f
( Изобретение относится к машиностроению и может быть использовано при изготовлении изделий типа баллонов.
Целью изобретения является расширение технологических возможностей за счет последовательного монтажа резиновых амортизирующих колец на наружную поверхность базовой детали на значительном расстоянии друг от друга.
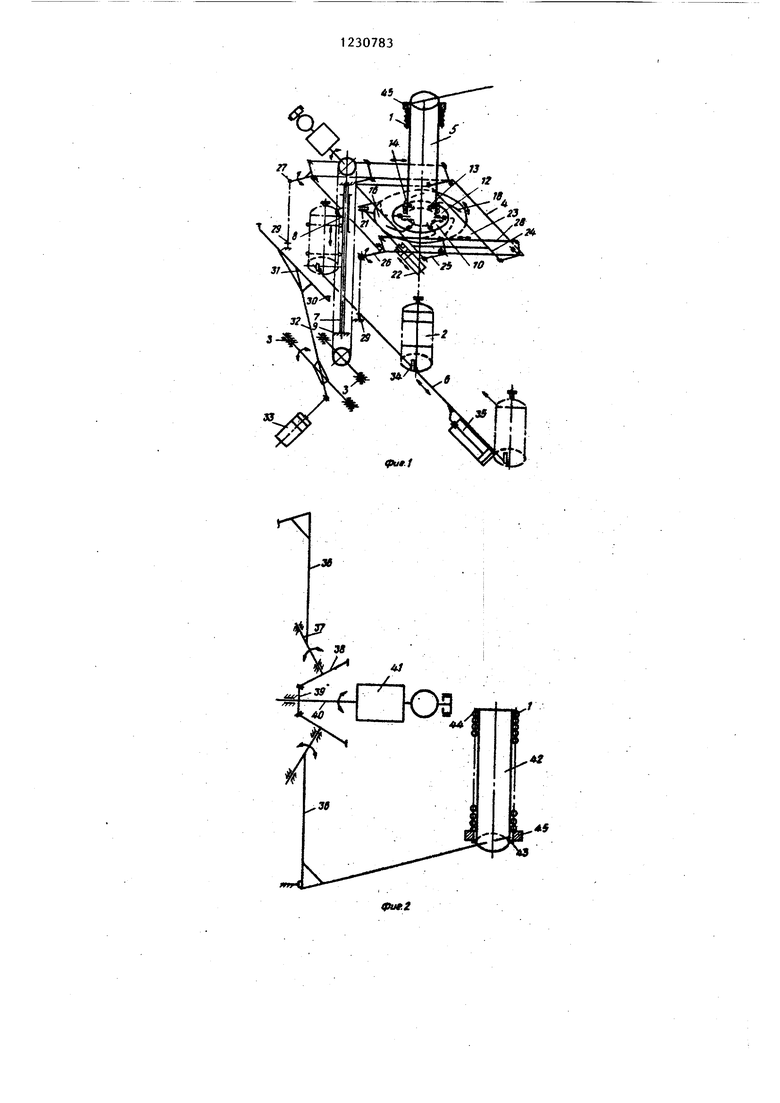
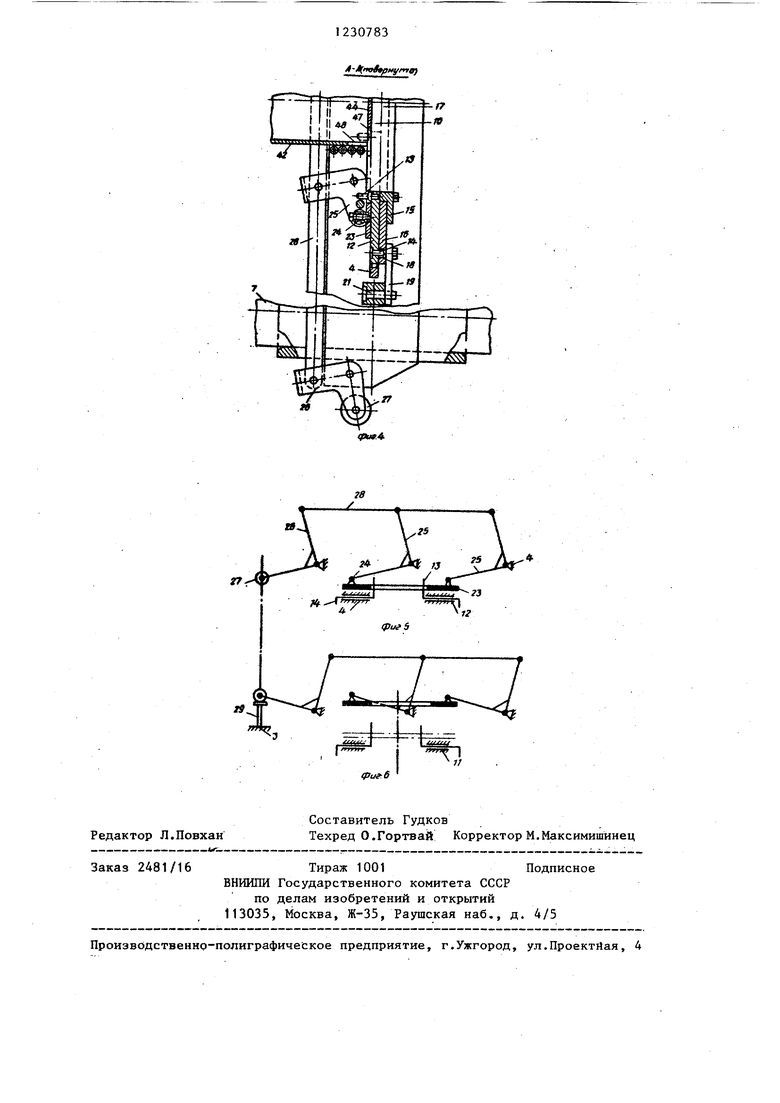
На фиг. 1 представлена схема автомата для монтажа амортизирующих колец; на фиг. 2 - схема приводов по воротных магазинов для амортизирующих колец; на фиг. 3 - стол и силовой орган, автомата, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - схема привода силового бр- гана в исходном положении; на фиг.6 то же, в момент сброса амортизирующего кольца.
Автомат для монтажа амортизирующих колец 1 на цилиндрические детали-баллоны 2 содержит раму 3 с размещенными на ней столом 4, магазинами 5 для амортизирующих колец и шаговым конвейером 6 для траспортировки баллонов 2.
Стол 4 установлен на колонне 7 рамы 3 посредством направляющих 8 и снабжён цепным приводом вертикального перемещения 9. В столе 4 выполнены центральное отверстие 10 с диаметром большим чем наружный диаметр баллонов, и симметричные ему шесть радиальных пазов 11, в которых размещены ползуны 12 со стержневыми захватами 13 и направленными вниз хвостовиками 14. Снизу под столом 4 на жестко соединенном с ним фланце 15 установлен поворотный диск 16, в котором имеется центральное отверс- тие 17, соосное и равное по диаметру отверстию 10, а также выполнены шесть симметричных ему спиральных пазов 18, в которых установлены хвостовики 14 ползунов 12. Поворотный диск 16 снабжен проушиной 19 с радиальным пазом 20, в котором размещен подвижно штифт 21, установленный на штоке пневмоцилиндра 22, закрепленного на торце стола 4. Сверху на столе 4 расположен силовой орган 23 с отверстием, соосным и равным по диаметру отверстию.10, по краям которого имеются горизонательные цапфы 24, Каж
to
25
30
5
230783
дан цапфа 24 шарнирно соединена с двуплечими рычагами 25, установленными с возможностью поворота на столе 4, на переднем по отношению к ко5 лонне 7 крае которого параллельно пот воротным рычагам 25 установлены также двуплечие поворотные рычаги 26, горизонтальные плечи которых снабжены роликами 27. Поворотные рычаги 25 и 26 на каждой боковой стороне стола 4 связаны между собой посредством штанг 28, соединенных с их вертикальными плечами шарнирно. На пути перемещения роликов 27 рычагов 26 на раме 3 установлены на уровне нижнего надеваемого на баллон 2 амортизирующего кольца 1 неподвижные упоры 29. На уровне верхнего надеваемого на баллон кольца 1 размещены
20 подвижные упоры 30, установленные на балке 31, закрепленной на поворотном рычаге 32, связанном с пневмоци- линдром 33.
Шаговый конвейер 6 выполнен в виде штанги с подпружиненными юбач- ками 34, приводимой в возвратно-поступательное движение пневмоцилинд- ром 35.
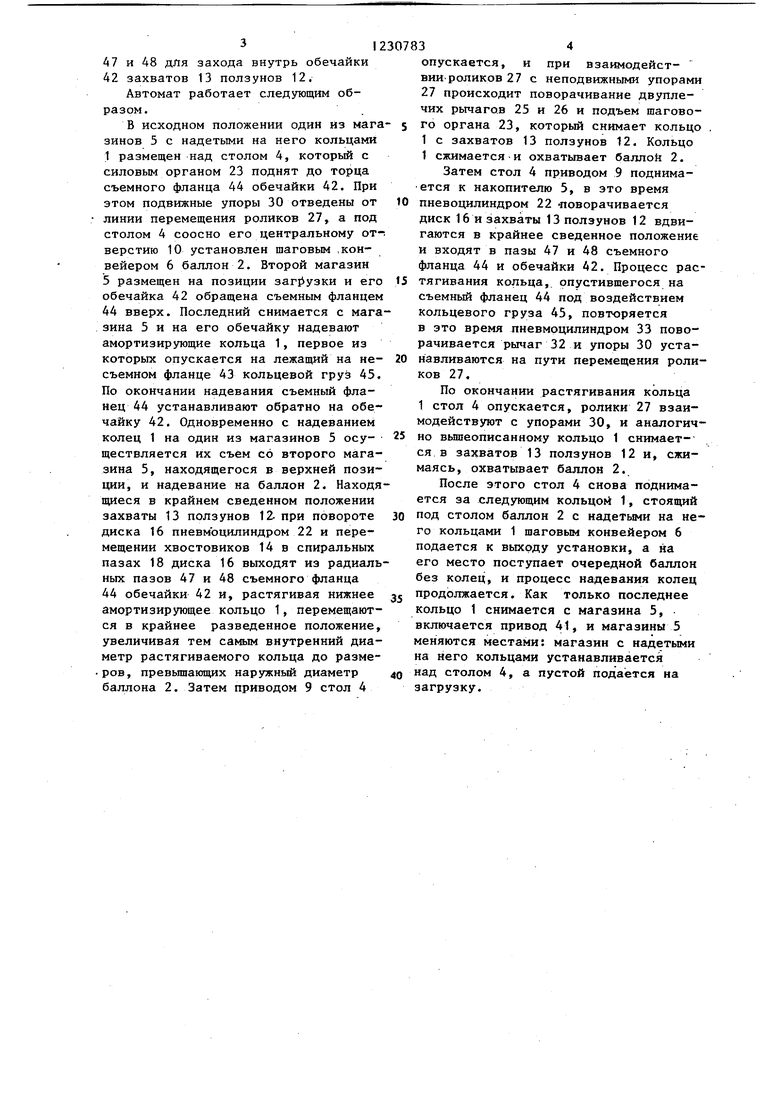
Система магазинов амортизирующих колец содержит два Г-образных кронштейна 36, размещенных в кососиммет- ричной вертикальной плоскости и пересекающихся между собой так, что линия их пересечения совпадает с вертикальной осью центрального отверстия 10 стола 4, а угол между ними, например, равен 45. Кронштейны 36 жестко закреплены на перпендикулярных им валах 37, на которых установлены ко4Q нические шестерни 38. Каждая из этих шестерен находится в зацеплении с конической шестерней 39, вал 40 которой соединен с приводом 41.
35
45
50
На каждом кронштейне 36 закреплена обечайка 42 так, что ее продольная ось при размещении в верхнем положении совпадает с осью центрального отверстия стола. Обечайка имеет по несъемному и съемному фланцу, соответственно 43 и 44, наружные диаметры которых равны или больше, чем наружные диаметры колец 1, и снабжены охватывающим ее и свободно перемещаемым кольцевым грузом 45. Съем- 55 ный фланец 44 фиксируется на обечайке 42 замками 46 байонетного типа. В съемяом фланце 44 и обечайке 42 выполнены совмещенные радиальные пазы
47 и 48 для захода внутрь обечайки 42 захватов 13 ползунов 12,
Автомат работает следующим образом.
В исходном положении один из магазинов 5 с надетыми на него кольцами 1 размещен над столом 4, который с силовым органом 23 поднят до торца съемного фланца 44 обечайки 42. При этом подвижные упоры 30 отведены от линии перемещения роликов 27, а под столом 4 соосно его центральному от-. верстию 10 установлен щаговым .конвейером 6 баллон 2. Второй магазин 5 размещен на позиции и его обечайка 42 обращена съемным фланцем 44 вверх. Последний снимается с магазина 5 и на его обечайку надевают амортизирующие кольца 1, первое из которых опускается на лежащий на несъемном фланце 43 кольцевой груз 45, По окончании надевания съемный фланец 44 устанавливают обратно на обечайку 42. Одновременно с надеванием колец 1 на один из магазинов 5 осуществляется их съём со второго магазина 5, находящегося в верхней позиции, и надевание на баллон 2. Находящиеся в крайнем сведенном положении захваты 13 ползунов 12- при повороте диска 16 пневмоцилиндром 22 и перемещении хвостовиков 14 в спиральных пазах 18 диска 16 выходят из радиальных пазов 47 и 48 съемного фланца 44 обечайки 42 и, растягивая нижнее амортизирующее кольцо 1, перемещаются в крайнее разведенное положение, увеличивая тем самым внутренний диаметр растягиваемого кольца до разме- ров, превьппающих наружный диаметр баллона 2. Затем приводом 9 стол 4
опускается, и при взаимодействии роликов 27с неподвижными упорами 27 происходит поворачивание двуплечих рычагов 25 и 26 и подъем шагово- го органа 23, который снимает кольцо . 1 с захватов 13 ползунов 12. Кольцо 1 сжимаетсяи охватывает баллой 2.
Затем стол 4 приводом 9 поднимается к накопителю 5, в это время
пневоцилиндром 22 поворачивается диск 16 и захваты 13 ползунов 12 вдвигаются в крайнее сведенное положение и входят в пазы 47 и 48 съемного фланца 44 и обечайки 42. Процесс растягивания кольца, опустившегося на съемный фланец 44 под воздействием кольцевого груза 45, повторяется в это время пневмоцилиндром 33 поворачивается рычаг 32 и упоры 30 устанавливаются на пути перемещения роликов 27,
По окончании растягивания кольца 1 стол 4 опускается, ролики 27 взаимодействуют с упорами 30, и аналогично вышеописанному кольцо 1 снимается в захватов 13 ползунов 12 и, сжимаясь, охватывает баллон 2,
После этого стол 4 снова поднимается за следующим кольцо 1, стоящий
под столом баллон 2 с надетыми на него кольцами 1 шаговым конвейером 6 подается к выходу установки, а на его место поступает очередной баллон без колец, и процесс надевания колец
продолжается. Как только последнее кольцо 1 снимается с магазина 5, включается привод 41, и магазины 5 меняются местами: магазин с надетыми на него кольцами устанавливается
над столом 4, а пустой подаётся на загрузку.
фи.{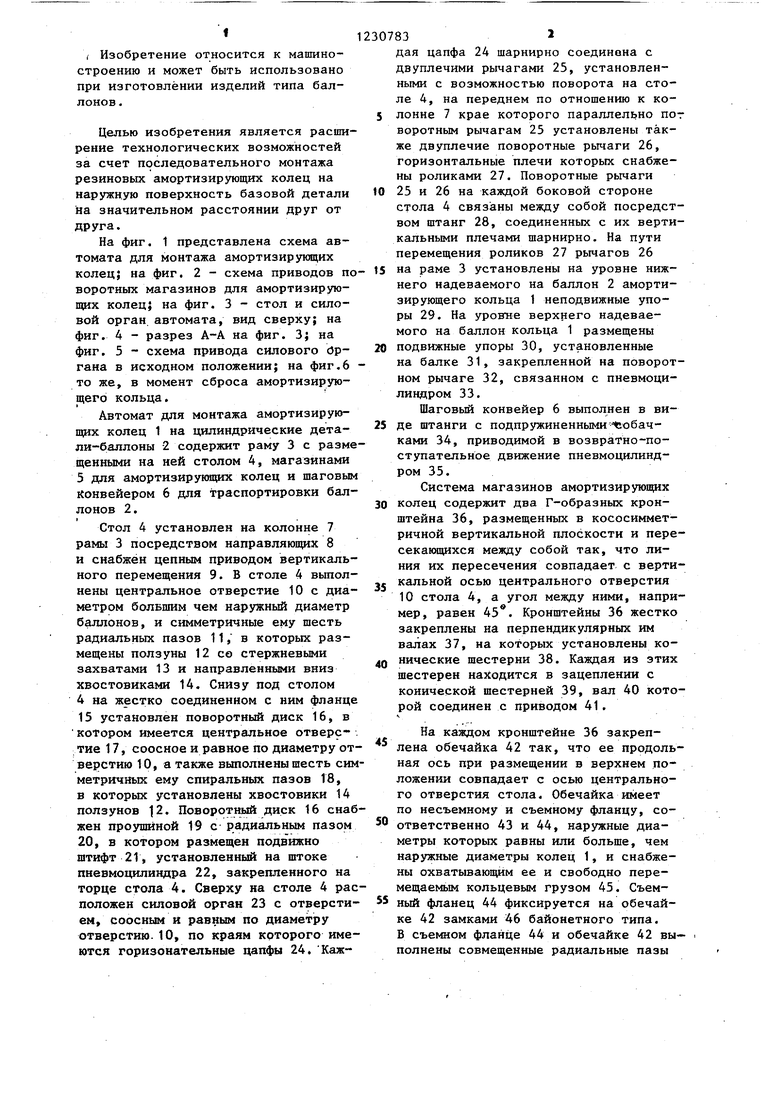
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |

U7
4
fKCAKj
Л-Л(тЙ9рнута)
г9
1}
tpaf:6
Редактор Л.Повхан
Составитель Гудков.
Техред О.Гортвай Корректор М.Максимишинец
Заказ 2481/16Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектйая, 4
| Устройство для монтажа комплекта эластичных колец в наружные канавки цилиндрических деталей | 1977 |
|
SU740473A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
