Изобретение относится к устройствам для укладывания фасованной продукции в тару-оборудование и мо- жйт быть использовано для укладки штучной продукции в контейнеры в пищевой, химической и других отраслях народного хозяйства.
Целью изобретения является повышение производительности и надежности работы.
Применение устройства позволяет сократить применение ручного труда на фасовочных предприятиях.
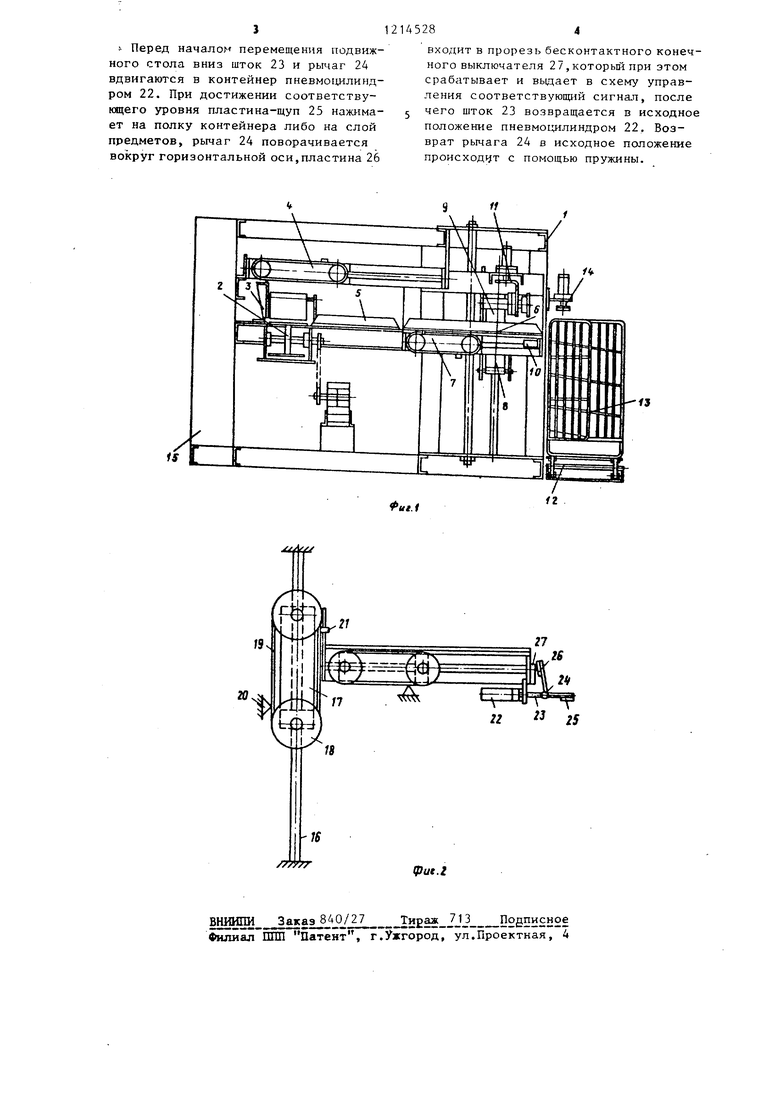
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - схематическое изображение датчика уровня предметов в контейнере, приводов подвижного стола, подъемно- опускного механизма и сталкивателя
Устройство состоит из рамь 1, конвейера 2 для подачи предметов, сталкивателя 3 ряда предметов, привода 4 сталкивателя, накопителя 5, подвижного стола 6, привода 7 подвижного стола, подъемно-опускного механизма 8, привода 9 подъемно- опускного механизма, датчика 10 уровня предметов, доталкивателя 11 с пневмоприводами вертикального и горизонтального перемещения,механима 12 подачи и отвода контейнера 13 приспособления 14 для фиксации контейнеров, щита и пульта 15. Приводы сталкивателя 3, подвижного стола 6 и подъемно-опускного механизма 8 состоят из неподвижно укрепленного штока 16, подвижного пневмоци- линдра 17, установленных на его торцах двух пар роликов 18, роликовой цепи 19 и связанных с ней неподвижного 20 и подвижного 21 элементов. Датчик 10 уровня предметов укреплен на подъемно-опускном механизме и состоит из пневмо1ри1инд1)а 22, вьщвижного штока 23, поворотного рычага 24, пластины-щупа 25, пластины 26 и бесконтактного конечного выключателя 27.
Устройство работает следукАщм образом.
Предметы подаются в устройство конвейером 2. После набора на конвейере 2 заданного количества предметов в ряду, что контролируется соответствующим датчиком, привод 4 сталкивателя 3 перемещает ряд предметов на накопитель 5 и возвращаетс в исходное положение. Затем на на145282
копитель перемещаются последующие ряды предметов. После набора на накопителе 5 заданного количества рядов в слое сталкиватель 3 переме5 щается приводом 4 в крайнее положение, сдвигая слой предметов на подвижный стол 6, после чего привод 9 подъемно-опускного механизма 8 опускает подвижный стол 6. При достиже10 НИИ дна контейнера 13 срабатьгеает датчик 10 уровня, по сигналу которого останавливается подъемно-опускной механизм 8. Подвижный стол 6 своим приводом 7 вдвигается в кон15 тейнер 13, который зафиксирован с помощью приспособления 14 для фиксации контейнеров. Затем доталкиватель 11, который перемещается вместе с подвижным столом, опускается и гори20 зонтально перемещается своими пневмоприводами, доталкивая предметы в контейнер. После этого подвижный стол возвращается в исходное положение, а слой предметов остается в контей25 нере. Доталкиватель 11 возвращается в исходное положение, подвижный стол 6 поднимается подъемно-опускным механизмом 8 на уровень накопителя 5. К этому моменту на накопи Q теле 5 подготовлен следующий слой предметов и операция повторяется с тем отличием, что датчик 10 уровня срабатывает от слоя предметов. После полной загрузки контейнера приспособление 14 для фиксации освобождает контейнер, который механизмом 12 отводится из зоны загрузки. Одновременно механизм 12 устанавливает под загрузку пустой контейнер. Управление программой загрузки осуществляется автоматически смонтированной в щите 15 схемой управления. Приводы сталкивателя, подвижного стола и подъемно-опускного механизма устроены аналогично и работают следующим образом. При подаче сжатого воздуха подвижный цилиндр 17 перемещается относительно неподвижного щтока 16. Цепь 19, прокатываясь по роликам 18, перемещает с помощью подвижного элемента 21, например, подвижный стол. За счет примененного соединения скорость и величина хода рабочего органа, соединенного с подвижным элементом, в два раза больше скорости
35
40
45
Ю
55
и хода пневмоцилиндра.
Датчик уровня продукции работает следующим образом.
; Перед началом перемещения подвижного стола вниз шток 23 и рычаг 24 вдвигаются в контейнер пневмоцилинд- ром 22. При достижении соответству- кщего уровня пластина-щуп 25 нажимает на полку контейнера либо на слой предметов, рычаг 24 поворачивается вокруг горизонтальной оси,пластина 26
входит в прорезь бесконтактного конечного выключателя 27,который при этом срабатывает и выдает в схему управления соответствующий сигнал, после чего шток 23 возвращается в исходное положение пневмоцилиндром 22, Возврат рычага 24 в исходное положение происходит с помощью пружины.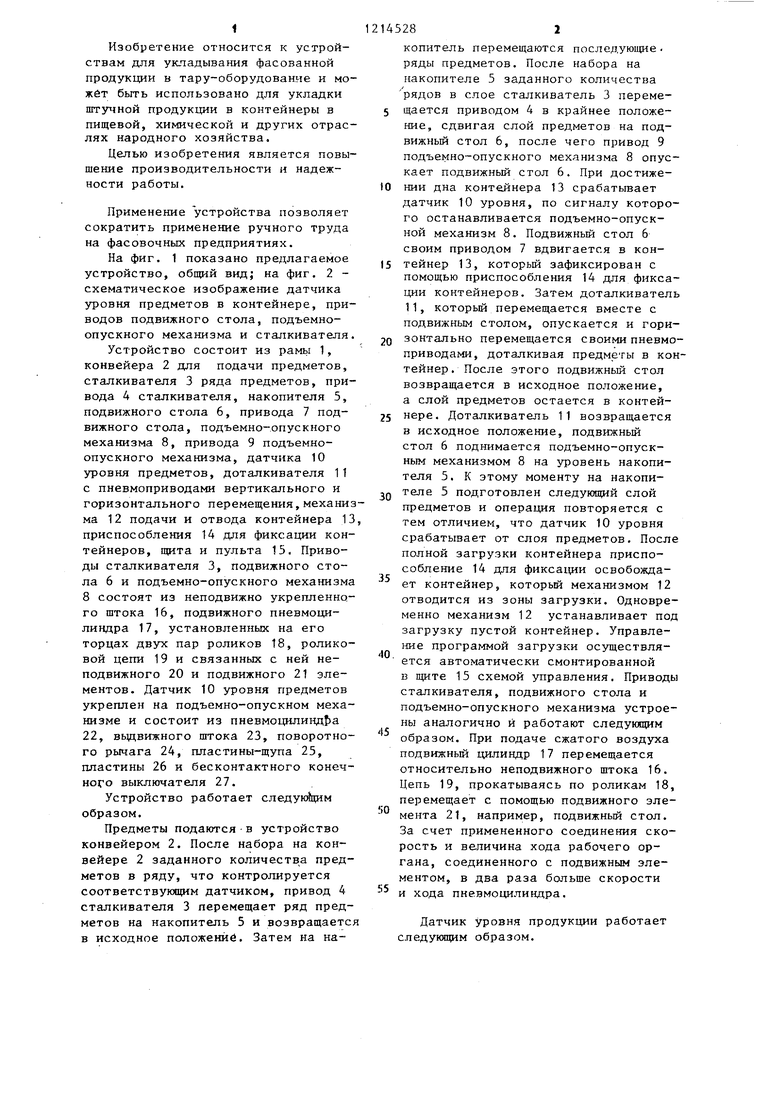
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных предметов в тару | 1984 |
|
SU1248896A1 |
| Линия для подачи хлебобулочных изделий и их укладки на полки многоярусных контейнеров | 1989 |
|
SU1630746A1 |
| Пакеторазборная машина для штучных грузов | 1979 |
|
SU889575A1 |
| Устройство для укладки в пакет металлических чушек | 1983 |
|
SU1162715A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ШТАБЕЛЯ ШТУЧНЫХ ГРУЗОВ | 1994 |
|
RU2094351C1 |
| Устройство для укладки в пакет чушек | 1984 |
|
SU1207948A1 |
| Устройство для загрузки банок в автоклавные корзины | 1990 |
|
SU1797480A3 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Устройство для укладки в пакет металлических чушек | 1972 |
|
SU521202A1 |

,
fJ
«.f
tput.l
ВНИИПИ Заказ АО/ 27 ТиЕаж 2 ППодписное
филйал шШ Патент, гТУжгород, ул.Проектная, 4
| Автоматический воздушный однопроводный тормоз | 1926 |
|
SU6040A1 |
| Проспект фирмы Волпак, Финляндия, 1980 | |||
| Устройство для укладки предметов в тару | 1980 |
|
SU912593A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
