тин больше ширины бункера 3, Ширина бункера по стыкам эластичных манжет меньше, чем ширина керамической ленты 2. Это позволяет при нанесении покрытия оставлять на ее кромках полоИзобретение относится к производству керамических пластинчатых конденсаторов и радиодеталей и может быть использовано при изготовлении заготовок конденсаторов кз длинномерной или непрерывной керамической ленты с одновременным покрытием их порошком, например флюсом, защищающим заготовки от слипания при обжиге.
Цель изобретения - улучшение качества заготовок путем исключения засорения материала покрытия от- .ходами керамической ленты.
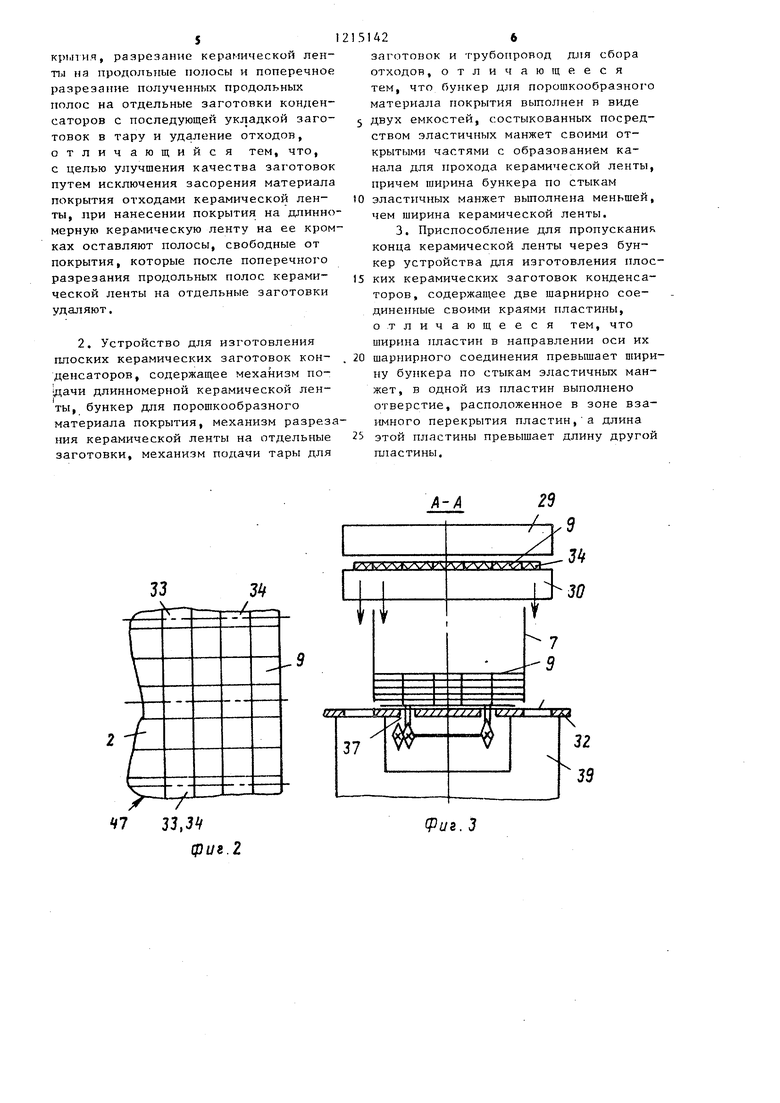
На фиг. I изображена схема устро ства для осуществления способа изготовления простых керамических заготовок конденсаторов; на фиг. 2 - схема разрезания керамической ленты на заготовки; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - приспособление для пропускания конца керамической ленты через бункер устройства; на фиг. 6 - схема использования приспособления.
Устройство для осуществления способа содержит роликовый механизм 1 (фиг, 1) направления керамической ленты 2, бункер 3 для материала покрытия 4, механизм резки 5, тару 6,7 и 8 для укладки заготовок 9, механизм смены тары 10, трубопровод 11 для удаления отходов и приспособление 12 (фиг. 5) для проведения конца обрабатываемой керамической ленты 2 сквозь бункер 3 (фиг, 1).
Роликовый механизм 1 содержит барабан 13, несуп;ий подложку 14 литьевой машины (не показана), на которой изготавливается керамическа лента 2, направляющие ролики 15,16 и компенсирующий ролик 7.
сы, свободные от покрытия, которые удаляются после поперечного разрезания продольных полос керамической ленты на отдельные заготовки 3 с,п. ф-лы, 6 ил.
10
15
25
30
35
40
Бункер 3 содержит две емкости 18 и 19 (фиг, 4), соединенные скобами 20, состыкованные между собой по периметру с герметизацией стыка посредством эластичных манжет 21,22 (фиг. 4), 23 и 24 (фиг, 1). Бункер содержит также опорный ролик 25 и откидную крьш1ку 26,
Механизм резки 5 содержит много- роликовые (многодисковые) ножи 27, 28, гильотинные ножи 29, 30 и направляющую планку 31,
Тара 6,7 и 8 для укладки заготовок 9 представляет собой комплект в виде ящиков параллелепипедной формы, устанавливаемых рядом под гильотинными ножами на столешнице 32 механизма смены тары 10,
Размеры одной тары в плане соответствуют размеру одного ряда заготовок 9 (фиг, 2) с расчетом обеспечения его свободного падения на дно тары -без заклинивания, причем длина тары больше общей длины ряда заготовок, но меньше расстояния между линиями центров тяжести 33, удаляемых в отходы с двух сторон керамической ленты 2 ее краев 34, что обеспечивает падение отходов вне тары. Тара снабжена выдвижным дном 35 (фиг, 1),
Механизм смены тары 10 представляет собой пару гибких звеньев, снабженных толкающими тару штырями 36, которые проходят через щели 37 (фиг, 3) в столешнице 32, Механизм 10 снабжен приводом 38 (фиг, 1) периодического действия.
Трубопровод 1Г (фиг, 1) дпя удаления отходов имеет приемные окна в столешнице 32, расположенные на траектории свободного падения удаляемых отходов и сообщенные с ним патрубками 39,
Приспособление 12(фиг. 5) для проведения обрабатываемой Ленты 2 сквозь бункер содержит короткую пластину 40 и длинную пластину 41, связанные шарнирами 42 с осями 43 (фиг, 6). Пластина 41 снабжена заостренным козырьком 44, закрывающим торцы пластины 40 и проводимой керамической ленты 2, при проходе сквозь эластичные манжеты 21 - 24 и материал покрытия 4. В пластине 41 имеется также отверстие 45, Ширина пластин 40 и 43 больше ширины бункера 3 по стыкам его емкостей 18 и 19, Для обеспечения проведения приспособления 2 сквозь бункер 3 внутри скоб 20 (фиг, I) имеется свободное пространство 46 (фиг, 4), достаточное для размещения в нем непокрываемых краев керамической ленты 2 и выступающих частей приспособления 12 (фиг, 6)
Устройство содержит также известные в технике автоматические привод (не показаны), В зоне роликов 15 и 16 могут быть расположены другие вспомогательные устройства для контроля толщины, плотности и качества керамической ленты 2 и др.
Способ изготовления плоских керамических заготовок конденсаторов с использованием описанного устройства осуществляется следующим образом.
Для выхода на рабочий режим обрабатываемую керамическую ленту 2 зажмают в приспособлении 12 (фиг, 5 и 6), При этом разность (фиг, 5) в длине пластин 40 и 41 и наличие отверстия 45 способствуют оперативности действия при раскрытии плаг- тин, улавливании полосы, надежном ее зажиме пластинами 40 и 41, а в дальнейшем - при прохождении манжет бункера 3,
Далее приспособление I2 с керамической лентой 2 проводят через роликовый механизм 1, причем ролики 15 (фиг, 1) и 17 временно приподнимаются механизмами (не показаны) и ocTpj eM козырька 44 (фиг, 5), при- спос облёние 1 2 направляют между манжетами 23и 24 (фиг, 1) и далее через манжеты 21 и 22 (фиг, 4) сквозь . порошкообразный материал покрытия 4 (фиг, I ) при поднятых ножах 28 и 29 (фиг, I) - сквозь механизм резки 5. Сня приспособление 12 и отпустив в рабочее положение ролики 15 и 17 и ножи 28.
0
5
0
5
и 29, включают привод механизма резки 5, Нарезаемые заготовки 9 в соответствии со схемой раскроя полосы 2 (фиг, 2) гравитационно попадают в тару 9, зафиксированную в механизме смены тары 10, Удаляемые отходы - части некондиционных краев 34 падают в приемник и далее в общий трубопровод удаления отходов 11,
После заполнения тары 7 включается привод 38 механизма смены тары 10 и на место тары 7 автоматически устанавливается тара 6,
Установка в исходное положение тары 6 и снятие заполненной тары производится механизмом, не показанном на чертеже.
Контроль заполнения тары и формирование сигнала на смену производится известной автоматической системой, Ножи 27 и 28 (фиг, 1) не только режут керамическую ленту 2, но и тя- .нут ее, и так как они перетачиваются, изменяясь в диаметре, то по этой и по другим техническим причинам необходимо компенсировать разность скоростей подачи полосы в роликовом механизме I и в роликовых тянущих ножах 27 и 28, Это делается заведомым завышением скорости полосы в тянущих ножах и созданием компенсирующей петли полосы вокруг ролика 17, посредством путевых датчиков (не показаны) управляют приводом механизма резки: при уменьшении петли выключают, при увеличении включают его.
Пример, Толщина- полосы 160- 400 мкм, щирина 250 мм, материал керамическая масса для конденсаторов К10-7В, материал покрытия компо- зиция обожженных отходов и ZrO, скорость подачи 0,8-1,6 м/мин. Размер заготовок 41x41 мм, ширина удаляемых полей 22,5 мм. Кромки 47 (фиг, 2) обычно имеют отклонения от требований к внешнему виду и при пропускании через материал покрытия могут загрязнять его осколками, отходы после переработки вновь используются, отсутствие покрытия на них облегчает их переработку.
Формула из обретения
1, Способ изготовлечия плоских ке- 5 рамических заготовок конденсаторов, включающий нанесение покрытия на керамическую ленту путем, пропускания ее .через порошкообразный материал по0
5
0
5
0
5
Kpiiirnfl, разрезание керги-шческой лен- ти на продо;ты1ые полосы и поперечное разрезание полученных продольных полос на отдельные заготовки конденсаторов с последующей укладкой зато- товок в тару и удаление отходов, отличающийся тем, что, с целью улучшения качества заготовок путем исключения засорения материала покрытия отходами керамической лен- ты, при нанесении покрытия на длинномерную керамическую ленту на ее кромках оставляют полосы, свободные от покрытия, которые после поперечного разрезания продольных полос керами- ческой ленты на отдельные заготовки удаляют.
2. Устройство для изготовления плоских керамических заготовок кон- денсаторов, содержащее механизм подачи длинномерной керамической ленты, бункер для порошкообразного материала покрытия, механизм разрезания керамической ленты на отдельные заготовки, механизм подачи тары для
3
1Д26
заготовок и трубопровод для сбора отходов, отличающееся тем, что бункер для порошкообразного материала покрытия выполнен в виде двух емкостей, состыкованных посредством эластичных манжет своими открытыми частями с образованием канала для прохода керамической ленты, причем ширина бункера по стыкам эластичных манжет выполнена меньшей, чем ширина керамической ленты.
3. Приспособление для пропускания конца керамической ленты через бункер устройства для изготовления плоских керамических заготовок конденсаторов, содержащее две шарнирно соединенные своими краями пластины, отлич ающе е с я тем, что шири}1а пластин в направлении оси их шарнирного соединения превышает ширину бункера по стыкам эластичных манжет, в одной из пластин выполнено отверстие, расположенное в зоне взаимного перекрытия пластин, а длина этой пластины превышает длину другой пластины.
/I-/1
2В S
X
3ff 30
37
9
JfTi
32 39
у-/
41 33,J
фиг.2
(puz. 3
20.
5-6
621 18
22
75
6
fff
Cpus.S

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| Установка для изготовления керамических заготовок радиодеталей | 1975 |
|
SU716819A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Линия литья керамической пленки и изготовления из нее пластинчатых заготовок | 1990 |
|
SU1729750A1 |
| Машина для изготовления заготовок бумажных мешочков | 1985 |
|
SU1329994A1 |
| Способ металлизации заготовок керамических конденсаторов | 1987 |
|
SU1502548A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Устройство для транспортирования заготовок плоских конденсаторов | 1978 |
|
SU886080A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |

Изобретение относится к области производства керамических пластинчатых конденсаторов и других радиодеталей и может быть использовано при изготовлении их заготовок из длинномерной ленты при нанесении на них по-. ;крытий, например флюса. Цель изобре-- тения - улучшение качества заготовок путем исключения засорения материала покрытия отходами керамической ленты. Керамическая лента 2 с роликового механизма 1 попадает в бункер 3 с наносимым материалом. Приспособление 12 для проведения ленты 2 сквозь бункер 3 содержит шарнирно ,соединенные короткую пластину 40 и длинную 41 с заостренньЕм козырьком 44 и отверстием 45. Ширина пласс $ (Л С 2ff Jtf 25 23
| Способ получения пропитанныхпОлиМЕРНыМ СВязующиМ ВОлОКНиСТыХдлиННОМЕРНыХ МАТЕРиАлОВ | 1978 |
|
SU795574A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения покрытий | 1979 |
|
SU852384A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПРОВОДНИКОВПЕЧАТНЫХ ПЛАТ ПРИ ЛУЖЕНИИ КОНТАКТНЫХПЛОЩАДОК | 1972 |
|
SU426340A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
