Изобретение относится к области пайки, в частности к устройству для нанесения пастообразных припоев, и может быть использовано для нанесения припоя на трубчатые изделия.
Цель изобретения - равномерное распределение припоя при его нанесении на трубчатые детали.
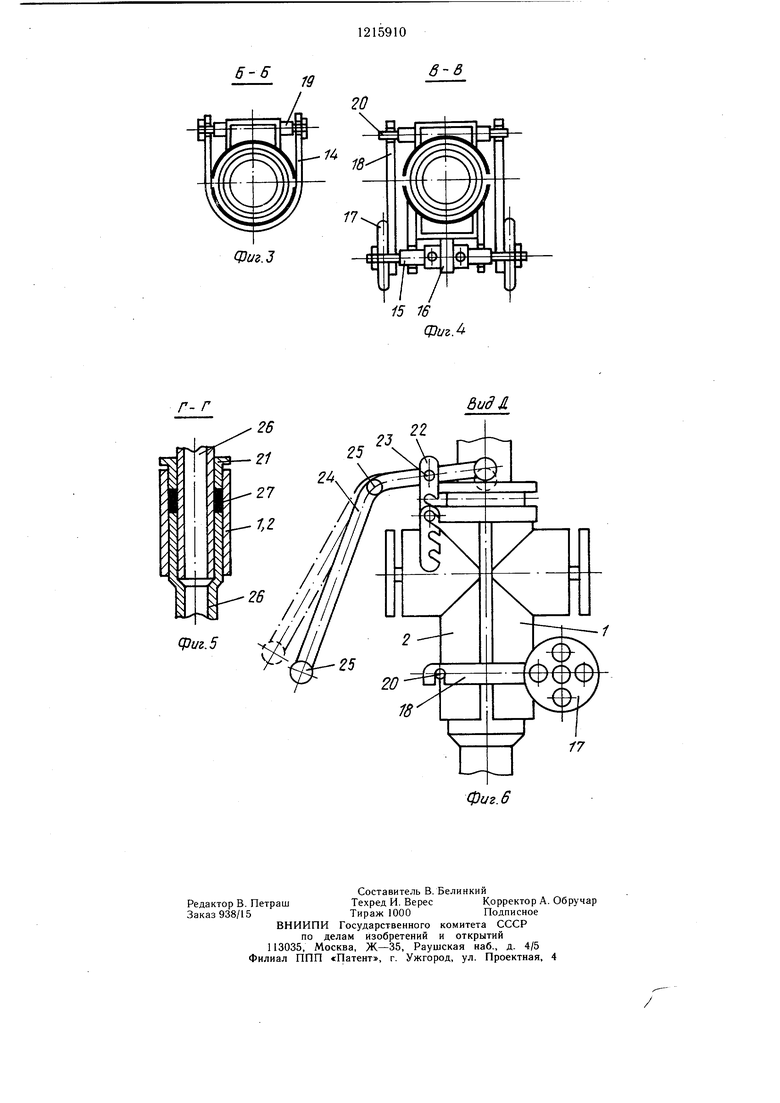
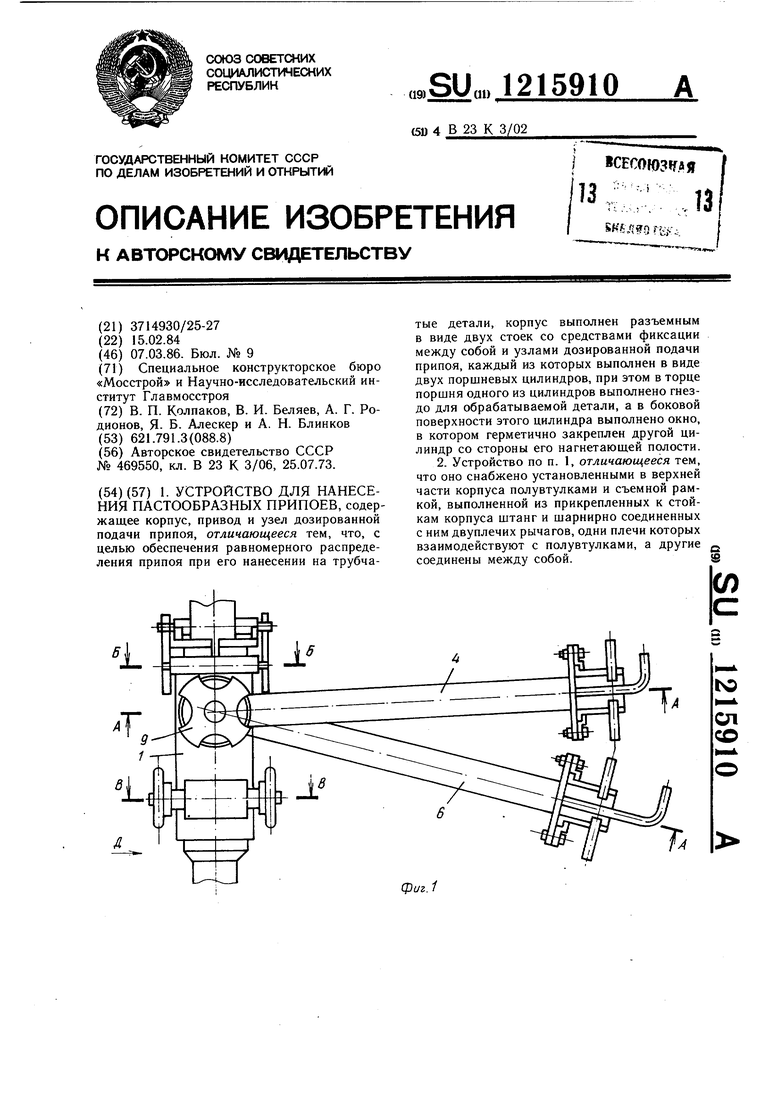
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1;
Ось 15, кулачок 16, маховики 17, тяги 18 и ось 20 служат для соединения стоек 1 и 2 между собой на стыке раструба и трубы. В верхней части стоек 1 и 2 установлены полувтулки 21, служащие для опрессовыва- ния припоя. Для этого же служит съемная рамка, выполненная из двух штанг 22 в виде реек, связанных со стойками 1 и 2 и имеющих соединительную ось 23, и щарнирно соединенных со штангами 22 двух двуплечих рычана фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- 10 гов 24. Одни плечи рычагов 24 взаимодейразрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - вид Д на фиг. 1. Устройство для нанесения пастообразных припоев на паяемую поверхность содержит составной корпус из правой 1 и левой 2
ствуют с полувтулками 21, а другие соединены между собой осями 25.
Устройство работает следующим образом.
На монтируемые трубы 26 последовательно накладывают стойки 1 и 2 так, чтобы растоек. Каждая стойка выполнена с двумя диусные выточки стоек прикоснулись к поцилиндрами. Стойка 1 имеет цилиндры 3 и 4, расположенные во взаимно перпендикулярных плоскостях, а стойка 2 - цилиндры 5 и 6, также расположенные один относительно
верхности раструба одной из монтируемых труб 26. При этом скоба 14 правой стойки 1 соединяется с осью 19 левой стойки 2, а тяги 18 правой стойки 1 соединяются с осью 20
другого во взаимно перпендикулярных плос- 20 стойки 2. Поворачивая маховики 17,
костях.
Цилиндр 3 стойки 1 имеет подвижный шток 7, на одном конце которого установлен поршень 8, а на другом - диск 9. Цилиндр 5 другой стойки 2 также оснащен штоком 7
а следовательно, и кулачок 16, фиксируют и соединяют стойки 1 и 2. Поршни 8 цилиндров 3 и 5 посредством дисков 9 отводят от труб 26 в крайнее положение и поворачивают вокруг продольной оси на 90°. Придерс поршнем 8 и диском 9. Цилиндры 3 и 5 25 живая резьбовые штоки 11 за отогнутые имеют заглушки 10.концы и вращая гайки 13, выдавливают порШтоки 7 цилиндров 3 и 5 установленыцию пастообразного припоя из цилиндров 4
с возможностью вращения относительно ихи 6 в цилиндры 3 и 5. Поршни 8 цилиндпродольных осей и перемещения к центру.ров 3 и 5 поворачивают на 90° и сдвигают
Вместе со штоками 7 вращаются и переме-по направлению к трубам 26, образовывают
щаются к центру поршни 8, каждый из ко- столбик 27 припоя вокруг трубы. После чего торых выполнен с вырезом, радиус г которого соответствует наружному радиусу раструба стыкуемой трубы.
Цилиндр 4 стойки 1 оснащен подвижными резьбовым штоком 11 с отогнутым концом и поршнем 12 и гайкой 13. Цилиндр 6 стой- ки 2 также имеет резьбовой шток 11 с поршнем 12 и гайкой 13.
На правой стойке 1 в ее верхней части закреплена скоба 14 для фиксации стойки, а в нижней части - ось 15, соединенная
40
на стойки 1 и 2 навешивают рамку для опрессовывания припоя, а в зазор между монтируемыми трубами 26 и стойками 1 и 2 устанавливают полувтулки 21. Поднимая рычаги 24 вверх, надавливают противоположными плечами этих рычагов на полувтулки 21, опрессовывая тем самым столбик 27 припоя. После этих операций осуществляют разборку устройства и известным способом производят пайку труб 26.
Такое выполнение устройства позволяет равномерно распределить припой по окружности при пайке труб с раструбами за счет подачи припоя непосредственно к стыку поршнями с вырезами, осушествить опрессовку припоя за счет наличия в верхней части
с кулачком 16, и два маховика 17, сидящие на оси 15. С осью 15 соединены откидывающиеся тяги 18.
На левой стойке 2 закреплена ось 19 для фиксации стойки на раструбе, внизу
Такое выполнение устройства позволяет равномерно распределить припой по окружности при пайке труб с раструбами за счет подачи припоя непосредственно к стыку поршнями с вырезами, осушествить опрессовку припоя за счет наличия в верхней части
ось 20. Скоба 14 и ось 19 служат для фикса- 45 корпусов полувтулок, а следовательно, по- ции стоек 1 и 2 относительно друг друга.высить качество пайки.
Ось 15, кулачок 16, маховики 17, тяги 18 и ось 20 служат для соединения стоек 1 и 2 между собой на стыке раструба и трубы. В верхней части стоек 1 и 2 установлены полувтулки 21, служащие для опрессовыва- ния припоя. Для этого же служит съемная рамка, выполненная из двух штанг 22 в виде реек, связанных со стойками 1 и 2 и имеющих соединительную ось 23, и щарнирно соединенных со штангами 22 двух двуплечих рычагов 24. Одни плечи рычагов 24 взаимодейгов 24. Одни плечи рычагов 24 взаимодействуют с полувтулками 21, а другие соединены между собой осями 25.
Устройство работает следующим образом.
На монтируемые трубы 26 последовательно накладывают стойки 1 и 2 так, чтобы радиусные выточки стоек прикоснулись к подиусные выточки стоек прикоснулись к поверхности раструба одной из монтируемых труб 26. При этом скоба 14 правой стойки 1 соединяется с осью 19 левой стойки 2, а тяги 18 правой стойки 1 соединяются с осью 20
стойки 2. Поворачивая маховики 17,
столбик 27 припоя вокруг трубы. После чего
на стойки 1 и 2 навешивают рамку для опрессовывания припоя, а в зазор между монтируемыми трубами 26 и стойками 1 и 2 устанавливают полувтулки 21. Поднимая рычаги 24 вверх, надавливают противоположными плечами этих рычагов на полувтулки 21, опрессовывая тем самым столбик 27 припоя. После этих операций осуществляют разборку устройства и известным способом производят пайку труб 26.
Такое выполнение устройства позволяет равномерно распределить припой по окружности при пайке труб с раструбами за счет подачи припоя непосредственно к стыку поршнями с вырезами, осушествить опрессовку припоя за счет наличия в верхней части
/г
12
А /
13
в 11
IT
П 4
щ
Фаг.2
6-6
Фиг.З
в-в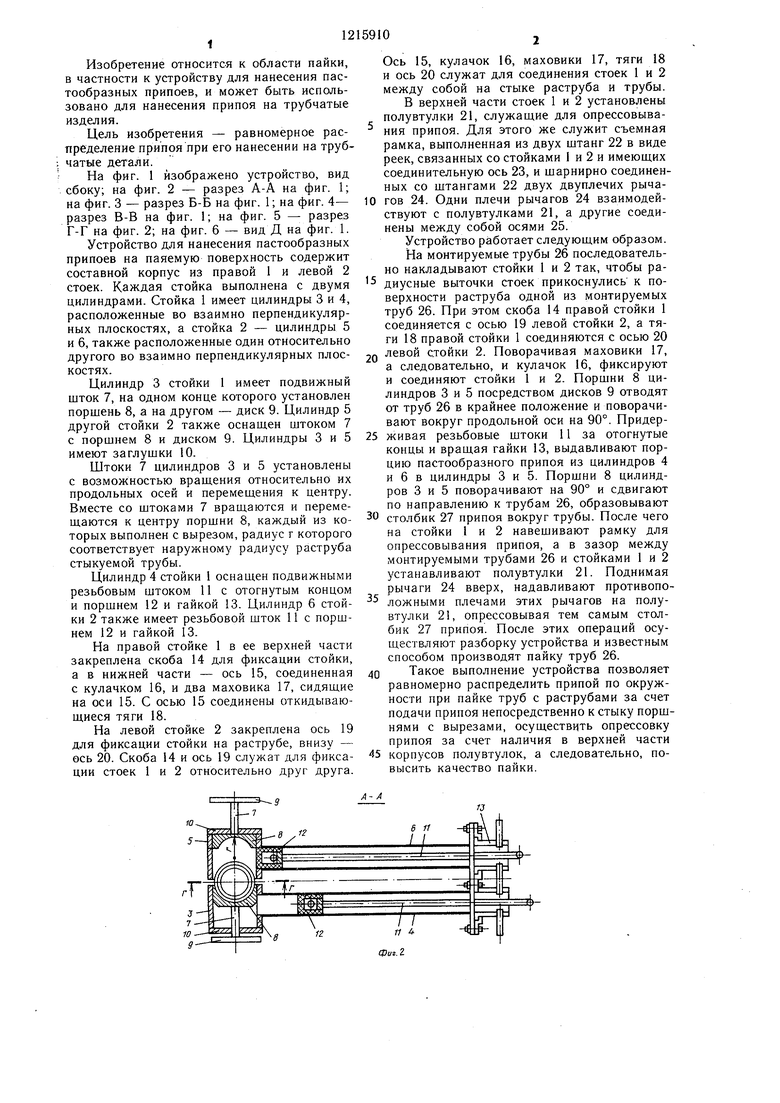
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| Машина для монтажа трубопровода из труб с раструбами | 1977 |
|
SU740916A1 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Устройство для лужения трубок обливом | 1990 |
|
SU1787080A3 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
Г- Г
бидЛ
17
фиг.6
| Устройство для нанесения пастообразных припоев на паяемую поверхность | 1973 |
|
SU469550A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
