Изобретение относится к машиностроению и может быть использовано для накопления и перемещения изделий в роботизированных линиях металлообработки.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения накопления и перемещения изделий разных типоразмеров .
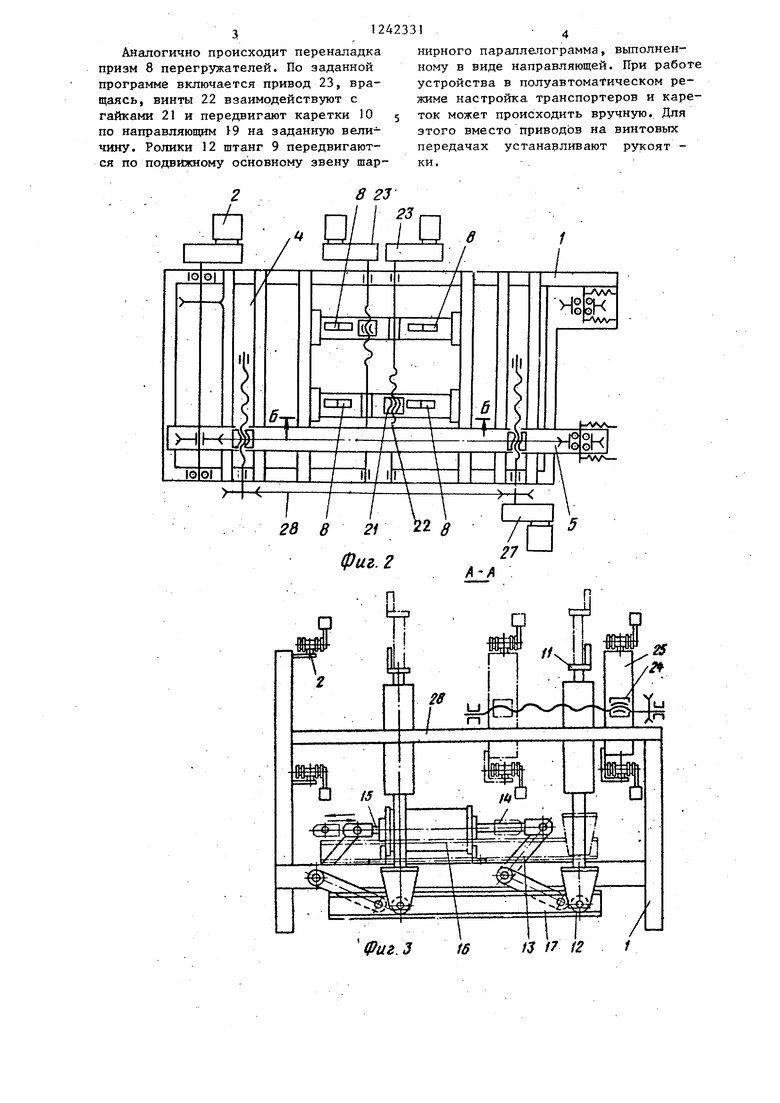
На фиг.1 показано устройство, вид спереди; на фиг.2 - то же, вид в плане; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.4.
Устройство содержит раму 1, привод 2, направляющие 3, на. которых смонтированы бесконечно замкнутые параллельно установленные транспортеры 4 и 5 с гнездами 6 для размещения изделий 7. Между транспортерами установлены перегружатели, выполненные в виде двух пар призм 8 с механизмом из подъема.
Каждая пара призм установлена на штангах 9, которые смонтированы на каретках 10. Для фиксации призмы 8 на штанге 9 предусмотрен регулирО1воч- ный винт 11. На концах штанг установлены ролики 12.
Механизм подъема призм 8 вьшолнен в виде шарнирных параллелограммов, поворотные звенья 13 которых выполнены в виде двуплечих рычагов, свободные концы которых шарнирно связаны с штоками 14 и 15 двухштокового силового цилиндра 16, жестко установлен- ного на раме 1 перпендикулярно оси расположения транспортеров 4 и 5. В каждом .шарнирном параллелограмме в подвижном основном звене 17 выполнена направляющая, в которой расположе ны ролики 12 штанг 9.
Кроме того, в каждой каретке 10 расположены найравляющие ролики 18 для плавного перемещения штанг 9. Каретки 10 и транспортер 5 соответственно установлены в направляющих 19 и 20 с возможностью горизонтального перемещения в направлении, перпендикулярном продольной оси транспортеров .
Механизм перемещения каждой каретки 10 состоит из гайки 21, установ- ленной в корпусе каретки, винта 22, смонтированного на раме 1, и привода 23. .
5
0
5
5 0
0
5
0
Механизм перемещения транспортера .5 состоит из гаек 24, установленных на корпусе 25 подвижного транспортера 5, винтов 26, смонтированных на раме I, привода 27 и синхронизирующей цепной передачи 28.
Устройство работает следующим образом.
При включении привода 2 транспортеры начинают перемещаться по направляющим 3. При этом гнезда 6, установленные на транспортерах 4 и 5, с размещенными на них изделиями 7 также начинают перемещаться в направлении перегружателей. При достижении первым по ходу движения изделием первой пары призм транспортеры остан.ав- . ливаются. Включается силовой цилиндр 16. Усилие от штоков 14 и 15 передается на шарнирные параллелограммы. 4одвизкные основные звенья 17 этих параллелограммов поднимаются и через ролики 12 одновременно поднимают штанги 9с установленными на них призмами 8
Изделие, расположенное над первой парой призм 8, подхватьюается этими призмами и вьшодится в зону работы захватов манипулятора. При этом манипулятор укладывает обработанное изделие во вторую пару призм, а затем, рука манипулятора с захватом совершает качательное движение и захват забирает, изделие с первой пары призм,, После съема изделия производится опускание перегружателей за счет включения в работу штока 15 двухштокового цилиндра 16.
.Изделие, расположенное на призмах 8, опускается на гнезда транспортеров 4 и 5.
Точность подачи детали в зону работы захватов манипулятора обеспечивается регулировочным винтом 11. При вращении винта 11 меняется высотное расположение призмы 8.
Переналадка -устройства осуществляется следующим образом. По программе, заложенной в ЭВМ, включается привод 27 подвижного транспортера 5, вращение через синхронизирующую цепную передачу 28 передается на винты 26. Вращаясь, винты 26 взаимодействуют с гайками 24, передвигая транспортер 5 на необходимую величину, обеспечивая перемещение изделия требуемой плины и конфигурации.
31242331
Аналогично происходит переналадка призм 8 перегрз ателей. По заданной программе включается привод 23, вращаясь, винты 22 взаимодействуют с гайками 21 и передвигают каретки 10 по направляющим 19 на заданную величину. Ролики 12 штанг 9 передвигаютж
ся по подвижному основному звену шарнирного параллепограмма, выполненному в виде направляющей. При работе устройства в полуавтоматическом режиме настройка транспортеров и кареток может происходить вручную. Для этого вместо приводов на винтовых передачах устанавливают рукоят ки.
ff 2J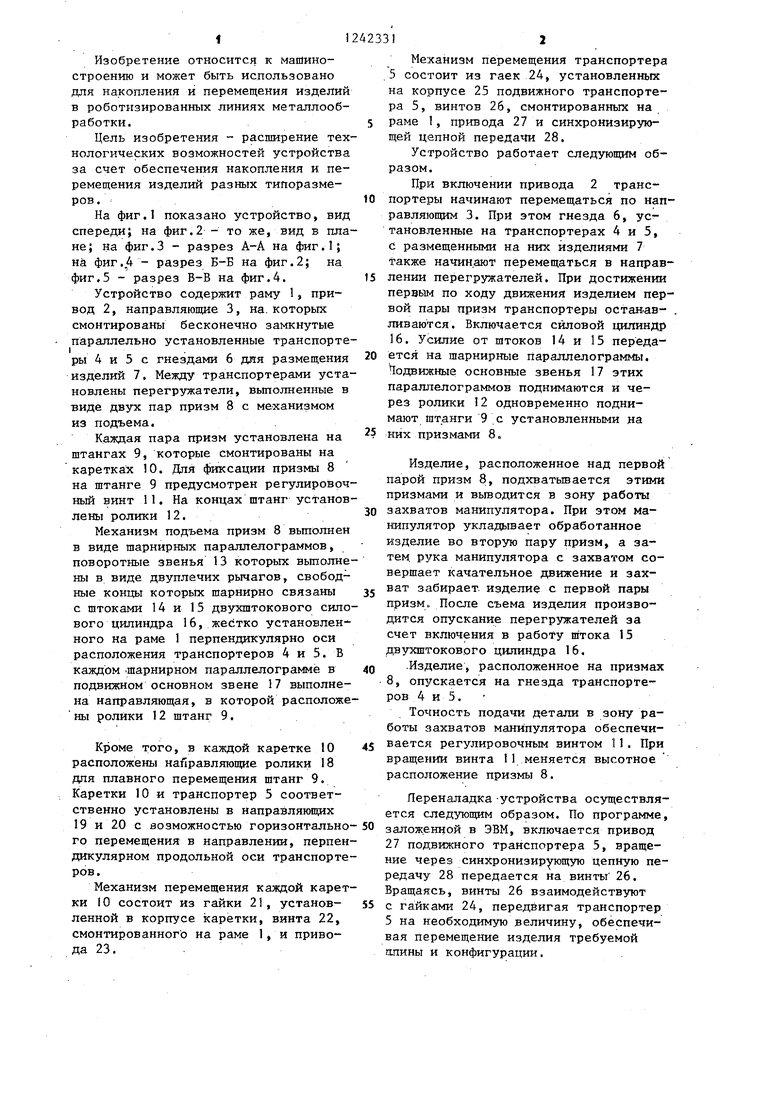
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки роликов | 1981 |
|
SU1054007A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| ТРАНСПОРТНО-ПЕРЕГРУЗОЧНОЕ УСТРОЙСТВО И ГРУЗОПОДЪЕМНЫЙ МЕХАНИЗМ К НЕМУ | 1991 |
|
RU2009968C1 |
| УСТРОЙСТВА ДЛЯ НАКОПЛЕНИЯ, ПЕРЕМЕЩЕНИЯ И КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1998 |
|
RU2148487C1 |
| ПОДВЕСНОЕ МАНИПУЛИРУЮЩЕЕ УСТРОЙСТВО С РУЧНЫМ УПРАВЛЕНИЕМ | 2014 |
|
RU2561559C1 |
| Устройство для укладки плоских изделий в стопу | 1984 |
|
SU1181970A1 |
| ПЕРЕГРУЖАТЕЛЬ | 1991 |
|
RU2009969C1 |
| Транспорт автоматической линии | 1989 |
|
SU1830332A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |

Фиг. 3
/J /7 f2
6-S
Редактор Н.Тупица
Составитель В.Комаров
Техред Л.Олейник Корректор Т.Колб
Заказ 3651/17Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 .
Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
