2,Линия ПОП.1, отличающаяся тем, что кассеты снабжены шаровыми опорами для перемещения, по направляющим.
3.Линия ПОП.1, отличающаяся тем, что в кассетах вьтол- нены нижние и боковые пазы, а фиксаИзобретение относится к холодной обработке металлов давлением и может
быть использовано для изготовления деталей из полосового материала.
Цель изобретения - расширение технологических возможностей линии путем изготовления деталей из полос различных габаритов и автоматического выбора кассет с заданными габаритами полос.
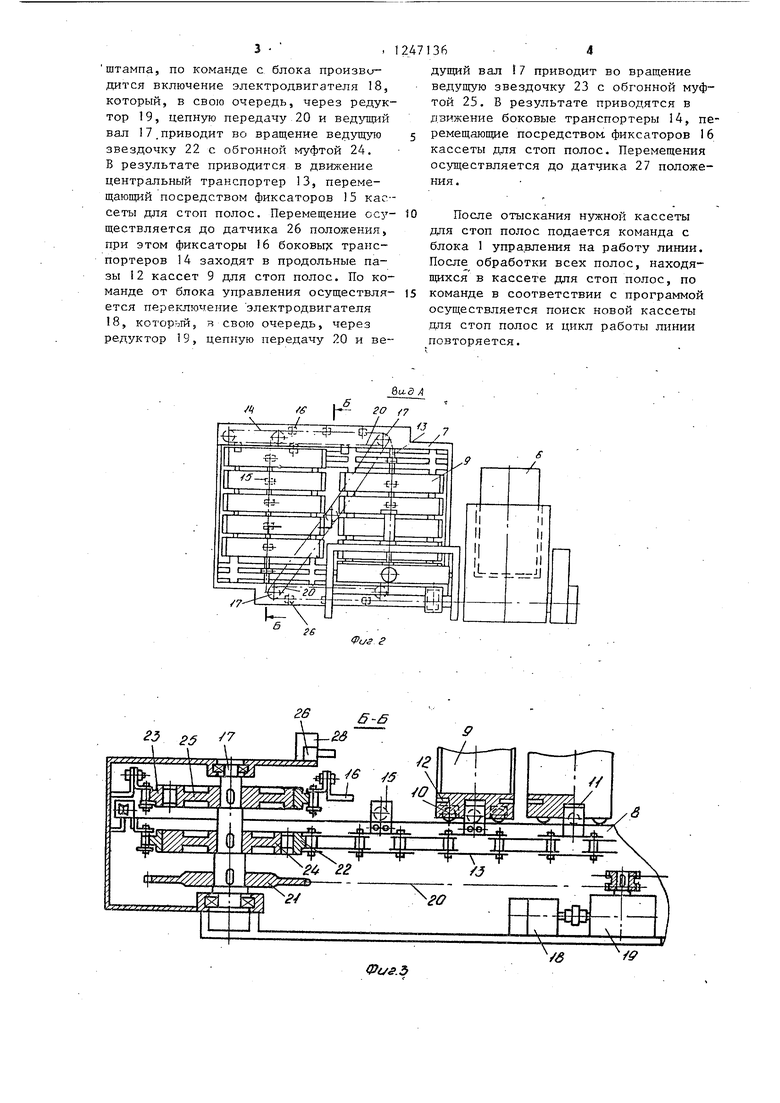
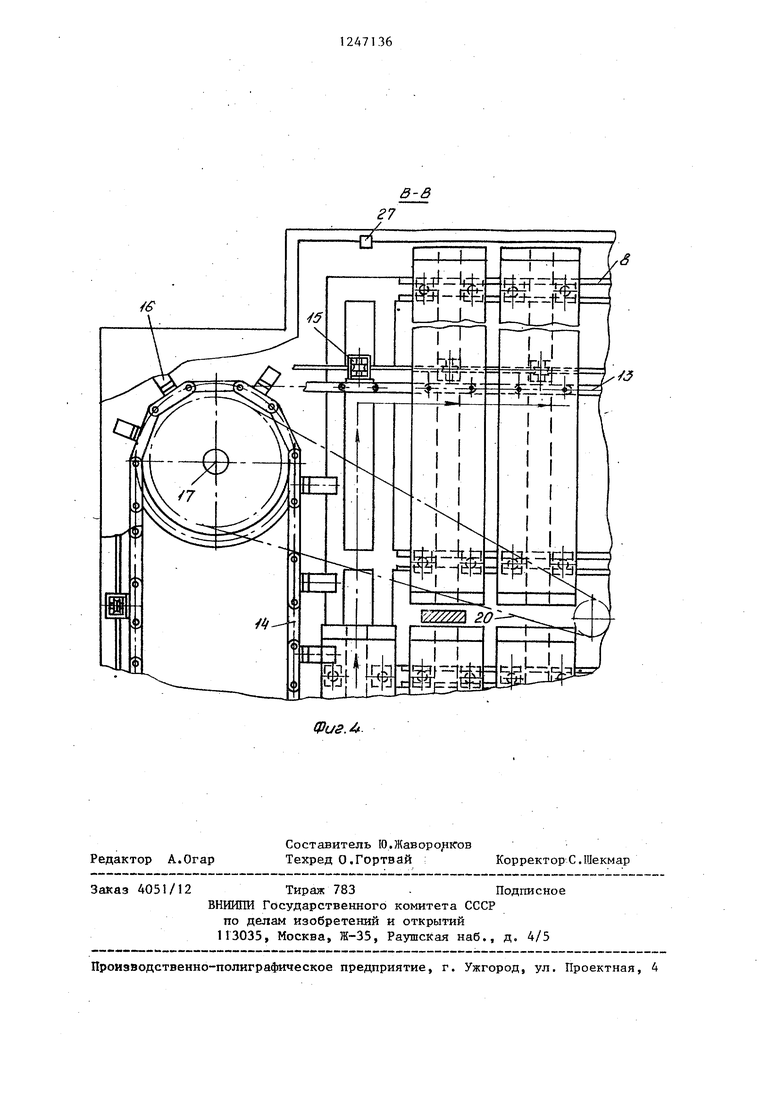
На фиг.1 изображена линия для изготовления деталей из полосового материала; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.1. ,
Линия состоит из блока 1 управления, полосоподавателя 2, пресса 3, ножниц 4 для резки отходов и меха- низма 5 смены штампов 6.
Полосоподаватель имеет устройство для хранения и перемещения кассет, содержащее раму 7, расположеннзпо го- риг онтально, горизонтальные направляющие 8, закрепленные на раме 7 в двух взаимно перпендикулярных направлениях, для перемещения кассет 9. На кассетах 9 закреплены шаровые опоры 10 и выполнены пазы 11 в дне кассеты 9 и пазы 12 на ее боковых . сторонах. На раме 7 смонтирован цепной транспортер 13, а по обе ее стороны расположены два цепных транспортера 14. На цепях транспортера 13 закреплены фиксаторы 15, а на цепях транспортеров 14 - фиксаторы 16. Транспортер 14 содержит два приводных вала 17, установленные вертикально по обе стороны рамы 7 и приводимые в движение от электродвигателя 18 через редуктор 19 и цепные передачи 20. .
торы закреплены на цепях с возможностью взаимодействия с пазами.
4. Линия по п.1, отличающаяся тем, что привод выполнен в виде реверсивного электродвигателя, редуктора и цепных передач, связывающих редуктор с приводными валами.
На каждом из ведущих валов 17 установлены ведомые звездочки 21 цепной передачи 20 и ведущие звездочки 22 и 23 соответственно центрального 13 и бокового 14 транспортеров. Ведущие звездочки 22 и 23 установлены на обгонных муфтах 24 и 25, ступицы которых повернуты одна относительно
,р
другой на 180 для попеременного
включения центрального и бокового транспортеров. Устройство- содержит также датчики 26 и 27 положения и устройство для выбора кассет для стоп полос. Полосоподаватель 2 имеет также механизм 28 для отделения полосы от стопы и механизм подачи полосы в пресс 3.
. Линия работает следующим образом. Перед началом работы установки
для штамповки деталей из полосового материала производят загрузку кассет полосовым материалом, причем в каждую из кассет 9 загружают полосовой материал заданных , шириHbi и длины, определяемых геометрическими параметрами штампуемых деталей. В исходном положении кассеты 9 установлены на направляющие 8 таким образом, чтобы фиксаторы 15 вошли в пазы
11 кассет 9, а шаровые опоры 10 - в направляющие 8. Кассеты 9 на раме 7 установлены в два ряда так, чтобы в каждом ряду оставалось по крайней мере по одному свободному фиксатору 15,,
С блока 1 управления подается команда для выбора кассет для стоп полос и выбора штампов (не показаны) с целью отыскания соответствующих программе кассет для стоп полос и штампов.
Если код кассеты для стоп полос не совпадает с программируемым кодом
3 1247
тампа, по команде с блока произвоится включение электродвигателя 18, который, в свою очередь, через редуктор 19, цепную передачу 20 и ведущий вал 17.приводит во вращение ведущую 5 звездочку 22 с обгонной муфтой 24. В результате приводится в движение центральный транспортер 13, перемещающий посредством фиксаторов 15 кас-- сеты для стоп полос. Перемещение осу- to ществляется до датчика 26 положения, при этом фиксаторы 16 боковых транспортеров 14 заходят в продольные пазы 12 кассет 9 для стоп полос. По команде от блока управления осуществля- 15 ется переключение электродвигателя 18, который, я свою очередь, через редуктор 9, цепную передачу 20 и ве136 .4 дущий вал {7 приводит во вращение ведущую звездочку 23 с обгонной муфтой 25. В результате приводятся в движение боковые транспортеры 14, перемещающие посредством, фиксаторов 16 кассеты для стоп полос. Перемещения осуществляется до датчика 27 положения.
После отыскания нужной кассеты ддтя стоп полос подается команда с блока 1 упра.вления на работу линии. После обработки всех полос, находящихся в кассете для стоп полос, по команде в соответствии с программой осуществляется поиск новой кассеты .Д.ПЯ стоп полос и цикл работы линии повторяется.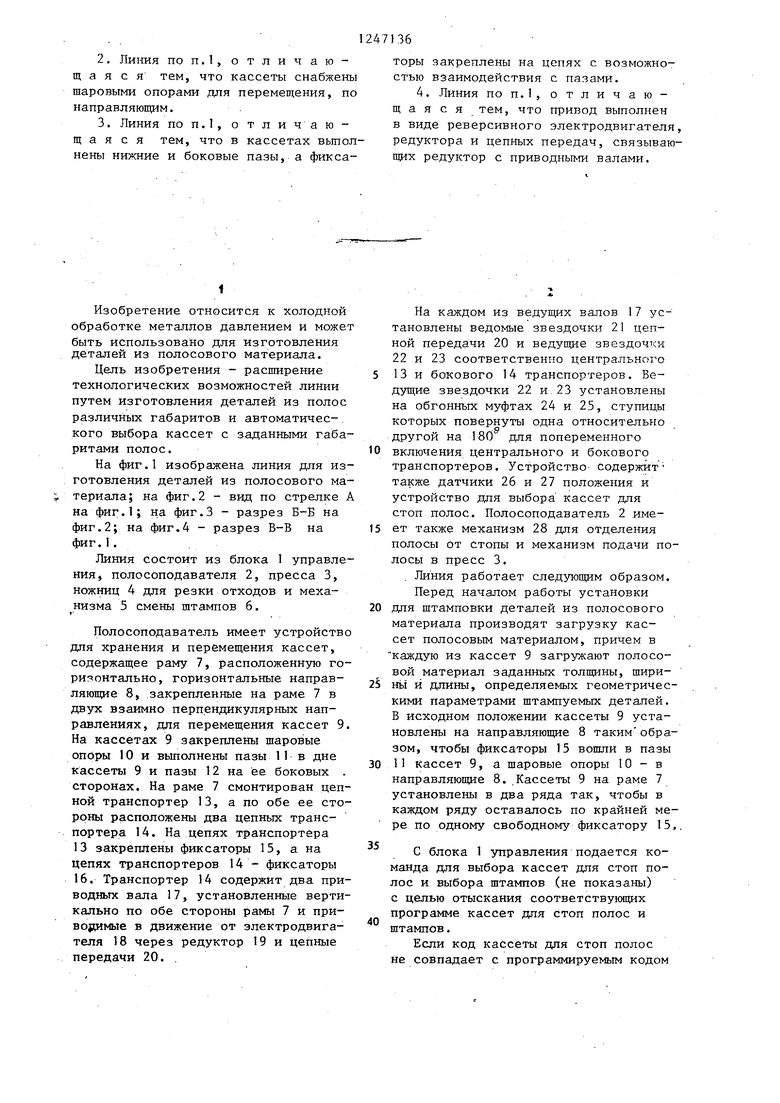
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Способ подачи полосового материала к прессу и устройство для его осуществления | 1985 |
|
SU1279719A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Устройство для укладки полос в стопу | 1987 |
|
SU1456272A1 |
| Устройство для укладки в стопу плоских изделий | 1961 |
|
SU145175A1 |
| Устройство для деления и укладки тестовых заготовок в люльки расстойного конвейера | 1986 |
|
SU1433450A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство к ножницам для укладки листовых заготовок в стопу | 1986 |
|
SU1318353A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |

Pus г
2 25 7
6
ib-R®Ru ф-И tb -ли-Л-ф-- /J-в
ч
го
v
v
Фс/з.Ь
Фаз.
Редактор А.Огар
Составитель Ю.Жаворо/ ков
Техред О.Гортвай Корректор С.Шекмар
Заказ 4051/12 Тираж 783 - Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для подачи листового материала к обрабатывающей машине | 1972 |
|
SU474378A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
| . | |||
| . | |||
