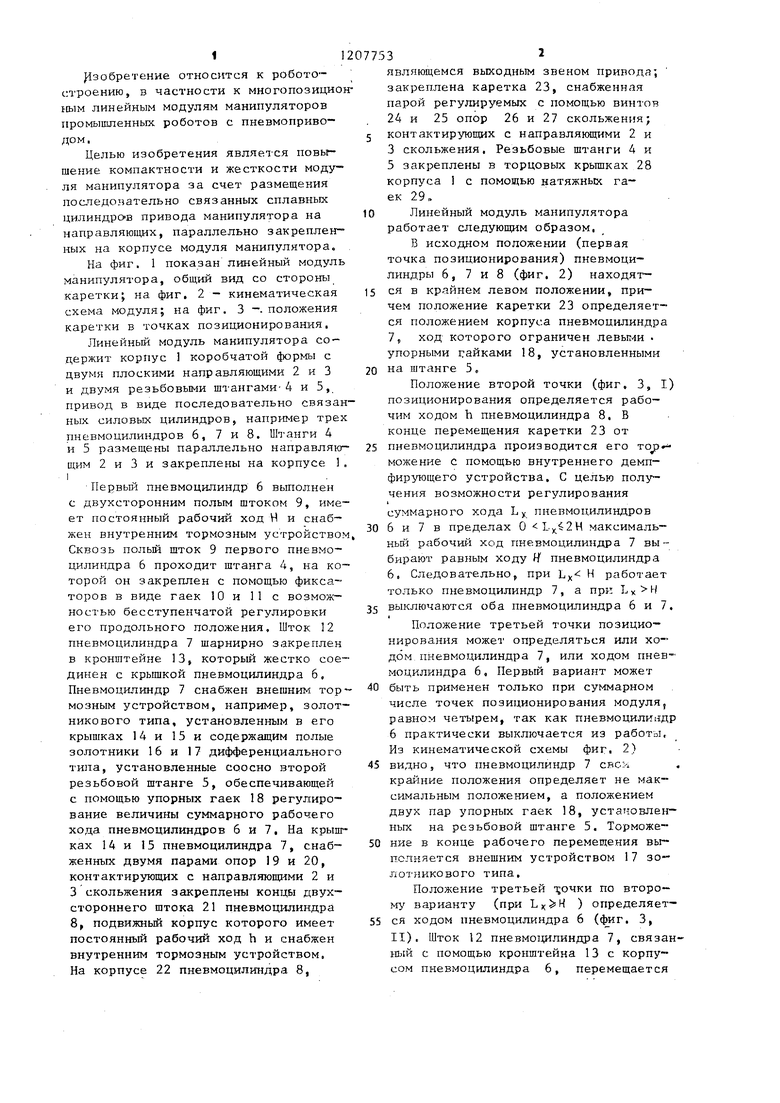
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1984 |
|
SU1202861A1 |
| Устройство для переноса заготовок | 1988 |
|
SU1556929A1 |
| Модуль манипулятора | 1991 |
|
SU1776556A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Манипулятор для загрузки-разгрузки технологических машин | 1987 |
|
SU1445943A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Устройство для автоматизированного ультразвукового контроля проката | 1988 |
|
SU1578638A1 |
| Манипулятор | 1982 |
|
SU1073086A1 |
| Манипулятор | 1984 |
|
SU1283087A1 |
| Устройство дискретного контроля износа режущего инструмента станка | 1986 |
|
SU1510989A1 |

та r
.„.,™.,.,.,,„..| :;-„й-- -
I
Составитель Е Ермолаев Редактор И, Рыбченко Техред Корректор О, Луговая
Тирале J 030Подписное
ВНИЖШ Государственного коьги ;гета СССР
по делам изобретений Е открытМ Г 3035; Москва,, 1-35, Раушская на б, и 4/5
Фшшал ППП Патент,, г, Ужгород уп. Проектная, 4
| Пневматические и пневмогидравлические приводы для систем числового программного управления технологическим оборудованием | |||
| Обзор | |||
| Кудрявцев В | |||
| И | |||
| и др | |||
| М,: НИИмаш, 1978, d | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
