1
Изобретение относится к машиностроению, в частности к производст- , ЭУ машин для контактной точечной - сварки, оснащенных устройством для подачи поперечных стержней при изготовлении каркасных изделий.
Цель изобретения - расширение технологических возможностей и повьш1ение производительности за счет сокращения времени ыемки готового изделия.
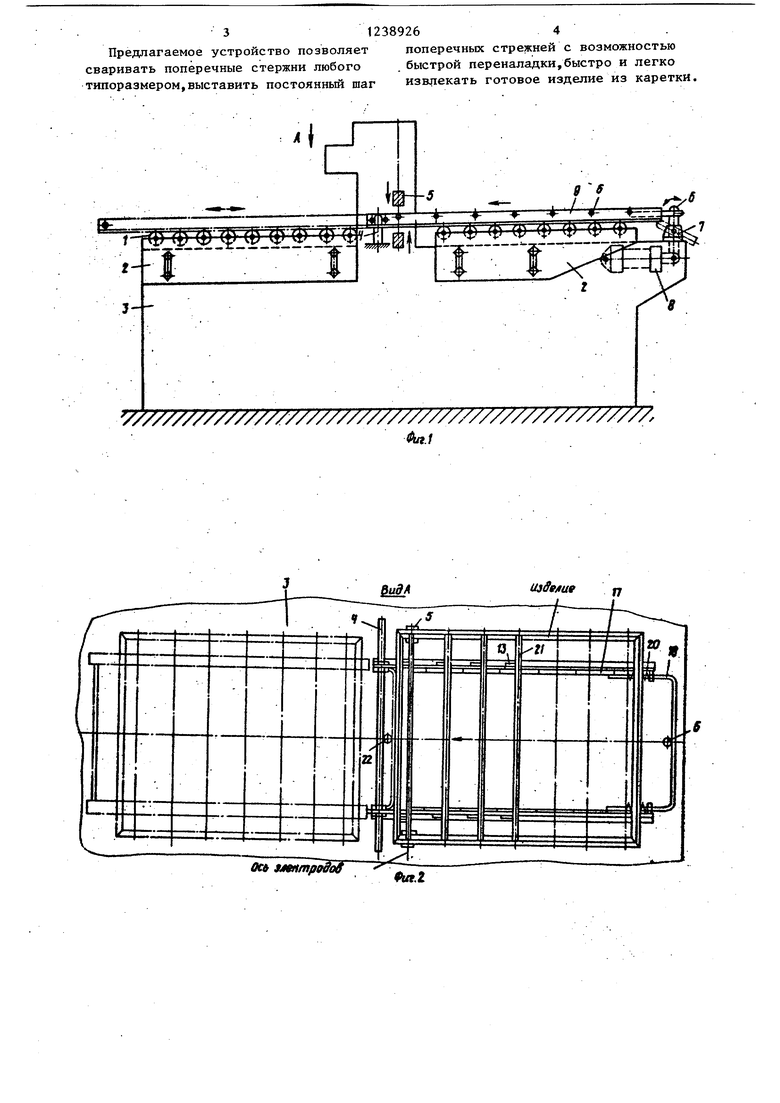
На .1 представлено устройство, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.3 - устройство, вид сбоку; на фиг.4 - резрез Б-Б. на фиг.З; на фиг.Ь - разрез В-В на фиг.З.
Устройство для подачи поперечных стержней при контактной точечной сварке устанавливается с возможностью продольного перемещения на опорных роликах 1, закрепленных на кронштейнах 2, смонтированных на станине 3 сварочной машины. Поперечное перемещение устройства ограничивается подпружиненными роЛикаь и. На станине 3 смонтированы неподвижньй ограничитель А, установленный в зоне сварочнь1х электродов 5, и подвижный ограничитель 6, установленный на концевом кронштейне 7 станины 3 перед обрабатываемым изделием и приводимый в движение пневмоцилиндром 8. Устройство включает в себя каретку 9, состоящую из рамы 10 с продоль ными пазами 11 на ее боковой поверхности и основанием 12, скользящим по опорным роликам 1. На боковых поверхностях рамы 10 снаружи на равном расстоянии один от другого установлены упоры 13 крепящиеся в пазах 11 болтами 14 и гайками 15. С внутренней стороны боковой поверхности рамы 10 в пазах 11 на осях 16 установлена гребенка 17 с возможностью возвратно-поступательного перемещения. Гребенка 17 сос1238926
ны обрабатываемых поперечных стерж10
15
20
ней. . .
Устройство работает следующим .образом.
Каретка 9 устанавливается в исходное .положение таким образом, что ее шпилька 22 упирается в неподвижный ограничитель 4, при зтом подвижный огран ячитель 6 находится в крайнем нижнем положении. При вклю чении пневмоцилиндра 8 пбднимается подвижный ограничитель 6, оттягивая за скобу 18 гребенку 17 в крайнее |Правое положение,.при этом пружины 20 сжимаются. В образовавшиеся промежут ки между упорами 13 и зубьями гребен ки 17 закладываются поперечные стерж ни 21. После этого при помощи пневмо цилиндра 8 подвижный ограничитель 6 возвращается в исходное положение, пружины 20 при этом отжимают гребенку 17 в крайнее левое положение, на,- дежно прижимая поперечные стержни 21 к упорам 13, установленньм на равном расстоянии один от другого и тем самым обеспечивающим по.стрянный шаг С между поперечными стержнями. Шаг может регулироваться изменением рассто яния между упорами 13. Далее при по- 30 мощи электродов 5 производится сварка первого поперечного сечения с про дольными элементами.
Надежное зажатие поперечных стерж 35 ней обеспечивается тем, что торцовые поверхности упоров и зубьев гребенки зажимающие стержни плоскопараллельны и составляют с направлением рабочего перемещения каретки острый угол ot..
25
40
При этом безразлично, каким образом устройство будет перемещено влево на шаг, так как конструкция устройства сводит погрешность шага до
тоит из двух частей, жестко соединен- минимума.- После приварки последнего
яых скобой 18, которая установлена 00 стороны подвижного ограничителя 6 н проходит через отверстия поддерживающих кронштейнов 19, установленных на внутренних поверхностях рамы 10, при этом на краях скобы 18 установлены пружины 20 дпя обеспечения прижатия поперечных стержней 21 к упорам 13 зубьями гребенки 17. Боковые поверхности рамы 10 соединены между собой шпильками 22 и гайками 23 с возмояшостью регулирования расстояния между ними в зависимости от дли50
поперечного стержня по мере продвижения каретки 9 влево скоба 18 наезжает на неподвижный ограничитель 4. При этом пружины 20 сжимаются, удерживая гребенку 17, а каретка 9 с упорами 13 проходят дальше. Таким образом происходит освобождение поперечных стержней, а готовое изделие легко извлекается из устройства, что 55 обеспечивается скосом торцовых поверхностей упоров и зубьев гребенки, зажимающих поперечные стержни в сторону движения изделия при сварке.
ней. . .
Устройство работает следующим .образом.
Каретка 9 устанавливается в исходное .положение таким образом, что ее шпилька 22 упирается в неподвижный ограничитель 4, при зтом подвижный огран ячитель 6 находится в крайнем нижнем положении. При вклю чении пневмоцилиндра 8 пбднимается подвижный ограничитель 6, оттягивая за скобу 18 гребенку 17 в крайнее |Правое положение,.при этом пружины 20 сжимаются. В образовавшиеся промежутки между упорами 13 и зубьями гребенки 17 закладываются поперечные стержни 21. После этого при помощи пневмоцилиндра 8 подвижный ограничитель 6 возвращается в исходное положение, пружины 20 при этом отжимают гребенку 17 в крайнее левое положение, на,- дежно прижимая поперечные стержни 21 к упорам 13, установленньм на равном расстоянии один от другого и тем самым обеспечивающим по.стрянный шаг С между поперечными стержнями. Шаг может регулироваться изменением расстояния между упорами 13. Далее при по- мощи электродов 5 производится сварка первого поперечного сечения с продольными элементами.
Надежное зажатие поперечных стерж- ней обеспечивается тем, что торцовые поверхности упоров и зубьев гребенки, зажимающие стержни плоскопараллельны и составляют с направлением рабочего перемещения каретки острый угол ot..
При этом безразлично, каким образом устройство будет перемещено влево на шаг, так как конструкция устройства сводит погрешность шага до
минимума.- После приварки последнего
50
поперечного стержня по мере продвижения каретки 9 влево скоба 18 наезжает на неподвижный ограничитель 4. При этом пружины 20 сжимаются, удерживая гребенку 17, а каретка 9 с упорами 13 проходят дальше. Таким образом происходит освобождение поперечных стержней, а готовое изделие легко извлекается из устройства, что 55 обеспечивается скосом торцовых поверхностей упоров и зубьев гребенки, зажимающих поперечные стержни в сторону движения изделия при сварке.
312389264
Предлагаемое устройство позволяет поперечных стрежней с возможностью сваривать поперечные стержни любого . быстрой переналадки,быстро и легко типоразмером,выставить постоянный шаг извлекать готовое изделие из каретки.
У//////////////////////////////////////////////////,
й«./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи поперечных стержней при контактной точечной сварке каркасных изделий | 1986 |
|
SU1437174A2 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПЛИТ В БУМАГУ | 1967 |
|
SU225060A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Машина для сборки и сварки сотовых решеток | 1987 |
|
SU1418017A1 |
| Устройство для подачи продольных стержней | 1982 |
|
SU1042861A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |


uaSf/iue
п
Фи1.1
Ii5
rr-C
ФигЛ
:ffSfSS$$
Фиг. 5
Редактор Н.Данкулич
Составитель Е.Гузиков
Техред М.Ходанич Корректор В.Бутяга
Заказ 3334/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 . .
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для подачи поперечных стержней при контактной точечной сварке арматурных сеток | 1973 |
|
SU498125A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
