2, Способ измерения параметров стыка между соединяемыми кромка ш деталей, при котором наносят две копирные линки, при этом первзто ко- пирную линию наносят на поверхность одной детали на заданном расстоянии относительно кромки, определяют параметры стыка по двум копирным линиям, отличающийся тем, что, с целью упрощения измерений, вторую копирную линию наносят на том же заданном расстоянии, что и первую, относительно середины стыка на поверхность той же детали,, пш- рину стыка определяют как удвоенное растояние между копирными линиями.
Изобретение относится к сварочному производству и может быть использовано для измерения параметров в зависимости от ширины зазора в стыке.
Цель изобретения - упрощение измрений.
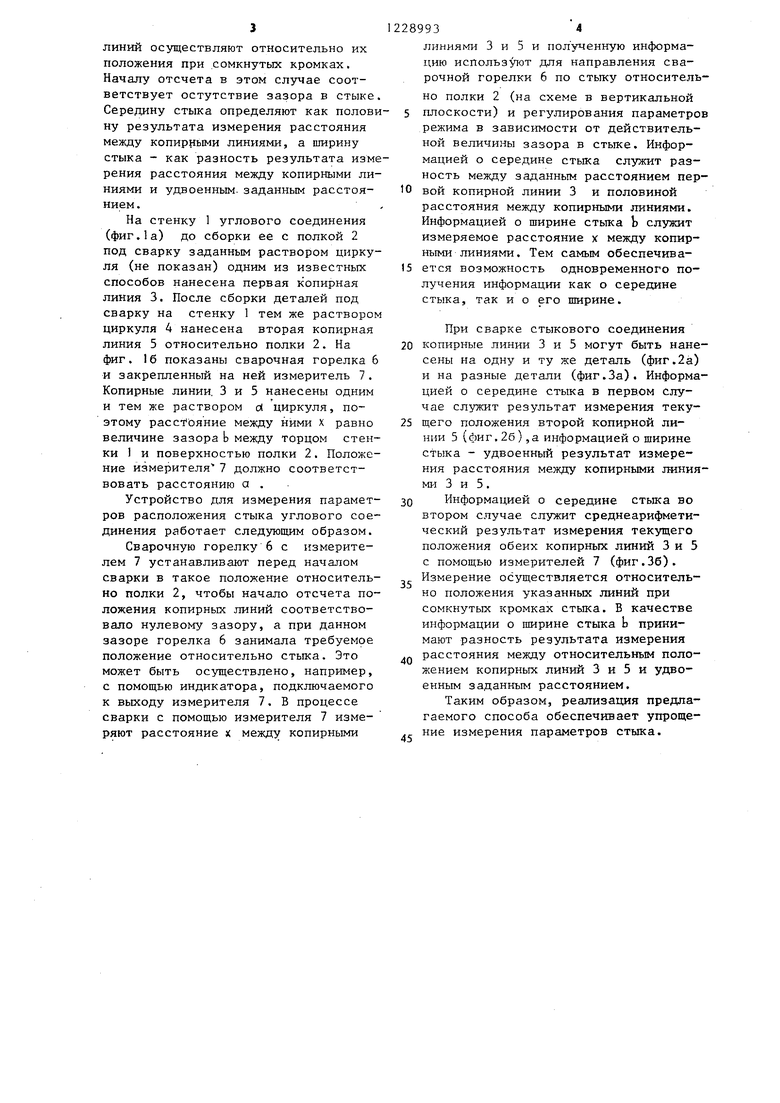
На фиг. 1а, 2а и За показано на- несение дополнительной копирной линии; на фиг.16, 26, Зб - измерение параметров расположения стыка соответственно для соединений: углового стыкового при одностороннем расположении копирных линий и стыкового при двустороннем их расположении.
Согласно предлагаемому способу перед сборкой углового соединения под сварку на поверхность стенки на заданном расстоянии от привариваемой кромки стенки, например, с помощью циркуля наносят первую копирную линию, затем после сборки стенки и полки в положение для сварки на том же расстоянии, но уже относительно поверхности полки, наносят вторзто копирную линию, и измеряют расстояние между копирными линиями. Результат измерения будет различные. в зависимости от величины зазора между торцовой поверхностью стенки, прилегающей к полке, и поверхностью полки, так как обе линии нанесены
28993
3, Способ измерения параметров стыка между соединяемыми кромками деталей, при котором две копирные линии наносят на поверхность одной детали на заданном расстоянии относительно кромки, определяют параметры стыка по дв:/м копирным линиям. Отличающийся тем, что, с целью упрощения измерений, вторую линию наносят на том же заданном расстоянии, что и первую, относительно кромки на второй детали, середину стыка определяют как половину результата измерения расстояния, между копирными линиями, а ширину стыка - как разность результата измерения расстояния между копирными линиями и удвоенным заданным расстоянием.
на одном и том же расстоянии (одним раствором циркуля), но относительно разных поверхностей. При отсутствии зазора копирные линии совпадают. При наличии-зазора о ширине стыка судят по результату измерения расстояния между копирнымн линиями, а середину стыка определяют как разность между заданным расстоянием и
половиной ширины Стыка.
Для стыкового соединения первую копирную линию наносят известным способом на заданном расстоянии от одной из кромок свариваемых деталей до их
сборки. Вторую копирную линию наносят либо после сборки деталей под сварку, либо в случае использования при сборке прихваток, т.е. до операции сборки, но по второму варианту, т е. на вторую деталь. При нанесении копирных линий на одну и ту же поверхность вторую копирную линию наносят на одном и том же расстоянии от середины стыка, середину стыка оп
ределяют по результату измерения текущего положения второй копирной линии, а ширину стыка по удвоенному результату измерения расстояния между копирными линиями.
При нанесении копирных линий на различные поверхности свариваемых деталей измерение положения копирных
линий осуществляют относительно их положения при сомкнутых кромках. Началу отсчета в этом случае соответствует остутствие зазора в стыке Середину стыка определяют как половину результата измерения расстояния между копирными линиями, а ширину стыка - как разность результата измерения расстояния между копирными линиями и удвоенным- заданным расстоянием .
На стенку 1 углового соединения (фиг.1 а) до сборки ее с полкой 2 под сварку заданным раствором циркуля (не показан) одним из известных способов нанесена первая копирная линия 3. После сборки деталей под сварку на стенку 1 тем же раствором циркуля 4 нанесена вторая копирная линия 5 относительно полки 2. На фиг. 1 б показаны сварочная горелка 6 и закрепленный на ней измеритель 7. Копирные линии. 3 и 5 нанесены одним и тем же раствором d циркуля, поэтому расстояние между ними X равно величине зазора b между торцом стенки 1 и поверхностью полки 2. Положение измерителя 7 должно соответствовать расстоянию а .
Устройство для измерения параметров расположения стыка углового соединения работает следующим образом.
Сварочную горелку 6 с измерителем 7 устанавливают перед началом сварки в такое положение относительно полки 2, чтобы начало отсчета положения копирных линий соответствовало нулевому зазору, а при данном зазоре горелка 6 занимала требуемое положение относительно стыка. Это может быть осуществлено, например, с помощью индикатора, подключаемого к выходу измерителя 7. В процессе сварки с помощью измерителя 7 измеряют расстояние х между копирными
289934
линиями 3 и 5 и пол ученную информацию использутот для направления сварочной горелки 6 по стыку относительно полки 2 (на схеме в вертикальной 5 плоскости) и регулирования параметров режима в зависимости от действительной величины зазора в стыке. Информацией о середине стыка служит разность между заданным расстоянием пер- 0 вой копирной линии 3 и половиной расстояния между копирными линиями. Информацией о ширине стыка Ь служит измеряемое расстояние х между копирными линиями. Тем самым обеспечива- 15 ется возможность одновременного получения информации как о середине стыка, так и о его ширине.
При сварке стыкового соединения
20 копирные линии 3 и 5 могут быть нанесены на одну и ту же деталь (фиг.2а) и на разные детали (фиг.За). Информацией о середине стыка в первом случае служит результат измерения теку25 щего положения второй копирной линии 5 (фиг,2б) ,а информацией о ширине стыка - удвоенный результат измерения расстояния между копирными линиями 3 и 5 .
30 Информацией о середине стыка во втором случае служит среднеарифметический результат измерения текущего положения обеих копирных линий 3 и 5 с помощью измерителей 7 (фиг.Зб). Измерение осуществляется относительно положения указанных линий при сомкнутых кромках стыка. В качестве информации о ширине стыка Ь принимают разность результата измерения
.Q расстояния между относительным положением копирных линий 3 и 5 и удвоенным заданным расстоянием.
Таким образом, реализация предлагаемого способа обеспечивает упроще. ние измерения параметров стыка.
35
а
f
5
Фиг. 2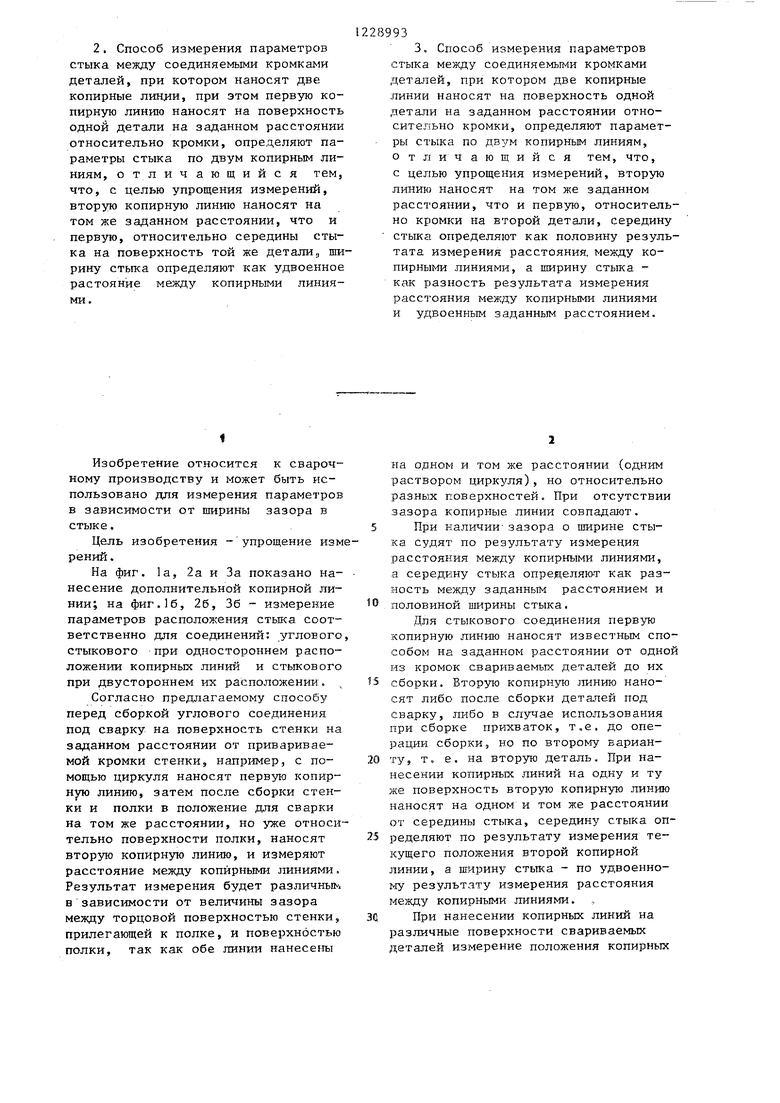
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| Способ сварки | 1987 |
|
SU1454601A1 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| СПОСОБ СБОРКИ СТЫКОВОГО СОЕДИНЕНИЯ ТРУБ ПОД СВАРКУ | 2003 |
|
RU2254970C2 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Электромагнитный датчик параметров стыка сварного соединения | 1987 |
|
SU1433676A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Способ автоматической сварки под флюсом стыковых соединений | 1986 |
|
SU1400818A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
1. Способ измерения параметров стыка между соединяемыми кромками деталей, при котором наносят две копирные линии, при этом первую ко- пирную линию наносят на поверхность одной детали на заданном расстоянии относительно кромки, определяют параметры стыка по двум копирным линиям, отличающийся тем, что, с упрощения измерений, вторую копирнлто линию наносят на том же заданном расстоянии, что и первую, относительно поверхности второй детали, ширину стыка определяют по результату измерения расстояния между копирными линиями, а середину стыка определяют как разность между заданньп расстоянием и полови- ,ной ширины стыка. а 
6
Редактор А.Сабо
Составитель Г.Чайковский Техред В.Кадар
2403/10
Тираж 1001Подписное
ВНИНПИ Государственного комитета СССР
по делам изобретений и открытий 3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор Е.Рошко
| Способ измерения параметров расположенияКРОМОК СТыКА | 1978 |
|
SU804276A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чвертко А.И | |||
| и др | |||
| Оборудование для механизированной дуговой сварки и наплавки | |||
| М.: Махииностроение, 1981, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Способ слежения по стыку при электродуговой сварке | 1978 |
|
SU712213A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
