1
Изобретение относится к литейному производству.
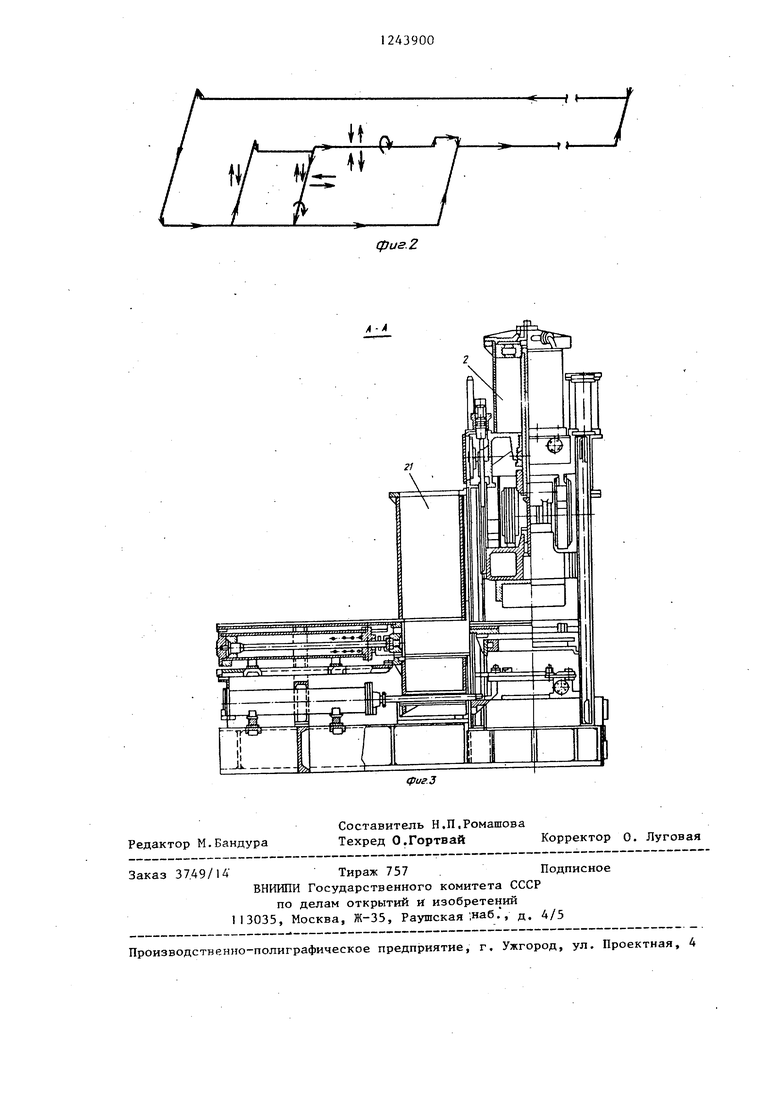
Цель1р изобретения является упрощение конструкции, снижение брака снижение стоимости линии и расширени ее технологических возможностей- (увеличение времени охлаждения залитых форм, повышение качества литья и др,)На фиг. 1 показана компоновка структуры автоматической формовочной линии, вид в плане; на фиг. 2 - схема переадресации на ней опок и подопоч ных плит; на фиг. 3 - разрез А-А на фиг. 1.
Автоматическая формовочная линия содержит агрегат 1 для формовки нижних полуформ агрегат 2 для формовки верхних полуформ, агрегаты сборки 3, заливки 4 и выбивки 5 форм, агрегаты разборки опок 6, кантовки 7 и 8,толкатели 9 - 12 и другие механизмы, соединенные между собой трем.я продольными ветвями 13, 14 и 15 приводных рольгангов - накопителей и поперечными рольгангами 16 - 20. Кажда продольная ветвь выполнена секцион- НО-, т. е. состоит их типовых секций
рольгангов, состыкованных друг с другом и имеющих автономный привод.
. На поперечном рольганге 18 установлен агрегат 1 для формовки нижних полуформ, а на продольной ветви 14 рольгангов - агрегат для формовки верхних полуформ. При этом их оси, проходящие через бункер 21(фиг. 3) и перпендикулярные направлению движения опок, расположены под углом 90° друг к другу.
Автоматическая формовочная линия работает следующим образом.
На формовочном агрегате 1 изготавливаются нижние полуформы и очередным ходом толкателя 11 подаются в кантователь 7, где кантуются на 180 , а
затем выставляются на подопочные плиты на позиции 22. Далее в нижние полуформы, перемещаемые
5
0
по ветви 3 рольгангов, проставляются стержни, С помощью толкател я 12 они подаются в агрегат 3 сборки форм. Туда же поступают по ветви 14 верхние полуформы, которые в кантователе 8 к антуются дважды для осмотра качества отпечатка. В агрегате 3 полуформы собираются в формы и транспортируются к агрегату заливки 4, который компактно вписывается в предложенную компоновку линии. Залитые формы ох- лажл;аются на всем пути от агрегата 4, перемещаясь по продолжению ветви 14, поперечному рольгангу 20, ветви 15, поперечному рольгангу 16 до агрегата выбивки 5. Выбитые опоки, поступив в агрегат разборки 6, распариваются и попадают в агрегаты 1 и 2 для формовки соответственно нижних и верхних полуформ. Цикл повторяется,
Таким образом, предложенная АФЛ (фиг. О позволяет: транспортировать подопочные плиты по горизонтально замкнутому пути (в прототипе - по
5 вертикальному пути J и выставлять на них нюкние полуформы сразу же после их изготовления до сборки форм; представлять стерЛсни в нижние полуформы, тановленные на подопочные плиты, не опасаясь за проседание и обвал полуформ; осуществлять заливку форм непосредственно (сразу же) после их сборки, что позволяет увеличить время охлаждения форм (без двухэтажного охлаждения форм) и улучшить органи зацизо заливки (в любом месте после сборки форм); .исключить между агрегатами заливки и выбивки форм двухярусные охладительные.рольганги, устройства для сборки и разборки залитых форм и кантователи подоночных плит и тем самым упростить структуру линии и снизить ее стоимость} сократить тран спорт для уборки просыпи.
Кроме того, повьппается надежность и фактическая производительность линии за счет соответственно упрощения структуры,и снижения брака форм.
0
0
5
Н/ tt
qjus.z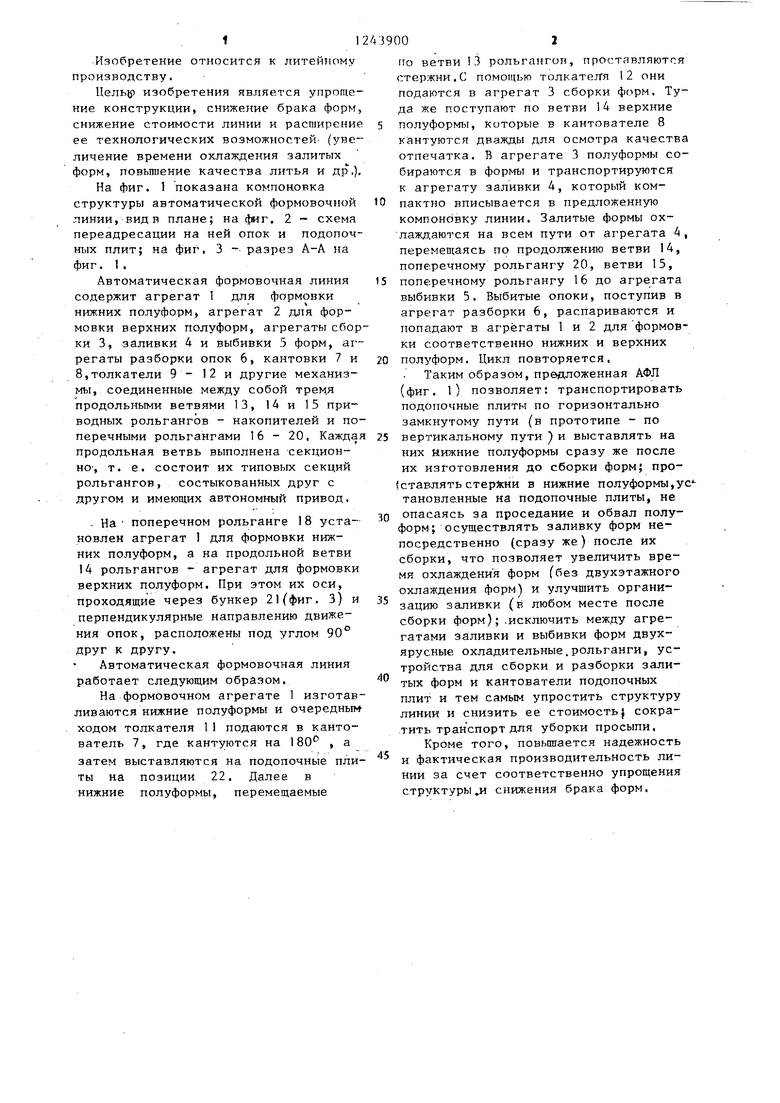
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая литейная линия | 1979 |
|
SU810374A1 |
| Автоматическая литейная линия | 1983 |
|
SU1107962A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |

А-Л
фиг.З
Редактор М.Бандура
Составитель Н.П.Ромашова
Техред О.Гортвай Корректор О. Луговая
Заказ 37.49/14 Тираж 757 .Подписное
ВНИШИ Государственного комитета СССР
по делам открытий и изобретений 113035, Москва, Ж-35, Раушская наб., д. Д/з
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
