Изобретение относится к станкостроению, в частности к конструкции автооператора, и может быть использовано для сборки корпусных деталей.
Цель изобретения - расширение функциональных возможностей автооператора путем увеличения числа степеней подвижности перемещения его механизма захвата и повышение надежности работы путем повышения точности ориентации этого механизма.
На фиг. 1 показан предлагаемый автооператор, встроенный в автоматическую сборочную линию, обший вид; на фиг. 2 - вид А (повернуто) на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - узел I
В автоматической линии блок цилиндров 2 устанавливается в спутнике 26 транспортера 27 подачи, а на позиции обработки закрепляется в приспособление 28. Головки 1 размещены на транспортерах 29.
Автооператор работает следующим образом.
Спутник 26 с блоком 2 цилиндров подается транспортером 27 на рабочую позицию 10 автоматической линии, где спутник 26 фиксируется в приспособлении 28. Головки 1 транспортерами 29 подаются к позиции обработки. Каретка 4 автооператора в этот момент перемещается в зону последней головки 1, расположенной на транспортере 29.
на фиг. 2; на фиг. 5 - узел II на фиг. 2. 15 Механизм захвата опускается; от гидромото- Автооператор используется в автоматичес- ра 13 через винтовую передачу 14 скалки
11 перемещают корпус 15 с размещенными на нем цангами 16. Последние захватывакой линии для сборки головки 1 с блоком 2 цилиндров. Головки 1 устанавливаются на две наклонные поверхности блока 2 с крепежют головки 1 за крепежные шпильки 18
ными шпильками 3. В линиях используются и зажимаются гидроцилиндром. Механизм
захвата поднимается, поднимая головку 1.
Затем корпус 8 поворачивается на угол 45° и поворачивает размещенный в нем механизм захвата с головкой 1. Одновременно
два аналогичных автооператора, установленных симметрично относительно блока 2. Каждый из автооператоров содержит подвижную каретку 4, установленную на портал, состоящий из направляющих 5 опорных
стоек 6. Каретка 4 имеет привод 7 пере- 25 каретка 4 вместе с корпусом 8 перемеща- мещения по направляющим 5, выполненным ется по направляющим 5 к позиции сбор- в виде реечной. передачи. На каретке 4 размещен корпус 8 с приводом его поворота, выполненным в виде гидромотора 9 и зубчатой передачи 10, выходное звено котоки и головка 1 опускается. При этом опускаются и рычаги 21 и 22 механизма ориентации, размещенные на корпусе 15. Включается силовой цилиндр 25, и рычаги
новочным шпилькам 3 блока 2 цилиндров и ориентируют механизм захвата с головкой 1 относительно блока 2. Затем производится предварительная установка головки 1 на блок 2, для чего механизм
рой жестко связано с корпусом 8. На по- 30 21 и 22 с призмами 23 подводятся к уста- следнем смонтирован механизм захвата, скалки 11 которого связаны посредством шарнирного соединения 12 (фиг. 4) с приводом, выполненным в виде гидромотора 13 и винтовой самотормозящей передачи 14. Скалки
11 жестко связаны с корпусом 15 меха- 35 захвата и ориентации перемещается вперед низма захвата, на котором расположены при накинутых на шпильки 3 рычагах 21 две подпружиненные цанги 16 с приводом и 22 с призмами 23. При этом шарнирное соединение 12 позволяет скалкам 11 вместе с механизмом захвата и головкой 1 д0 самоустанавливаться относительно второй собираемой детали - блока цилиндров. Затем механизм захвата и ориентации останавливается, происходит разжим цанг 16 и отвод рычагов 21 и 22, после чего толкатель 19, перемещаемый приводом 20, оконсобой синхронизирующей тягой 24, при этом 45 чательно досылает головку 1 на блок 2. один из рычагов 21 шарнирно соединен с Затем механизм захвата и ориентации, тол- силовым цилиндром 25, также шарнирно катель 19 и далее каретка 4 с корпу- смонтированным на корпусе 15.сом 8 возвращаются в исходное положение.
17. Цанги 16 установлены в корпусе 15 с возможностью взаимодействия со шпильками 18 на головке 1. В корпусе 8 также установлены толкатели 19 с приводом 20 их перемещения. На корпусе 15 механизма захвата установлен механизм ориентации, выполненный в виде двух рычагов 21 и 22 с призмами 23, связанных между
В автоматической линии блок цилиндров 2 устанавливается в спутнике 26 транспортера 27 подачи, а на позиции обработки закрепляется в приспособление 28. Головки 1 размещены на транспортерах 29.
Автооператор работает следующим образом.
Спутник 26 с блоком 2 цилиндров подается транспортером 27 на рабочую позицию автоматической линии, где спутник 26 фиксируется в приспособлении 28. Головки 1 транспортерами 29 подаются к позиции обработки. Каретка 4 автооператора в этот момент перемещается в зону последней головки 1, расположенной на транспортере 29.
Механизм захвата опускается; от гидромото- ра 13 через винтовую передачу 14 скалки
ют головки 1 за крепежные шпильки 18
Затем корпус 8 поворачивается на угол 45° и поворачивает размещенный в нем механизм захвата с головкой 1. Одновременно
каретка 4 вместе с корпусом 8 перемеща- ется по направляющим 5 к позиции сбор-
каретка 4 вместе с корпусом 8 перемеща- ется по направляющим 5 к позиции сбор-
ки и головка 1 опускается. При этом опускаются и рычаги 21 и 22 механизма ориентации, размещенные на корпусе 15. Включается силовой цилиндр 25, и рычаги
21 и 22 с призмами 23 подводятся к уста-
новочным шпилькам 3 блока 2 цилиндров и ориентируют механизм захвата с головкой 1 относительно блока 2. Затем производится предварительная установка головки 1 на блок 2, для чего механизм
21 и 22 с призмами 23 подводятся к уста-
захвата и ориентации перемещается вперед при накинутых на шпильки 3 рычагах 21 и 22 с призмами 23. При этом шарнирное соединение 12 позволяет скалкам 11 вместе с механизмом захвата и головкой 1 самоустанавливаться относительно второй собираемой детали - блока цилиндров. Затем механизм захвата и ориентации останавливается, происходит разжим цанг 16 и отвод рычагов 21 и 22, после чего толкатель 19, перемещаемый приводом 20, оконВидА
21
22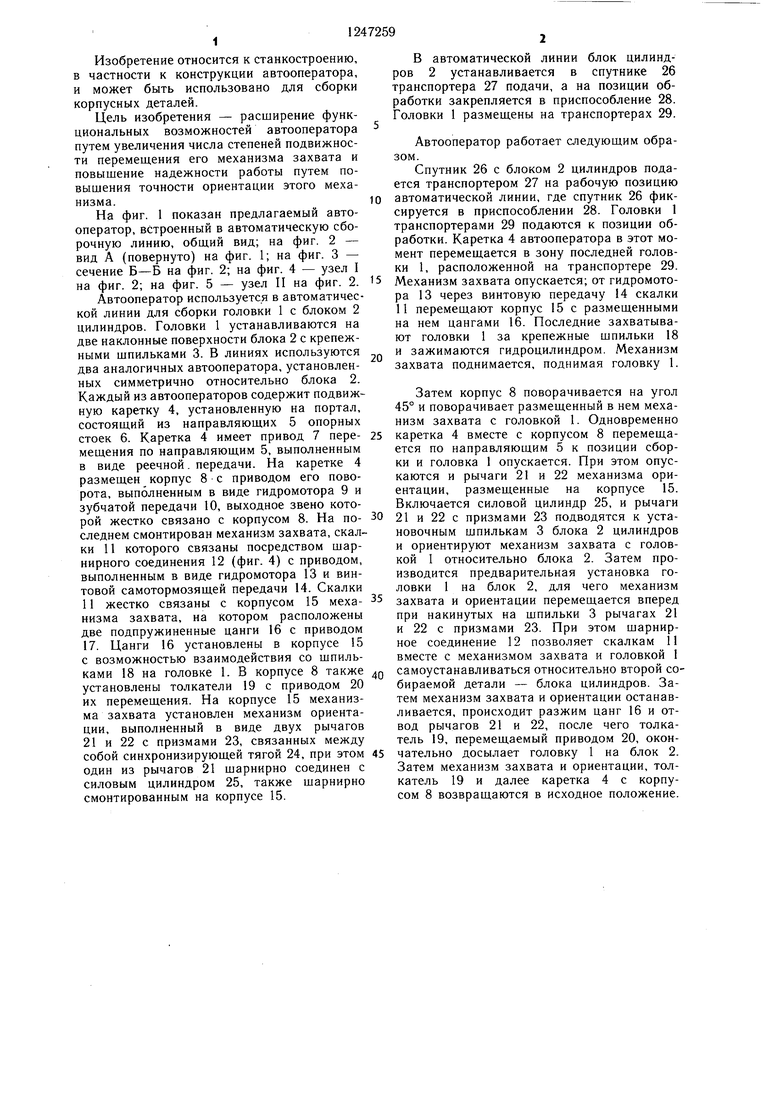
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для кантования корпусных деталей | 1990 |
|
SU1750941A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Манипулятор | 1983 |
|
SU1151450A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для корректировки масс роторов электродвигателей | 1986 |
|
SU1330479A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
| АВТООПЕРАТОР МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2005 |
|
RU2296039C2 |


21
-Н + 4- 4
4- / 4- +
23
/ 2
Фиг.З
23
72
Фиг.
18
Составитель Ю. Вильчинский
Техред И. ВересКорректор В. Бутяга
Тираж 1031Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг. 5
| Автооператор для установки корпусных деталей | 1959 |
|
SU129458A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
