Изобретение отиосится к литейному произ- водству в частности к штамповке заготовок из жидких сплавов.
Цель Изобретения - улучшение условий обслуживания установки и повышение производительности.
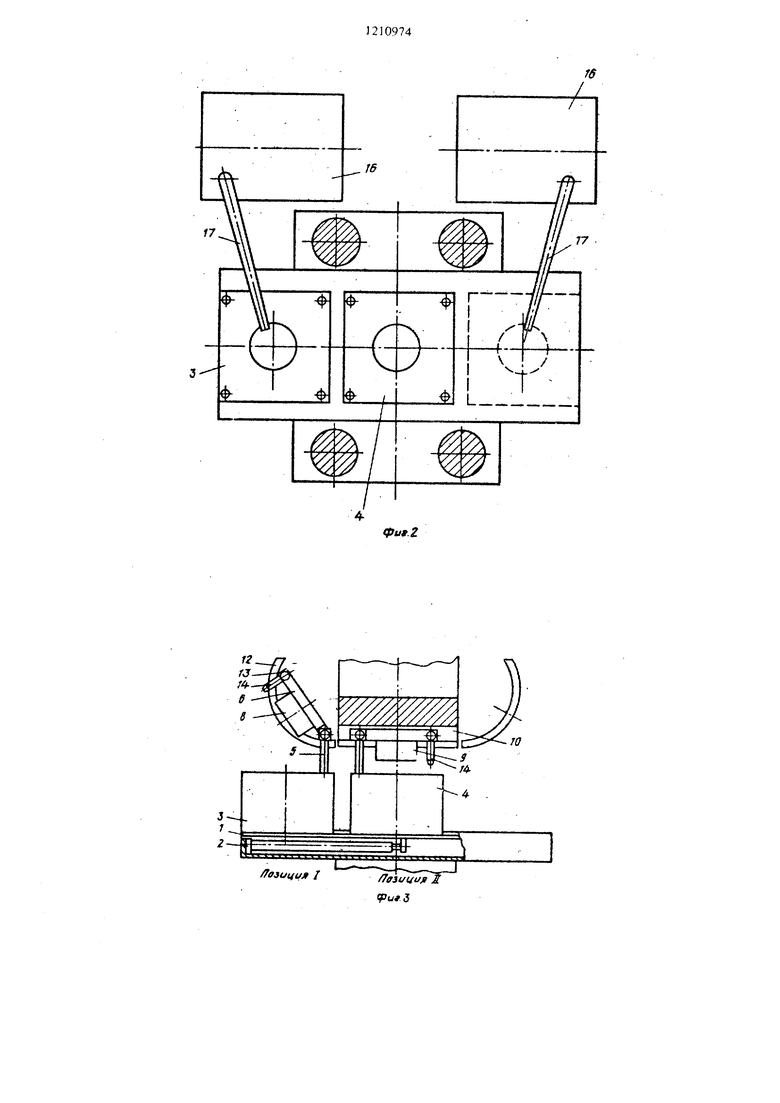
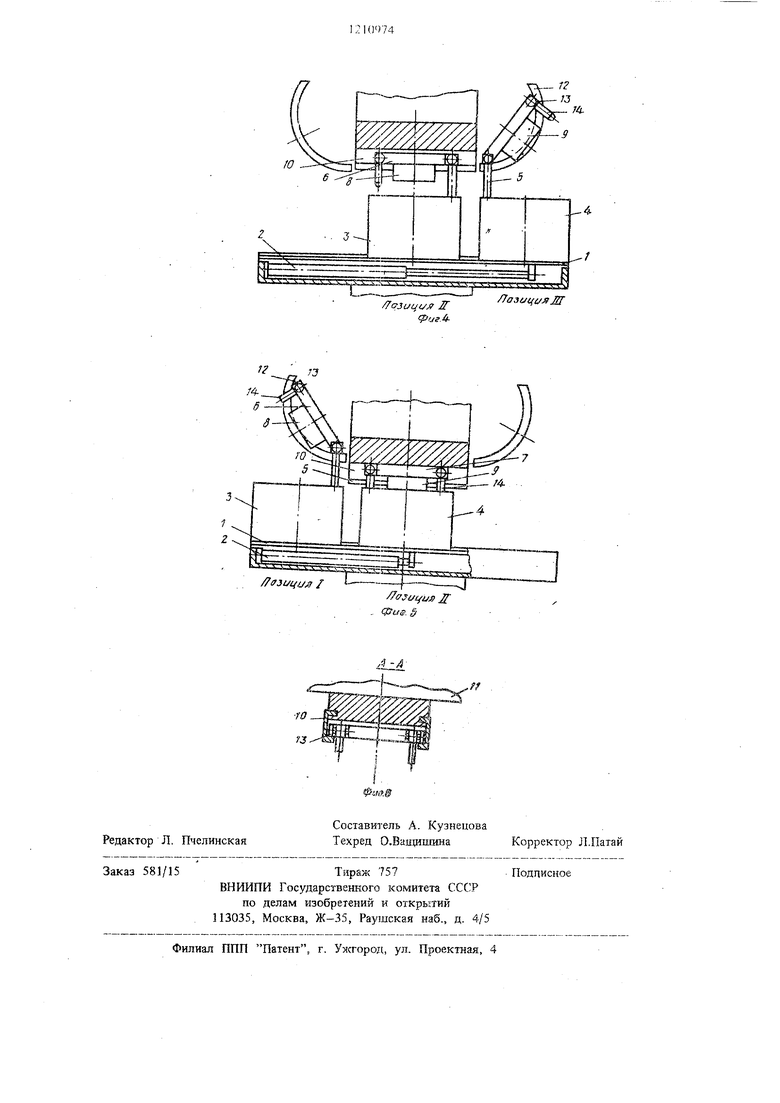
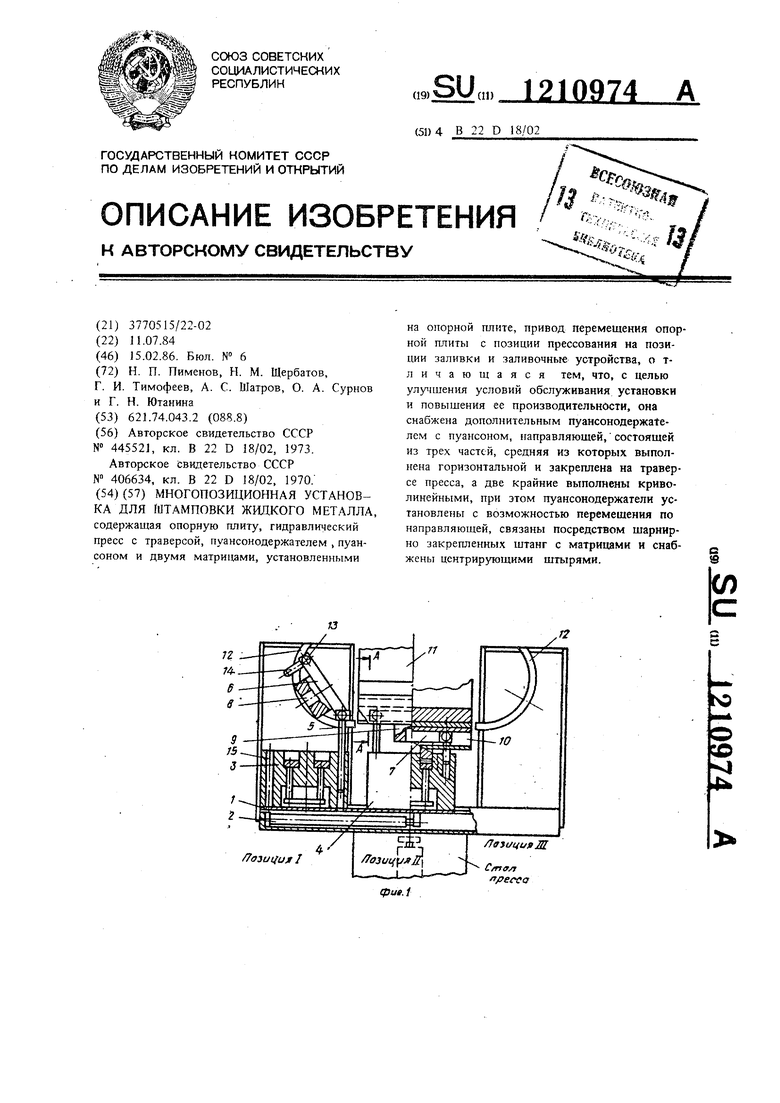
На фиг. 1 показана установка, общий вид в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 и 4 - то же, в момент заливки металла в матрицу на позициях и III соответственно; на фиг. 5 - то же, в момент прессования металла; на фиг. 6 - разрез А-А на фиг. I.
Многопозиционная установка для штамповки заготовок из жидких сплавов содержит подвижную опорную плиту 1, которая перемещается при помощи двух Параллельных гид роцилиндров 2 с одной позиции на другую, гидравлический пресс с установленными на плите 1 матрицами 3 и 4, которые посредством штанг 5 соединены с пуансонодержа- телями 6 и 7, на которых закреплены пуансоны 8 и 9.
Каждый пуансонодержатель, двигаясь вместе с матрицей, имеет возможность перемешаться по направляющей от пресса к позиции заливки и обратно. Направляющая состоит из трех частей: горизонтальной 10, закрепленной на траверсе 11 пресса, и двух криволинейных 12, обеспечивающих поворот пуанс нодержателей с пуансонами на 45-60°.
На пуансонодержателях б и 7 смонтировано четыре ролика 13, обеспечивающие минимальное усилие и плавное перемещение пу- ансонодержателей 6 и 7 по направляющей п действием усилий поводковых пар штанг 5. С целью надежного центрирования пуансонов 6 и 9 относительно матриц они снабжены центрирующими щтырями 14, входящими в отверстия 15, матриц. Ход траверсы 11 пресса вверх отрегулирован таким образом, что рабочая плоскостт) части 10 направляющей состыковывается с рабочей плоскостью частей 12. Металл в матрицу заливается маг- нитодинамическим насосом 16 через металло провод 17.
Многопозиционная установка работает следующим образом.
Подготовленная для заливки металла матрица 3 находится на позиции 1. В нее мэг- нитодинамическим насосом 16 заливается через металлопровод 17 порция расплавленного металла. Усилием гидроцилиндров 2 перемещается опорная плита 1 с жестко закрепленными на ней матрицами 3 и 4, в частности матрица 3 в зону прессования (позиция П), матрица 4 на позицию заливки III. При перемещении матриц под воздействием усилий соответствующих поводковых пар штанг 5 перемещаются и пуансонодержатели 6 и 7,
которые движутся на роликах 13 по направляющим 12 и 10 с разворотом на угол 45- 60°. На позиции П ось пуансонодержателя б с закрепленным пуансоном 8 совмещается с осью матрицы 3, а центрирующие
штыри 14 при ходе пуансона вниз заходят в отверстия 15 матрицы 3, фиксируя пуансон 8 относительно матрицы. Прессование металла происходит на позиции II. На позиции Ш осуществляется обдувка, смазка формообразующих элементов матрицы и пуансона с послед5Ж)шей заливкой жидкого металла в матрицу. Заготовка выталкивается из матрицы выталкивателем пресса и снимается манипулятором. После процесса прессовання гидроцилиндр 2 перемещает опорную плиту 1 в обратном направлении: матрицу 3 на позицию Т, матрицу 4 на позицию П.
Наличие двух перемещаемых пуансонов, связанных с матрицами позволяет расширить |область применения установки для штамповки из жидких сплавов заготовок мелких серий, так как в данном случае на одной установке возможно штамповать две разные детали, которые имеют площади прессования, отличающиеся одна от другой не более чем на 25%.
Осуществление поворота пуансона на угол 45-60° позволяет расщирить возможности по обслуживанию установки и повысить ее производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под давлением | 1985 |
|
SU1243894A1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Пресс-форма для жидкой штамповки | 1985 |
|
SU1296293A1 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1969 |
|
SU240953A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Штамп для многопереходной вытяжки | 1984 |
|
SU1232333A1 |
| Пресс-форма для штамповки жидкогоМЕТАллА | 1979 |
|
SU839684A1 |
| Устройство для открывания и закрывания конусных матриц | 1973 |
|
SU457536A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
ffo3U(4u I
/7cf3uijL/jf 2Г (ригЛ
ЛазицилЛГ
J S
ffysui tj / t-
ffoyui ujs ff Q3us. 5
Редактор Л. Пчелинская Заказ 581/15
us.e
Составитель А. Кузнецова
Техред О.ВащишинаКорректор Л.Патай
Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открьитий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Способ получения диметилсульфида и метилмеркаптана | 1935 |
|
SU44552A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| МНОГОПОЗИЦИОННАЯ УСТАНОВКА ДЛЯ ЛИТБЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 0 |
|
SU406634A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
