2, Автооператор по п. 1, о т л и чающийся тем, что привод выполнен в виде силового цилиндра, корпус - рейка которого кинематически связана с одним выходным валом с помо щью зубчатого колеса, а с другим - с
I
Изобретение относится к машиностроению и может быть использовано для автоматизации установки и съема деталей на металлорежущих станках.
Цепь изобретения - повышение про изводительности за счет обеспечения синхронизации движения рук автооператора.
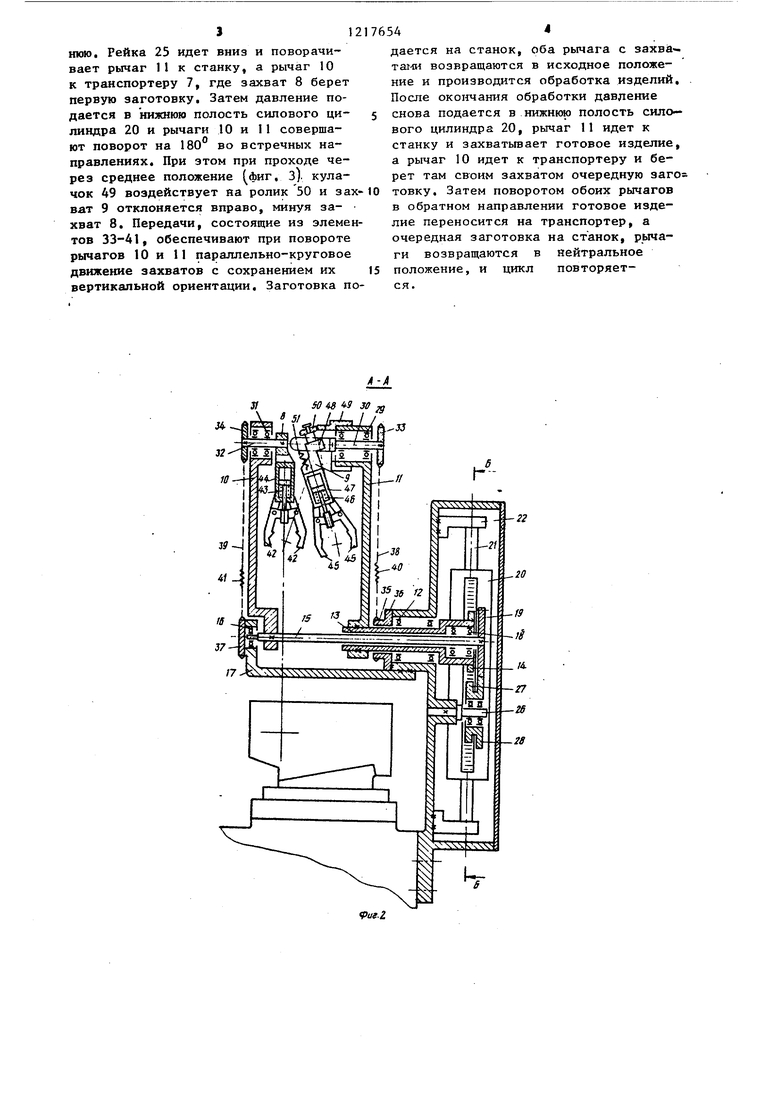
На фиг. 1 показан автооператор в положении рычагов с захватами при съеме детали со станка и установке детали на транспортер, общий вид; на фиг, 2 - разрез А-А на фиг, 1 при среднем положении рычагов с захватами ; на фиг. 3 - разрез Б-Б на фиг, -2,
Автооператор содержит корпус 1, закрепленный на станине 2 обслуживаемого .станка, например кругло- шлифовального, на которой размещен стол 3 с передней бабкой 4, задней бабкой 5 и призмой 6, Рядом со станком установлен транспортер 7, перемещающий заготовки так, что они поочередно приходят в позицию, на которой захватываются захватами 8 и 9 автооператора. Механические руки автооператора выполнены в виде рыча- гов 10 и 11.
В корпусе 1 на подшипниках 12 ка- чения смонтирован вал 13, выполненный полым с закрепленными на нем рычагом 11 и зубчатым колесом 14. Кон- центрично полому валу 13 смонтирован вал 15, опирающийся на подщипник 16, размещенный в крошптейне 17, закрепленном на корпусе 1, и на подшипники 18,.размещенные в расточке полого вала 13, На валу 15 закреплены рычаг 10 и зубчатое колесо 19. В корпусе 1 установлен силовой цилиндр 20 привода с неподвижным штоком 21 с опорами 22 и поршнем 23, Цилиндр связан с
помощью блока паразитных зубчатых колес,
3, Автооператор по п. 1, о т л и- чающийся тем, что кинема ти- ческая связь осей с корпусом вьшол- нена в виде цепной передачи.
гидросистемой станка через каналы 24 предусмотренные в штоке 21. На гильзе силового цилиндра 20 закреплена зубчатая рейка 25, входящая в зацепление с зубчатым колесом 14,
В корпусе 1 закреплена ось 26, несущая блок паразитных колес 27 и 28. Колесо 27 входит в зацепление с рейкой 25, а колесо 28 - с колесом 19, закрепленным на валу 15, Числа зубьев колес 14 и 27, 19 и 29 попарно одинаковы.
На свободном конце рычага 11 смонтирована в подшипниках 29 ось 30, а на свободном конце рычага 10 в подшипниках 31 смонтирована ось 32, которые размещены параллельно валам 13 и 15. На осях 30 и 32 закреплены цепные звездочки 33 и 34, связанные с неподвижно закрепленными на корпусе
Iи кронштейне 17 звездочкой 35 с фланцем 36 и звездочкой 37 посредством цепных передач 38 и 39 с натяжными пружинами 40 и 41, На оси 32 закреплен захват 8 с лапками 42,
пружиной 43 сжатия лапок и силовым цилиндром 44 их разведения. Аналогичный захват 9 с лапками 45 пружиной 46 и силовым цилиндром 47 смонтирован на оси 30 посредством шарнира 48, ось которого перпендикулярна оси 30. На рычаге 11 закреплен тор- ,. цовый кулачок 49, а на захвате 9 смонтирован ролик 50, поджатый к куачку 49 пружиной 51.
Автооператор работает следующим бразом.
В среднем положении рычаги 10 и
IIориентированы вертикально .(это оложение исходное).
Перед началом обработки изделия одают давление в одну из полостей силового цилиндра 20, например верхJ121
нюю. Рейка 25 идет вниз и поворачивает рычаг 11 к станку, а рычаг 10 к транспортеру 7, где захват 8 берет первую заготовку. Затем давление подается в нижнюю полость силового цилиндра 20 и рычаги 10 и 11 совершают поворот на 180° во встречных направлениях. При этом при проходе через среднее положение (фиг. 3). кулачок 49 воздействует на ролик 50 и захват 9 отклоняется вправо, минуя захват В. Передачи, состоящие из элементов 33-41, обеспечивают при повороте рычагов 10 и 11 параллельно-круговое движение захватов с сохранением их вертикальной ориентации. Заготовка по7654
дается на станок, оба рычага с захва-. тами возвращаются в исходное положение и производится обработка изделий. После окончания обработки давление
5 снова подается в нижнюю полость силового цилиндра 20, рычаг II идет к станку и захватьгаает готовое изделие, а рычаг 10 идет к транспортеру и берет там своим захватом очередную заготовку. Затем поворотом обоих рычагов в обратном направлении готовое изделие переносится на транспортер, а очередная заготовка на станок, р.ыча- ги возвращаются в нейтральное положение, и цикл повторяется.
10
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1969 |
|
SU344701A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| АВТООПЕРАТОР | 1972 |
|
SU331878A1 |
| Автооператор | 1983 |
|
SU1159757A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Автооператор | 1976 |
|
SU729028A1 |
| АВТООПЕРАТОР | 1973 |
|
SU386747A1 |
| Автооператор | 1984 |
|
SU1191256A1 |
| Автооператор | 1989 |
|
SU1726193A1 |


h
| Манипулятор | 1978 |
|
SU973351A2 |
