i
Изобретение относится к станкостроению и может найти применение в высокоскоростных автоматах продольного точения.
Целью изобретения является повышение надежности и упрощение конструкции устройства.
Поставленная цель достигается путем размещения узла торможения, выполненного в виде подвижной и неподвижной губок, на корпусе устройства.
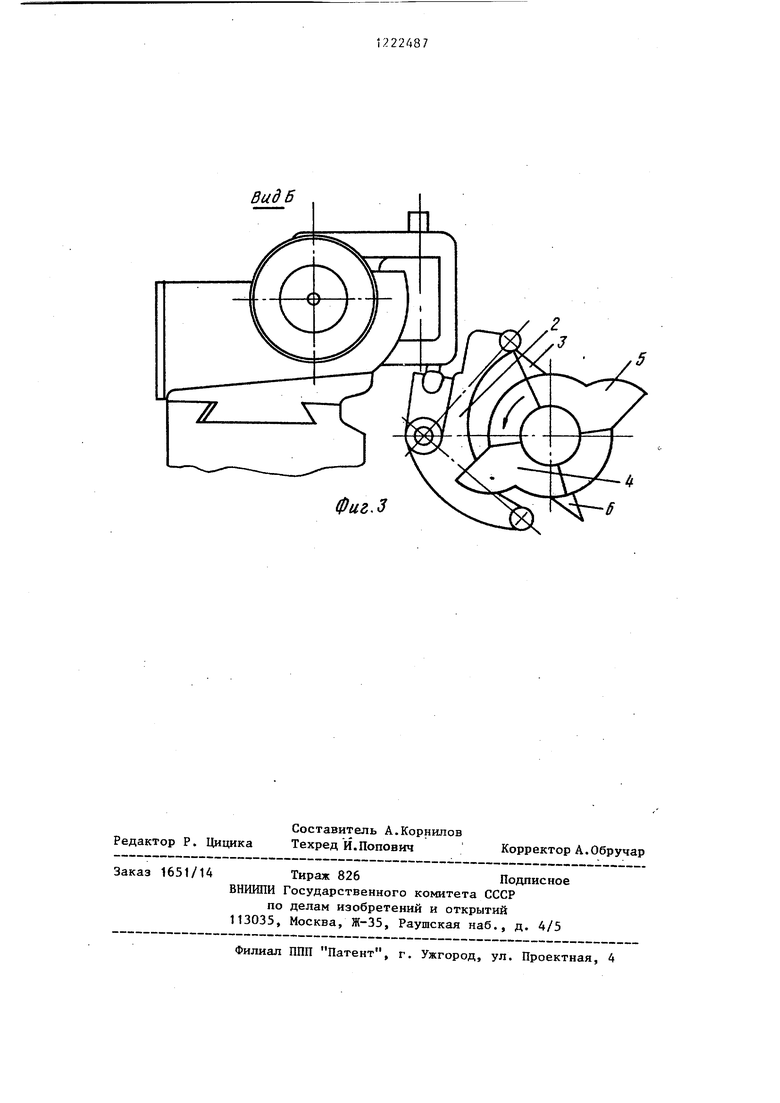
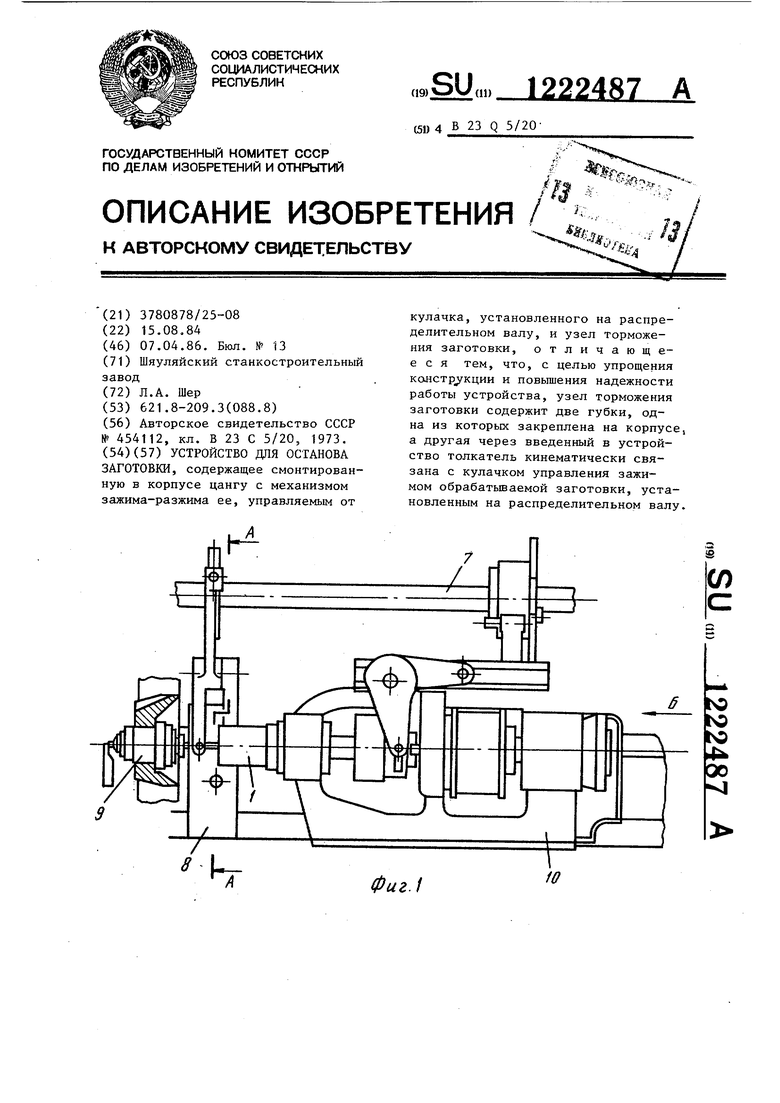
На фиг. 1 изображена шпиндельная бабка и устройство для торможения вращающейся заготовки; на фиг. 2 - разрез А-А на фиг. 1,- на фиг. 3 - вид Б на фиг. 1.
Устройство для останова вращающейся заготовки содержит цангу, смонтированную в шпинделе 1, рычаг 2 зажима-разжима цанги, управляемый от кулачков 3-6, смонтированны на распределительном валу 7, и узел 8 торможения. Узел 8 торможения расположен между люнетным узло 9 и торцом шпиндельной бабки 10. Узел содержит две губки 11 и 12. Одна губка 11 неподвижно закреплен на опоре 13, прикрепленной к корпусу станка, а другая губка 12 прикреплена к рычагу 14. Рычаг 14 управляется от кулачка 15, установленного на распределительном валу
А-А
10
15
224872
Устройство работает следующим образом.
Пруток, зажатый в цанге шпинделя 1, вращается и происходит обточка 5 прутка резцами. После обточки рычаг 2 зажима-разжима цанги получает движение от кулачка 3 и раскрывает цангу. В этот момент рычаг 14 с губкой 12 прижимает пруток к губке 11 посредством кулачка 15, сидящего на распределительном валу 7. В это время, так как заготовка заторможена, осуществляется поперечное сверление, фрезеровка и другие операции. После окончания этих операций кулачок 15 поднимает рычаг 14 и одновременно кулачком 4 закрывается цанга и пруток начинает вращаться. Производится дальнейшая обработка. Открытие и закрытие цанги при подаче прутка для изготовления следующей детали производится от кулачков 5 и 6.
Предлагаемое техническое решение позволяет упростить конструкцию шпиндельной бабки, уменьшить число деталей, увеличить обороты шпинделя, что дает возможность обрабатывать детали с оптимальными ре- 30 жимами резания, что увеличивает производительность. Кроме того, расширяются технологические возможности автомата без установки дополнительных деталей на высокоскорост,- ный шпиндель. JJ I 20
25
/J
Фиг. г
Вид б
фиг.З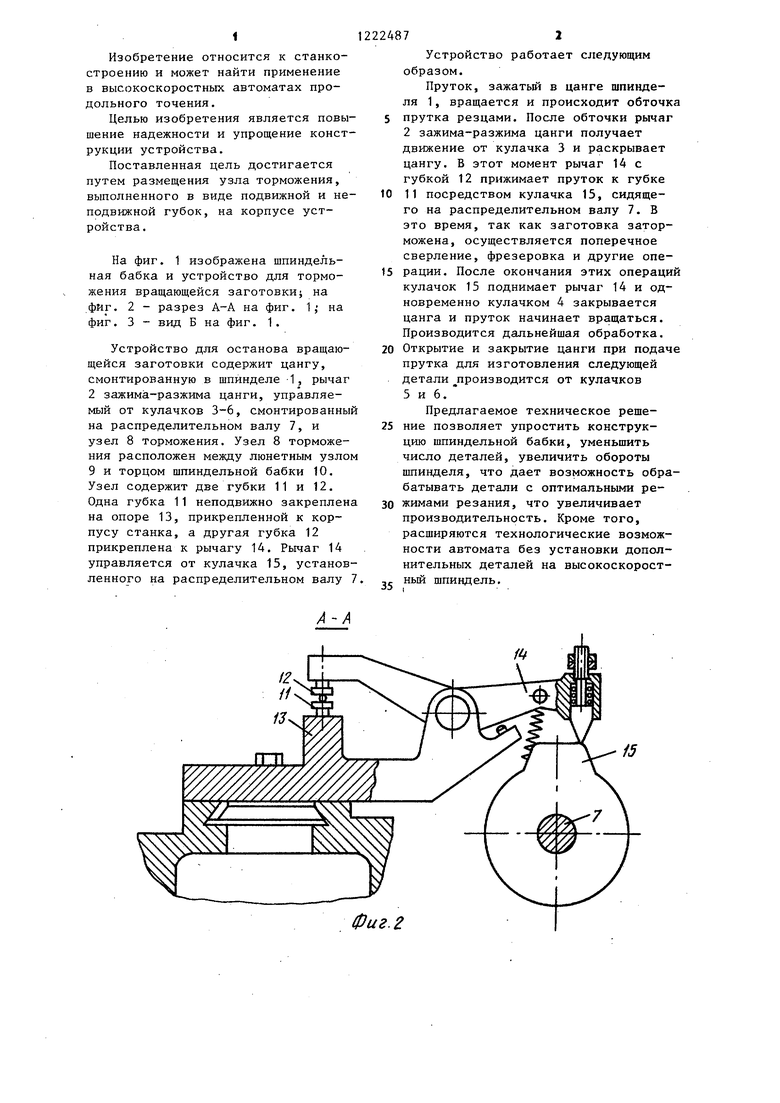
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Токарно-револьверный автоматический станок для двусторонней обработки изделий и, в частности, резьбовых шпилек | 1949 |
|
SU83023A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
Редактор Р. Цицика
Составитель А.Корнилов Техред И.Попович
Заказ 1651/14 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор А.Обручар
| Устройство для замедленного и фиксированного останова шпинделя | 1973 |
|
SU454112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
