Изобретение относится к станкостроению и может быть использовано при автоматизации серийного и мелкосерийного производства.
Цель изобретения - повышение надежности конвейера в работе путем обеспечения точной остановки транспортной тележки на позиции обработки.
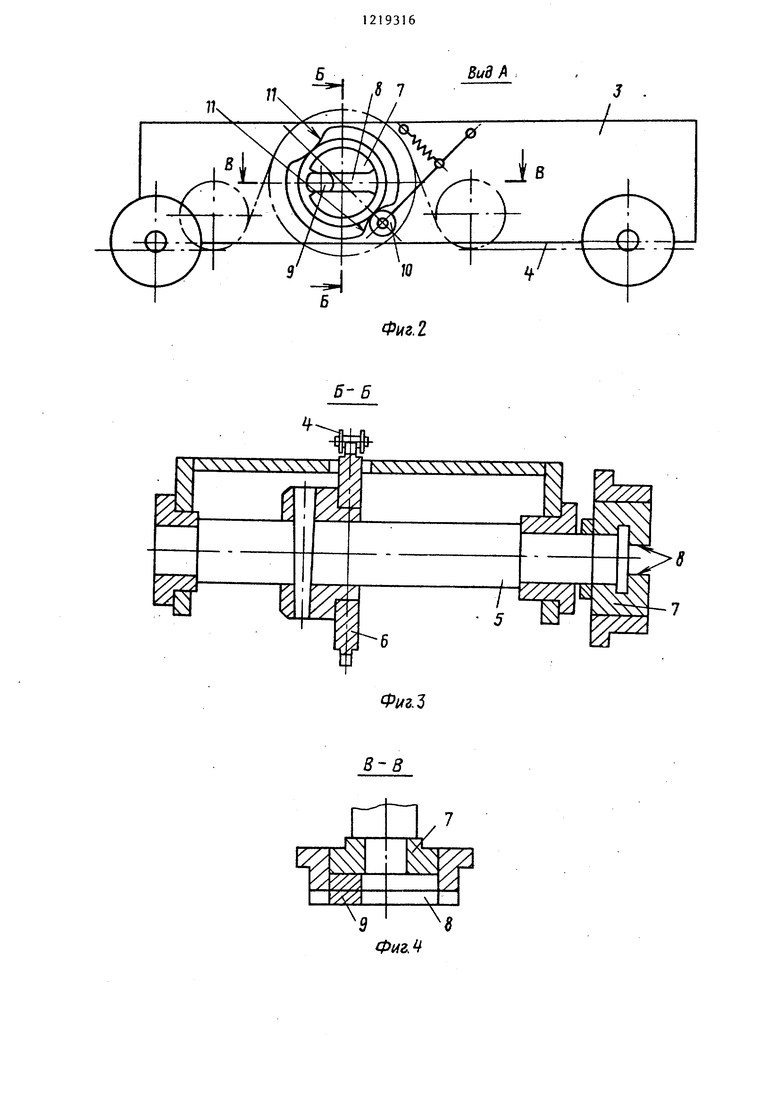
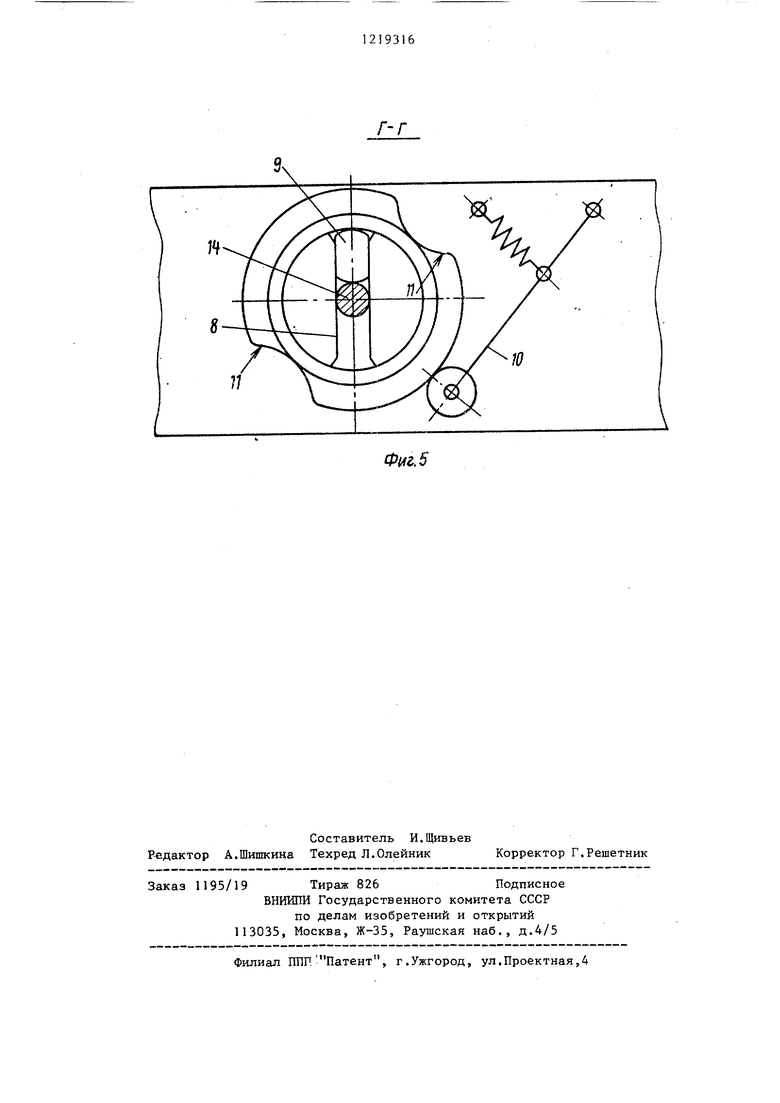
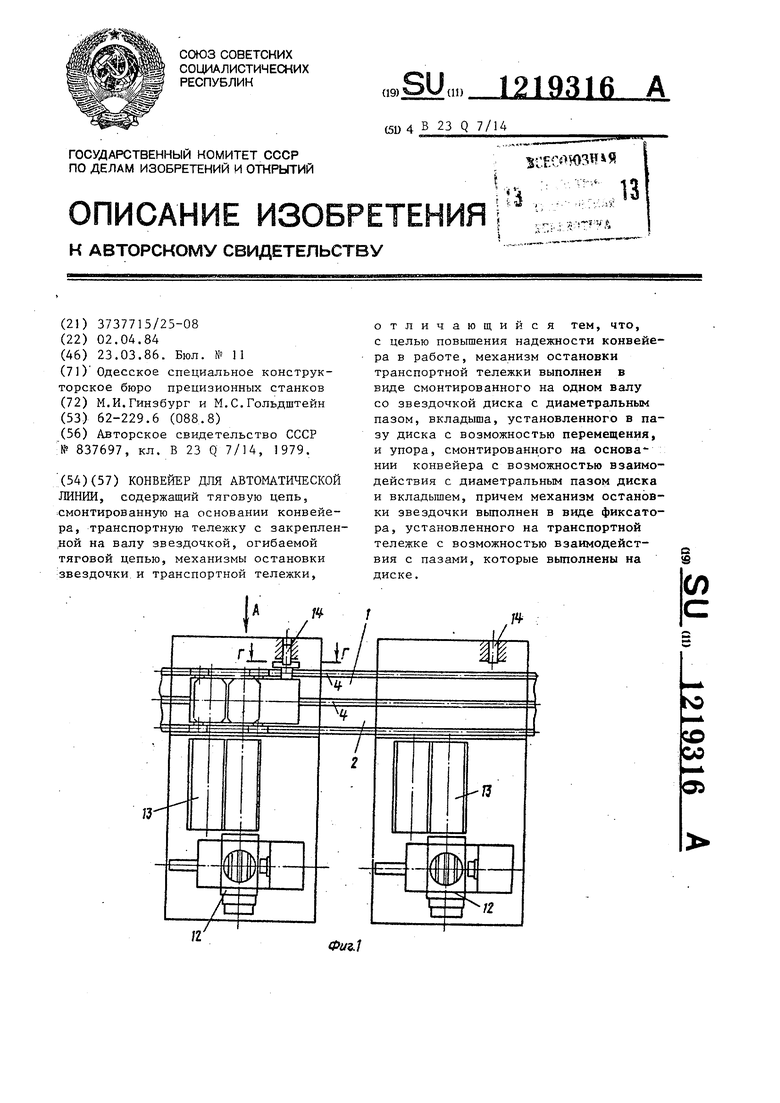
На фиг. 1 изображена схема компановки автоматической линии с применением конвейера; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг. 4 - разрез В-В на фиг.2; на фиг. 5 - разрез Г-Г на фиг..
Конвейер на автоматической линии содержит основание 1, на котором смотированы рельсовые пути 2, транспортную тележку 3, установленную с возможностью - передвижения по рельсовому пути 2 посредством тяговой цепи 4 На транспортной тележке 3 смонтирован вал 5 со звездочкой 6, огибаемой тяговой цепью 4, механизм остановки транспортной тележки 3, выполненный в виде смонтированного на одном валу 5 со звездочкой б диска 7 с диаметральным пазом 8. Внутри диаметрального паза 8 с возможностью перемещения вдоль него установлен вкладыш 9, Механизм остановки вращения звездочки 6 выполнен в виде фиксатора 10, установленного с возможностью взаимодействия с пазами I 1 выполненными на диске 7.
Вдоль конвейера размещены станки 1 2 с -ШУ, управляемые централизовано от ЭВМ (не показаны) и устройства 13 перегрузки. На основании 1 конвейера в зоне устройств перегрузки смонтнров аны упоры 14 для точной остановки транспортных тележек 3.
Конвейер для автоматической линии работает следующим обрйзом.
По командам ЭВМ на станках 12, установленных вдоль конвейера, производится обработка деталей. Подача заготовок к станкам 12 и вывод из них обработанных деталей осуществляются транспортной тележкой 3. В соответствии с программой работы, заложенной в ЭВМ, определяется станок 12, на который совершается перегрузка детали с транспортной тележки 3 (на станок 12 или обратно).
Перед устройством 13 перегрузки станка 12 вьщвигается упор 14 и к
6
,
5
0
5
0
5
0
5
0
5
этой позиции посредством тяговой цепи 4 перемещается транспортная тележка 3. При перемещении транспортной тележки 3 фиксатор О расположен в одном из пазов 11 диска 7 и предотвращает поворот вала 5.
При подходе транспортной тележки 3 к упору 14, последний входит в диаметральный паз 8 диска 7. Диаметр упора 14 равен ширине диаметрального паза В диска 7. Упор 14 упирается во вкладьш 9, расположенный в диаметральном пазу 8 диска 7, и при дальнейшем перемещении транспортной тележки 3 вкладыш 9 перемещается по диаметральному пазу 8 и останавливается. Упор 14 препятствует дальнейшему перемещению транспортной тележки 3. Последующее перемещение тяговой цепи 4 через звездочку 6 приводит к расфиксации диска 7 и повороту вала 5 с диском 7 на 90°, после чего производится электрическая остановка тяговой цепи 4, например, по команде бесконтактного датчика (не показан).
Таким образом диаметральный паз 8 диска 7 оказывается повернутым перпендикулярно направлению перемещения транспортной тележки 3, и упор 14 фиксирует последнуюю точно перед устройством 13 перегрузки. После остановки транспортной тележки 3 по команде ЭВМ посредством устройства 13 перегрузки .производится сь -на
обрабатьгоаемой детали и загрузка станка 12 заготовкой.
При получении команды на последующее перемещение транспортной тележки 3 начинается перемещение тяговой цепи 4. При этом транспортная тележка 3 остается зафиксированной упором 14, а перемещение тяговой цепи 4 приводит к повороту вала 5 с диском 7 до входа фиксатора 10 в паз П диска 7, при этом диаметральный паз В диска 7 располагается параллельно перемещению транспортной тележки 3, а упор 4 не препятствует перемещению транспортной тележки 3. После чего начинается совместное перемещение транспортной тележки 3 посредством тяговой цепи 4. Упор 14 выходит из диаметрального паза В диска 7 и отводится в исходное положение .
На последующих позициях цикл пов- .торяется.
Вид А
Фиг. 2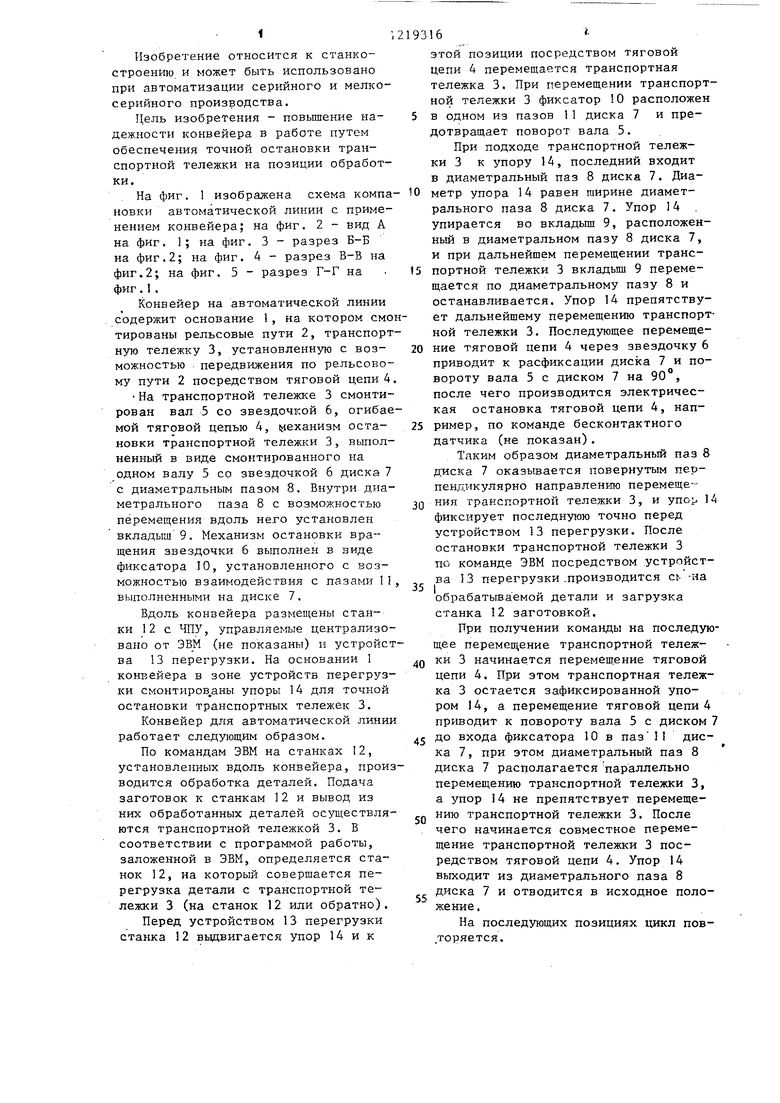
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи грузов | 1989 |
|
SU1641744A1 |
| Конвейер тележечный напольный безрельсовый с автоматическим адресованием | 1972 |
|
SU492439A1 |
| Автоматическая транспортная тележка | 1986 |
|
SU1342695A1 |
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
| Устройство для перегрузки грузов на приемные конвейеры | 1988 |
|
SU1655874A1 |
| Приемно-передаточное устройство для линии металлообработки | 1984 |
|
SU1192946A1 |
| Линия для изготовления маканых изделий | 1985 |
|
SU1291428A1 |
| Перегружатель штучных грузов | 1980 |
|
SU969620A1 |
| Шаговый транспортер для поточных линий | 1980 |
|
SU925610A1 |
| Конвейер для распределения грузов | 1984 |
|
SU1273317A1 |
ж
j
I
// %
22
d
1
их
fVXX 4 N
5
.З
222
71
5
/
71
5
Фиг. Ч
Фиг. 5
| Шаговый транспортер для поточныхлиНий | 1979 |
|
SU837697A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
