Изобретение относится к машиностроению и может быть использовано для автоматизации загрузки технологического оборудования преимущественно в автоматических линиях для обработки деталей тина валов.
Цель изобретения - повышение производительности участка путем сокращения времени перегрузки деталей из бункера в накопитель.
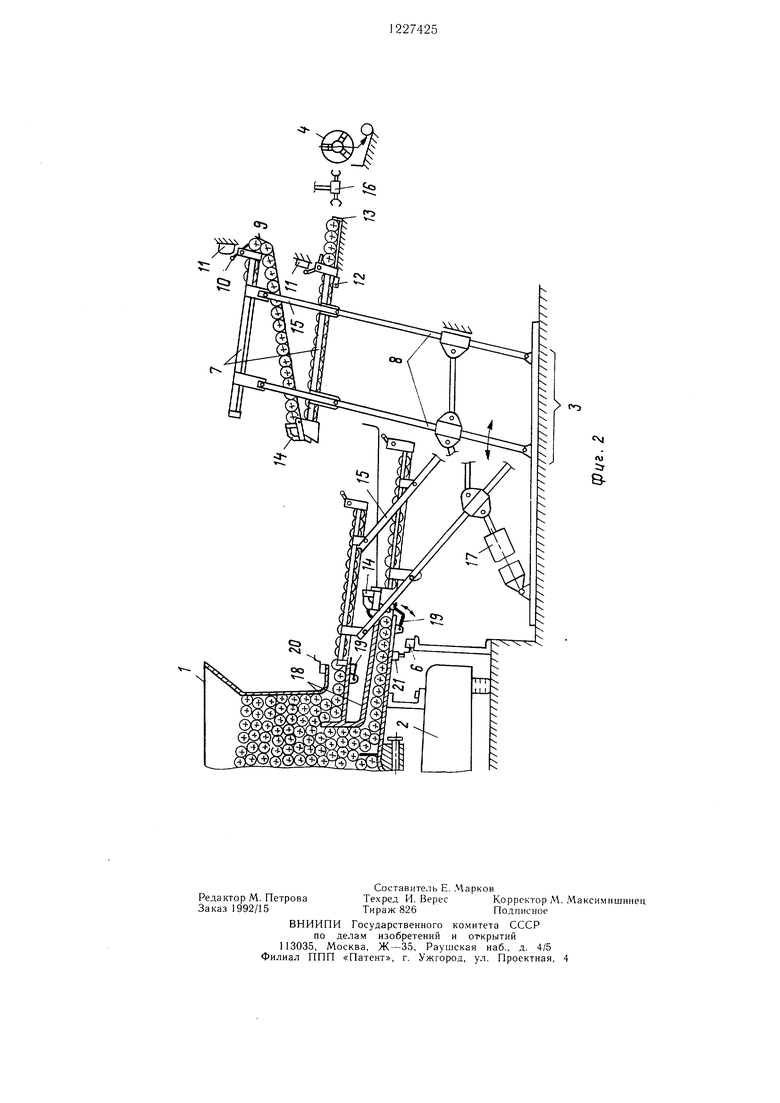
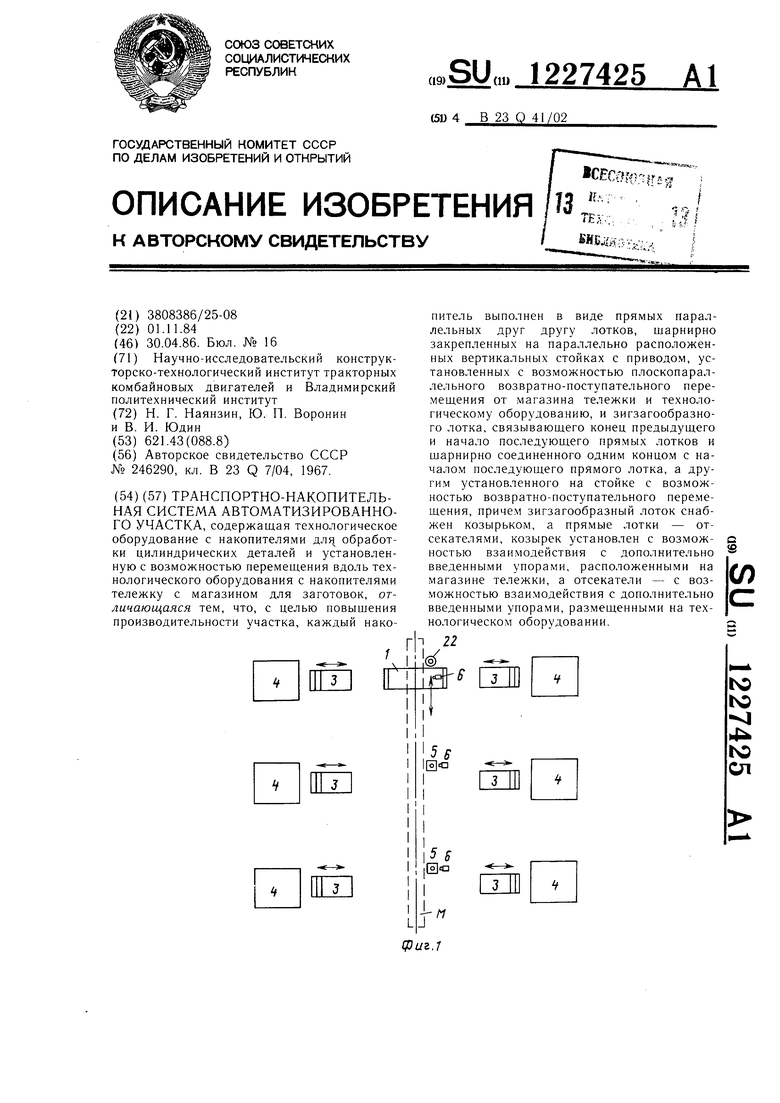
На фиг. 1 изображена транспортно-на- копительная система автоматизированного участка, вид сверху; на фиг. 2 - то же, вид спереди.
Транспортно-накопительная система автоматизированного участка состоит из магазина 1, установленного на самоходной тележке 2 накопителей 3 и технологического оборудования 4. По линии трассы тележки расположены гнезда 5 и датчики 6.
Накопитель содержит прямые лотки 7, шарнирно закрепленные на стойках 8, и по крайней мере один зигзагообразный лоток 9. На концах прямых лотков 7 установлены отсекатели 10, выполненные, например, в виде двуплечих подпружиненных рычагов, взаимодействующие с упорами 11, жестко установленными относительно технологического оборудования 4. Наличие деталей контролируется датчиками 12. Нижний прямой лоток 7 состыкован с отводным лотком 13, установленным неподвижно относительно технологического оборудования 4. Зигзагообразный лоток 9 одним концом шарнирно соединен с началом последующего (расположенного ниже) прямого лотка 7 и с откидным козырьком 14, а другим опирается на выступ 15 вертикальной стойки 8. Подачу заготовки из отводного лотка 13 в технологическое оборудование 4 обеспечивают станочные манипуляторы 16. Вертикальные стойки 8 имеют привод 17, перемещающий пакопитель 3 при необходимости из рабочей позиции в позицию загрузки и обратно. Магазин 1 имеет несколько питающих лотков 18, на концах которых установлены отсекатели 19, взаимодействующие при загрузке с наклонными лотками 7. Откидные козырьки 14 зигзагообразных лотков 9 взаимодействуют с упорами 20 на питающих лотках 18.
На магазине 1 установлен кулачок 21, взаимодействующий с датчиком б, и механизм 22 фиксации магазина 1, выполненный, например, в виде выдвижного упора.
Транснортно-накопительная система автоматизированного участка работает следую- п;им образом.
При отсутствии заготовок в прямых лотках 7 и наличии их только в отводном лотке 13 поступает сигнал с датчика 12 контроля наличия деталей. Включается привод тележки магазина 1, который перемещает магазин 1 в позицию загрузки соответствуюп1его накопите.чя 3.
0
Контроль положения тележки 2 в позиции загрузки определяется при помощи датчиков 6, которые включаются от кулачка 21, установленного на магазине 1. При включении датчика 6 привод тележ- ки отключается и одновременно выдвигается выдвижной унор механизма 22 фиксации, который входит в гнездо 5 и фиксирует магазин 1. Последний устанавливается в фиксированном положении, необходимом для
0 загрузки накопителя 3 заготовками.
Одновременно фиксацией магазина 1 привод перемещает накопитель 3 из рабочей позиции в позицию загрузки. При загрузке накопителя 3 оборудование 4 продолжает работать, используя оставшиеся в от5 водном лотке 13 заготовки. Прямые лотки 7 в процессе движения к загрузочной позиции сближаются друг с другом но вертикали благодаря 1парнирному закреплению на вертикальных стойках 8. Зигзагообразные лотки 9, скользя незакрепленным кольцом по выступу 15, уменьшают угол своего наклона и размещаются между лотками 7. Откидные козырьки 14, взаимодействуя с упорами 20 на питаюп1их лотках 18, приподнимаются над лотками 7. Последние, вза5 имодействуя с отсекателями 19 загрузочных лотков 18, отк|)ывают их, а подпружиненные отсекатели 10 на концах прямых лотков 7 при этом закрыты. Заготовки получают свободный доступ из магазина 1 к прямым лоткам 7. Они самотеком посту0 пают из магазина 1 по питающим лоткам 18 в лотки 7. Происходит одновременная многоканальная загрузка лотков 7 накопителя 3. После заполпения заготовками наклонных лотков привод 17 перемещает накопитель 3 в рабочую позицию. При отходе
5 лотков 7 от питающих лотков 18 закрываются отсекатели 19, предотвращая тем самым произвольное выпадание заготовок из ;1отков 18. При перемещении накопителя из позиции загрузки в рабочую позицию лотки 7 раздвигаются, а зигзагообразные лотки 9, скользя по выступу 15, увеличивают угол своего наклона и соединяют конец предыдупдего лотка 7 (расположенного выше) с началом последующего лотка 7 (расположенного ниже). Откидные ко5 зырьки 14 опускаются. Образуется единый транспортный канал, состоящий из соединенных последовательно лруг с другом лотков 7 и зигзагообразных лотков 9. В рабочей позиции нижний лоток 7 стыкуется с отводным лотком 13. Отсекатели 10,
0 взаимодействуя с упорами 11, открываются и заготовки из верхних :IOTKOB 7 самотеком поступают по зигзагообразным лоткам 9 и расположенным ниже . юткам 7 в отводной лоток 13, образуя непрерывный поток заготовок к оборудованию 4. Таким образом технологическое оборудование 4 постоянно обеспечивается заготовками через трапспортно-накопительную систему участка.
0
5
«-5
м
u
: 8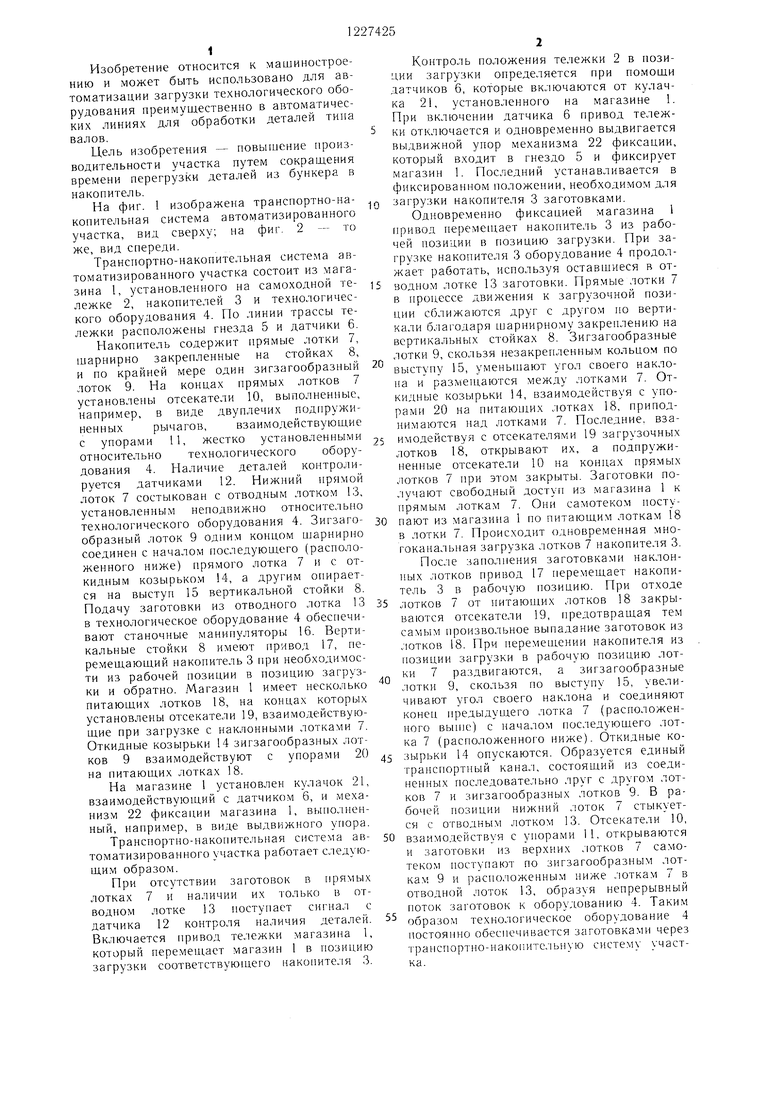
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Транспортно-накопительная система автоматической линии | 1982 |
|
SU1146178A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Магазин-накопитель цилиндрических деталей | 1976 |
|
SU704757A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для подачи с промежуточной перекладкой заготовок к обрабатывающей машине | 1983 |
|
SU1127675A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 0 |
|
SU246290A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
