2. Штамп ПОП.1, отличающийся тем, что отверстия в планке
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов, предназначенных преимущественно для правки деталей криволинейной формы.
Цель изобретения - повьшение надежности работы штампа и расширение диапазона типоразмеров обрабатьшае- мых деталей.
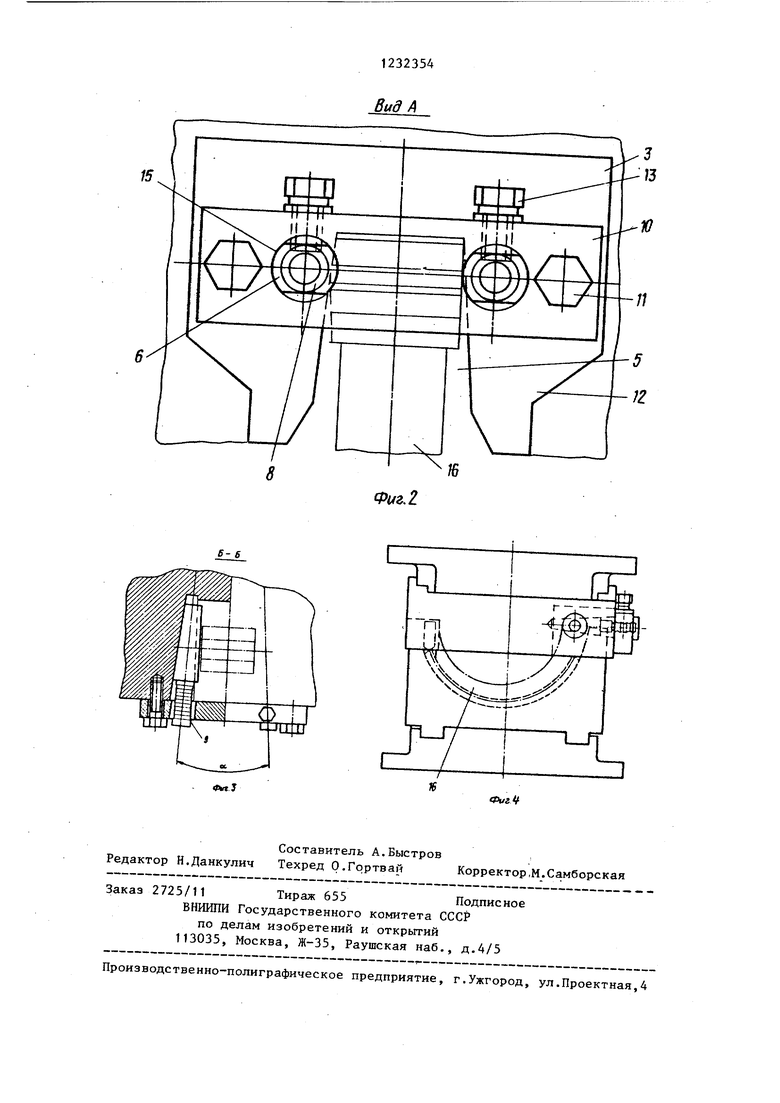
На фиг. 1 показан штамп в исходном положении, общий вид; на фиг.2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - штамп, в сомкнутом положении.
Штамп преимущественно для правки деталей криволинейной формы состоит из верхней 1 и нижней 2 плит, на которых соответственно закреплены рабочие инструменты 3 и 4. В рабочем инструменте 3 в вилкообразном гнезде 5 выполнены в наклонных стенках отверстия 6 для размещения в нических роликов 7. Оси роликов расположены между собой под углом of, , равным углу конусности образующей их поверхностей с целью получения параллельности сторон по внутреннему расстоянию между роликами. На ббльпвпс основаниях роликов имеются хвостовики 8, на которых вьшолнены кольцевые выемки 9.
Планка 10 закреплена болтами 11 к плоскости 12 рабочего инструмента 3 и в нее ввернуты стопорные болты 13, которые затягиваются гайками 14 Через овальные отверстия 15 планки проходят хвостовики 8 роликов 7.
выполнены овальными с расположением больших осей в горизонтальной плоскости.
Перед началом работы штампа производят регулировку зазора между роликами, исходя из высоты концевого участка обрабатьшаемой детали, например, заготовки тормозной колодки. Для этого, ослабив болты 13, передвигают за хвостовики 8 в нужном направлений ролики 7, закрепляя стопорными болтами 13 За счет ввода их в кольцевые выемки 9, но не зажимая, и затягивают гайки 14. После укладки детали 16 в рабочее гнездо инструмента производят опускание верхней плиты, осуществляя правку детали 16.
При подъеме плиты 1 вверх происходит освобождение обработанной детали от зацепления с роликами,после чего она удаляется из штампа. Зазор между роликами устанавливается от
практической целесообразности, исходя из высоты концевого участка обрабатьшаемой детали с целью ее полного и постоянного захвата роликами. В случае увеличенного размера этого участка детали по высоте ролики совершают обжатие ее поверхности,для удаления детали из штампа особого усилия не потребуется, так как ролики вращаются. Регулировка величи ны зазора между роликами происходит путем подачи их вперед или назад одновременно, а в случае значительного одностороннего отклонения концевого участка детали и необходимости перегиба ее для получения .остаточной деформации, один из роликов соответственно вьщвигается вперед, а другой - назад.
Вид А
15
х
/6
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ И СПОСОБ РЕЗКИ СПИРАЛЕШОВНЫХ ТРУБ ПОСРЕДСТВОМ НЕВРАЩАЮЩИХСЯ, ПЕРЕКРЫВАЮЩИХСЯ НОЖЕЙ (ВАРИАНТЫ) | 1998 |
|
RU2205728C2 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Штамп для гибки детали с двумяизОгНуТыМи учАСТКАМи | 1979 |
|
SU845973A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |
| ПРАВОЧНЫЙ ШТАМП | 2000 |
|
RU2201835C2 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| Штамп для гибки | 1976 |
|
SU602268A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |

е-6
Ф,аУ
Фиг
Составитель А.Быстров Редактор Н.Данкулич Техред О.Гортвай Корректор.М.Самборская
Заказ 2725/11 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 1972 |
|
SU433946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
