10
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в рабочую зону пресса.
Цель изобретения - повышение надежности в работе.
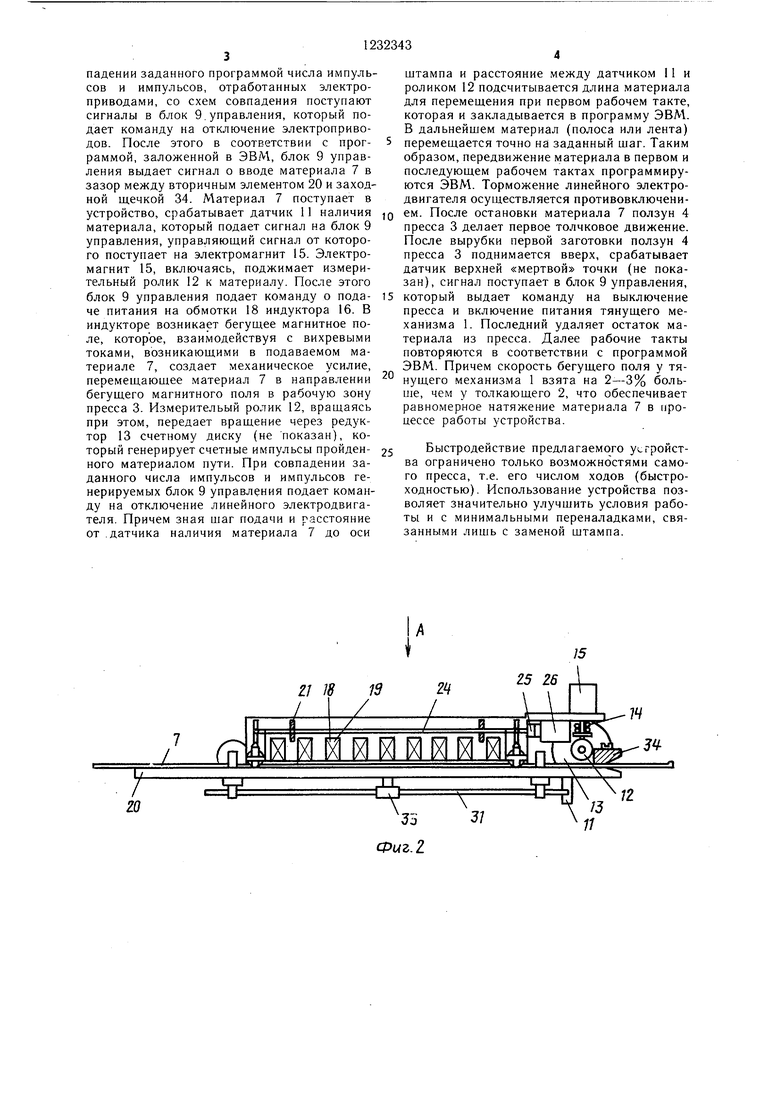
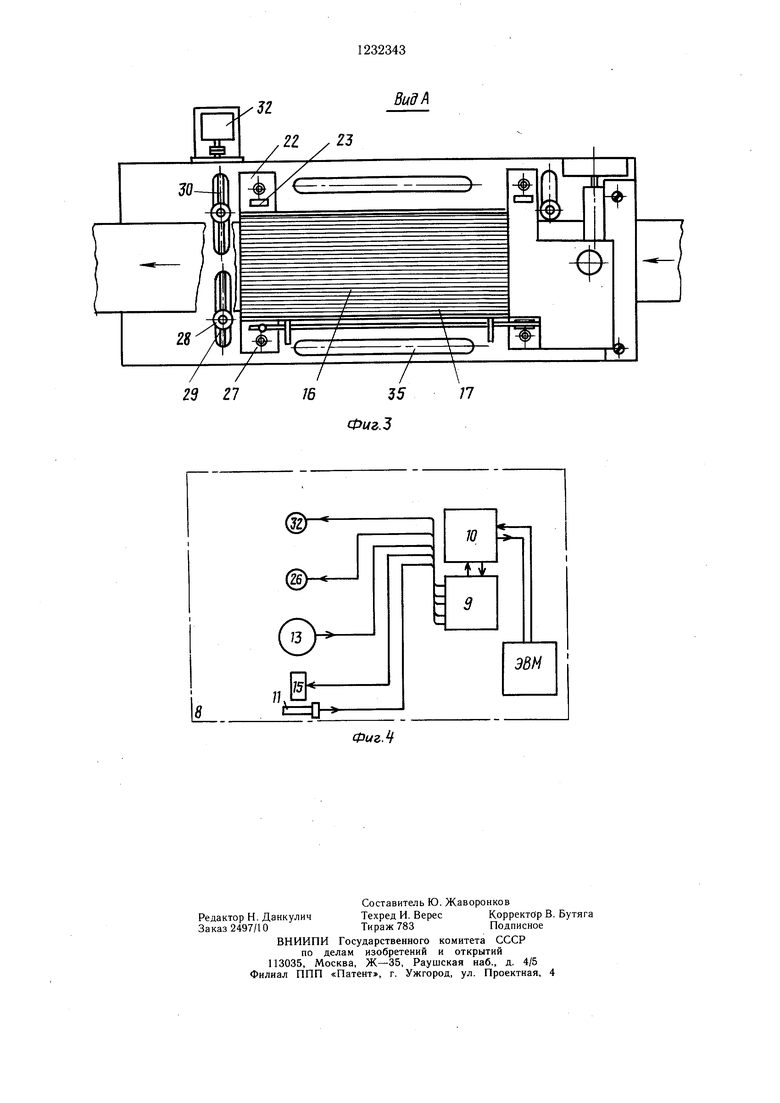
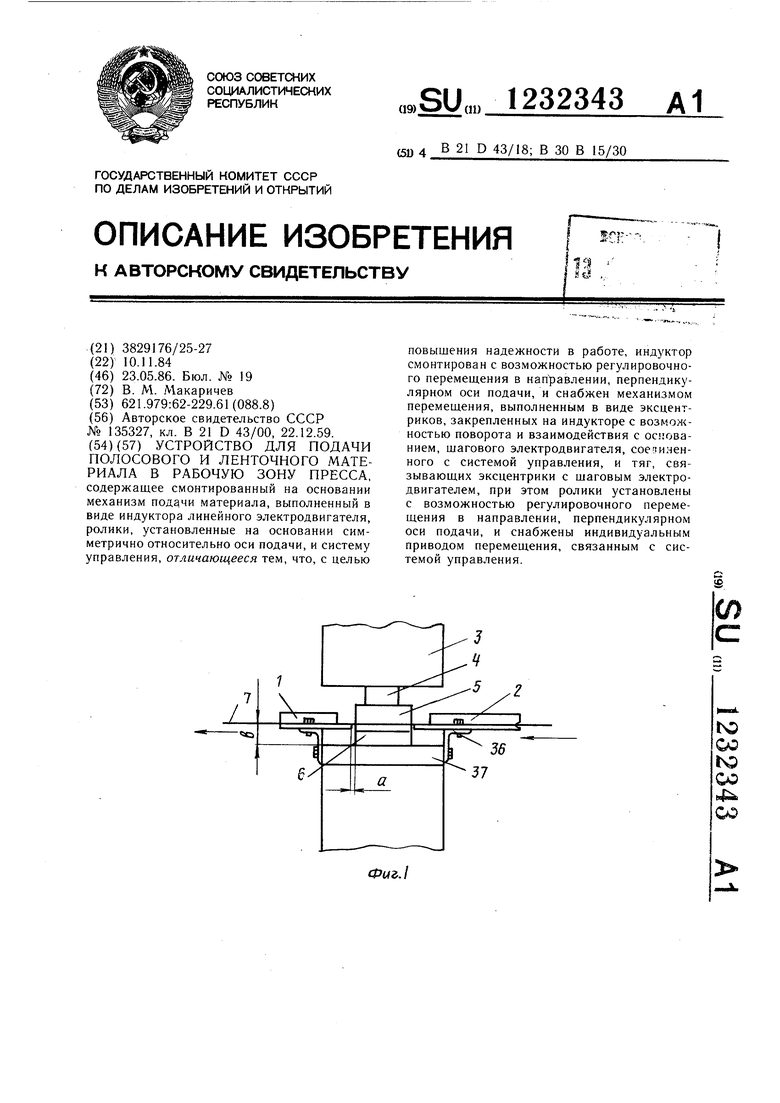
На фиг. 1 изображено устройство для подачи полосового и ленточного материала в рабочую зону пресса; на фиг. 2 - механизм подачи; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - система управления.
Устройство для подачи полосового и ленточного материалов в рабчую зону пресса содержит тянупхий подающий механизм 1, толкающий подающий механизм 2, между которыми расположен пресс 3 с ползуном 4, несущим пуансон 5, взаимодействующий с 15 матрицей 6, установленной на прессе, и подаваемым материалом 7 (полосой и лентой).
Устройство также содержит систему 8 управления, связывающую подающие механизмы 1 и 2 и пресс 3, которая состоит из блока 9 управ.тения, из которого выдаются управляющие сигналы, соединенного двусторонней связью с программатором 10, связанного двусторонней связью с ЭВМ. Систе20
подаваемого материала 7. Движение роликам 28 передается через винт 30 и тяги 31 от электропривода 32, связанного через генератор импульсов (не показан) с блоком 9 управления 9 (в соответствии с программой). Крестовина 33 служит для поворота тяг 31. Заходная щечка 34 совместно с вторичным элементом 20 образует ловитель материала 7. Паз 35 во вторичном элементе служит для перемещения толкающего механизма 2 по уголку 36 по установке его на пресс 3 с тем, чтобы расстояние а между матрицей 6 щтампа и механизмом было постоянным и не зависело от размера щтампа.
Уголок 36 с пазом установлен на под- щтамповой плите 37 пресса 3 с возможностью перемещения по высоте с тем, чтобы расстяние в можно было менять в зависимости от высоты щтампа так, чтобы высота матрицы 6 щтампа была на 3-4 мм ниже уровня движения материала. Тянущий механизм 1 подачи выполнен аналогично толкающему, но без счетно-импульсного механизма.
Устройство работает следующим образом. В начальный момент времени тянущий 1
ма управления также состоит из датчика 11, 25 и толкающий 2 механизмы обесточены и наналичия материала,установленного у толкающего механизма 2, связанного с блоком 9 управления, и счетноимпульсного механизма, выполненного из считывающего измерительного ролика 12, движение которого через
ходятся в исходном положении, т.е. величина зазора между магнитопроводом 17 и вторичным элементом 20 равна нулю, ролики 28 расположены в пазах вторичного элемента в крайних точках, например.
редуктор 13 передается на генератор им- 30 сомкнувшись друг с другом. Ползун 4 преспульсов (не показан), связанный с блоком 9 управления.
Пружины 14 обеспечивают постоянный надежный прижим считывающего ролика 12 к материалу. Электромагнит 15, связанный с
са 3 расположен в верхней «мертвой точке. При подготовке устройства к работе оператор вводит данные через ЭВМ в программатор 10 системы 8 управления о толщине, ширине подаваемого материала, щаге подаблоком 9 управления, обеспечивает подъем 35 чи, типе щтампа, количестве изготовляе- считывающего ролика 12. Толкающий подаю- мых деталей. Из программатора 10 програмщий механизм 2 подачи материала выполнен в виде линейного электродвигателя, содержащего индуктор 16, включающий в себя шихтованный магнитопровод 17 и обмотки 18, уложенные в пазы 19, и вторичный элемент 20. На магнитопроводе 17 с помощью щпилек 21 закреплены накладки 22, служащие для размещения на них отдельных деталей и механизмов и как жесткие сило40
ма поступает в блок 9 управления, который выдает команду на включение электропривода 32, раздвигающего ролики 28 через тягу 31 в соответствии с заданной щири- ной материала. Одновременно из блока 9 управления поступает сигнал о включении шагового электродвигателя 26, который, включаясь, перемещает тягу 24 (влево или вправо), соответственно поворачивая все
ма поступает в блок 9 управления, который выдает команду на включение электропривода 32, раздвигающего ролики 28 через тягу 31 в соответствии с заданной щири- ной материала. Одновременно из блока 9 управления поступает сигнал о включении шагового электродвигателя 26, который, включаясь, перемещает тягу 24 (влево или вправо), соответственно поворачивая все
вые элементы при сборке индуктора 16. На 45 четыре эксцентриковые ролики 23. Тем санакладках размещены четыре попарно установленных эксцентриковых ролика 23, соединенных тягой 24 через эластичную муфту 25 с шаговым электродвигателем 26, связанным через генератор импульсов (не помым индуктор 16 перемещается относительно вторичного элемента 20 по вертикали, устанавливая необходимую величину зазора линейного электродвигателя в соответствии с заданной толщиной подаваемого материаказан) с блоком 9 управления. С помощью 50 ла. Величины воздушного зазора между ма- роликов 23 регулируется величина зазора териалом 7 и индуктором 16 и между мамежду индуктором 16 и вторичным элементом 20. Перемещение индуктора 16 и вторичного элемента 20 происходит по направляющим щпилькам 27. В.пазах вторичного элемента 20 механизма 2 подачи установлены ролики 28 на оси 29 с возможностью взаимодействия с боковыми кромками
55
териалом 7 и вторичным элементом 20 устанавливаются с высокой точностью (±0,1 мм) Расстояние между роликами 28 и расстояние, между индуктором 16 и вторичным элементом 20 отсчитывается с помощью генераторов импульсов (не показаны), связанных с электроприводами (не показаны). При сов
подаваемого материала 7. Движение роликам 28 передается через винт 30 и тяги 31 от электропривода 32, связанного через генератор импульсов (не показан) с блоком 9 управления 9 (в соответствии с программой). Крестовина 33 служит для поворота тяг 31. Заходная щечка 34 совместно с вторичным элементом 20 образует ловитель материала 7. Паз 35 во вторичном элементе служит для перемещения толкающего механизма 2 по уголку 36 по установке его на пресс 3 с тем, чтобы расстояние а между матрицей 6 щтампа и механизмом было постоянным и не зависело от размера щтампа.
Уголок 36 с пазом установлен на под- щтамповой плите 37 пресса 3 с возможностью перемещения по высоте с тем, чтобы расстяние в можно было менять в зависимости от высоты щтампа так, чтобы высота матрицы 6 щтампа была на 3-4 мм ниже уровня движения материала. Тянущий механизм 1 подачи выполнен аналогично толкающему, но без счетно-импульсного механизма.
Устройство работает следующим образом. В начальный момент времени тянущий 1
и толкающий 2 механизмы обесточены и находятся в исходном положении, т.е. величина зазора между магнитопроводом 17 и вторичным элементом 20 равна нулю, ролики 28 расположены в пазах вторичного элемента в крайних точках, например.
сомкнувшись друг с другом. Ползун 4 прессомкнувшись друг с другом. Ползун 4 пресса 3 расположен в верхней «мертвой точке. При подготовке устройства к работе оператор вводит данные через ЭВМ в программатор 10 системы 8 управления о толщине, ширине подаваемого материала, щаге пода чи, типе щтампа, количестве изготовляе- мых деталей. Из программатора 10 програм
ма поступает в блок 9 управления, который выдает команду на включение электропривода 32, раздвигающего ролики 28 через тягу 31 в соответствии с заданной щири- ной материала. Одновременно из блока 9 управления поступает сигнал о включении шагового электродвигателя 26, который, включаясь, перемещает тягу 24 (влево или вправо), соответственно поворачивая все
четыре эксцентриковые ролики 23. Тем самым индуктор 16 перемещается относительно вторичного элемента 20 по вертикали, устанавливая необходимую величину зазора линейного электродвигателя в соответствии с заданной толщиной подаваемого материала. Величины воздушного зазора между ма- териалом 7 и индуктором 16 и между мала. Величины воздушного зазора между ма- териалом 7 и индуктором 16 и между ма
териалом 7 и вторичным элементом 20 устанавливаются с высокой точностью (±0,1 мм) Расстояние между роликами 28 и расстояние, между индуктором 16 и вторичным элементом 20 отсчитывается с помощью генераторов импульсов (не показаны), связанных с электроприводами (не показаны). При совпадении заданного программой числа импульсов и импульсов, отработанных электроприводами, со схем совпадения поступают сигналы в блок 9. управления, который подает команду на отключение электроприводов. После этого в соответствии с программой, заложенной в ЭВМ, блок 9 управления выдает сигнал о вводе материала 7 в зазор между вторичным элементом 20 и заход- ной щечкой 34. Материал 7 поступает в устройство, срабатывает датчик 11 наличия материала, который подает сигнал на блок 9 управления, управляющий сигнал от которого поступает на электромагнит 15. Электромагнит 15, включаясь, поджимает измерительный ролик 12 к материалу. После этого блок 9 управления подает команду о подаче питания на обмотки 18 индуктора 16. В индукторе возникает бегущее магнитное поле, которое, взаимодействуя с вихревыми токами, возникающими в подаваемом материале 7, создает механическое усилие, перемещающее материал 7 в направлении бегущего магнитного поля в рабочую зону пресса 3. Измерительый ролик 12, вращаясь при этом, передает вращение через редуктор 13 счетному диску (не показан), который генерирует счетные импульсы пройденного материалом пути. При совпадении заданного числа импульсов и импульсов генерируемых блок 9 управления подает команду на отключение линейного электродвигателя. Причем зная щаг подачи и расстояние от .датчика наличия материала 7 до оси
щтампа и расстояние между датчиком 11 и роликом 12 подсчитывается длина материала для перемещения при первом рабочем такте, которая и закладывается в программу ЭВМ. В дальнейщем материал (полоса или лента) перемещается точно на заданный щаг. Таким образом, передвижение материала в первом и последующем рабочем тактах программируются ЭВМ. Торможение линейного электродвигателя осуществляется противовключениO ем. После остановки материала 7 ползун 4 пресса 3 делает первое толчковое движение. После вырубки первой заготовки ползун 4 пресса 3 поднимается вверх, срабатывает датчик верхней «мертвой точки (не показан), сигнал поступает в блок 9 управления,
5 который выдает команду на выключение пресса и включение питания тянущего механизма 1. Последний удаляет остаток материала из пресса. Далее рабочие такты повторяются в соответствии с программой ЭВМ. Причем скорость бегущего поля у тянущего механизма 1 взята на 2-3% боль- ще, чем у толкающего 2, что обеспечивает равномерное натяжение материала 7 в процессе работы устройства.
5 Быстродействие предлагаемого устройства ограничено только возможностями самого пресса, т.е. его числом ходов (быстроходностью). Использование устройства позволяет значительно улучщить условия работы и с минимальны.ми переналадками, связанными лишь с заменой штампа.
0
Фиг.2
52
Вид А
Г /
2S 27
16
I 35
77
Фиг.З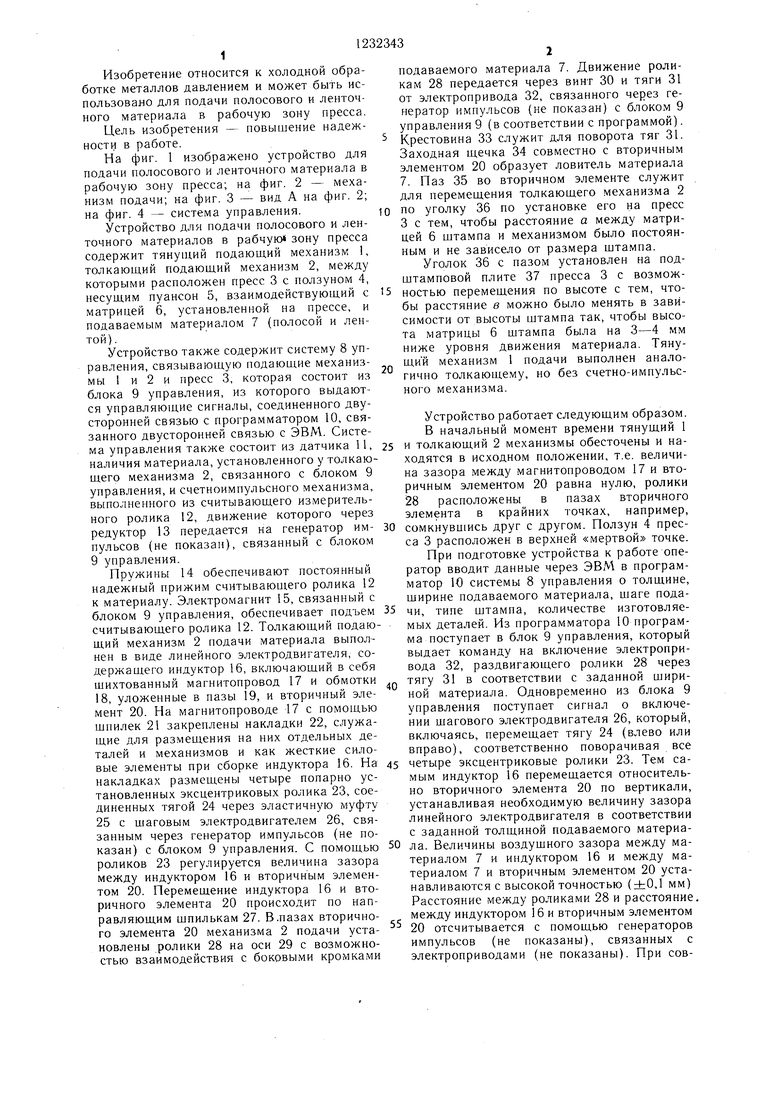
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса и удаления отходов | 1984 |
|
SU1166870A1 |
| Устройство для штамповки | 1985 |
|
SU1268256A1 |
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Устройство для подачи материала в рабочую зону обрабатывающей машины | 1978 |
|
SU745577A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1118463A1 |
| Способ стабилизации толщины изоляции кабеля и устройство для его реализации | 1982 |
|
SU1302248A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1983 |
|
SU1177012A1 |
| Механизм включения кривошипного пресса с приводной двухсторонней валковой подачей | 1981 |
|
SU1018860A1 |
ФигЛ
| Устройство для автоматизации, например, двухстоечного кривошипного пресса | 1959 |
|
SU135327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
