Изобретение относится к устройствам для обработки деталей свободным абразивом и может быть использовано в машиностроении.
Цель изобретения - повьпиение эффек- тивности обработки деталей.
Указанная цель достигается за счет использования высокопористого металла с переменным по высоте решетки размером пор, уменьшаюш.имся к выходной части решетки. Это позволяет достичь оптимального соче- тания однородности кипяш,его слоя, малого сопротивления воздушному потоку при высокой эксплуатационной надежности и долговечности решетки.
На чертеже показана с.хема предлагаемого устройства.
На газораспределительную решетку 1, изготовленную из металлического порома- териала с переменным по высоте размером пор, засыпают абразив 2, в который погружают обрабатываемую деталь 3.
Газораспределительную решетку изготавливают следуюшим образом.
Суспензию металлического порошка в растворе органического веш,ества (карбокси- метилцеллюлозы натрия) наносят на поверхность пористого полимера, например поли- уретана, с переменным по высоте размером пор. Суспензия пропитывает пористый полимер, избыток суспензии удаляют. Для удаления растворителя суспензии образцы подсушивают в токе воздуха при 50-120°С в течение 1-5 ч (в зависимости от толщины и газопроницаемости заготовки). После этого заготовку нагревают в неокислительной атмосфере до 400°С до удаления органических веществ, в том числе и из пористой подложки, без разруп ения структуры и формы за- готовки. Полученную заготовку подвергают спеканию по известным для данного порошка режимам.
Газораспределительную решетку устанавливают в устройство для обработки деталей в кипящем слое абразива. Нижний слой газораспределительной рещетки, имеющий больший размер пор, уменьшает сопротивление воздушному потоку и одновременно выполняет роль жесткого каркаса, так как повышает эксплуатационные свойства решеток, например прочность. Воздух, проходя через газораспределительную решетку 1, создает кипяп1ий слой абразивного зерна 2,
2
в котором вращается со скоростью шлифования 20-25 м/с обрабатываемая деталь 3. За счет соударения абразивных зерен, совершающих турбулентное движение с вращающейся деталью, происходит обработка детали, снятие заусенцев, округление острых кромок пазов и т. п.
Пример. На установке проводят обработку деталей типа диск из стали 45 с фрезерными пазами. Диаметр детали 70 мм, ширина 8 мм, исходная шероховатость 1,91 мкм; частота вращения детали 6300 об/мин, абразивный материал I4A80, время обработки 4 мин (2 мин вращают в одну сторону и 2 мин в лругую), габариты газораспределительных решеток ЗООХ 150Х X 20 мм.
Испытываются газораспределительные решетки из медно-никелевого сплава с пористостью 92% и с переменным по высоте размером пор. На входе у всех решеток размер пор 2,5 мм, на выходе испытываются рещетки с размером пор 0,1; 0,2; 0,3; 0,5; 0.7; 1,0 мм.
Результаты испытаний приведены в таблице и сравниваются с показателями для пороматериала с постоянной пористостью.
Испытания показали, что повышение эффективности обработки (по показателю величины съема металла за цикл - 2 мин + 2 мин) при одновременно.м снижении шероховатости обработанной поверхности) по сравнению с известной керамической решеткой и по сравнению с известным поро- материалом с постоянной пористостью обеспечивают решетки с размером пор на выходе 0,2-0,7 мм и размером пор на входе 2,5 мм, т.е. с отношением пор на входе и выходе в пределах от 12,5 до 3,5.
Формула изобретения
Газораспределительная решетка устройства для обработки деталей в кипящем слое абразива, имеющая пористую структуру, отличающаяся тем, что, с целью повышения эффективности обработки деталей, она выполнена из высокопористого металла с переменными по высоте решетки размерами пор, отношение которых на входе и выходе выбрано в пределах от 3,5 до 12,5.
Металличес- Постоянная
кий пороматериал (медно-никелевый
сплав)
1,0
1,23
0,99
1,0

| название | год | авторы | номер документа |
|---|---|---|---|
| Газораспределительная решетка | 1977 |
|
SU643304A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU956250A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Устройство для обработки деталейВ КипящЕМ СлОЕ пСЕВдООжижЕННОгОАбРАзиВА | 1979 |
|
SU795903A1 |
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
Изобретение позволяет повысить эффективность обработки деталей путем использования высокопористого металла с переменными по высоте решетки размерами пор. Газораспределительная решетка 1 установлена в устройстве для обработки в кипяш,ем слое абразива 2 деталей 3. Газораспределительная решетка 1 выполнена из высокопористого металла с переменными по высоте решетки размерами пор, отношение которых на входе и выходе выбрано в пределах от 3,5 до 12,5, 1 ил., 1 табл. MtffM N 4ik 00 СО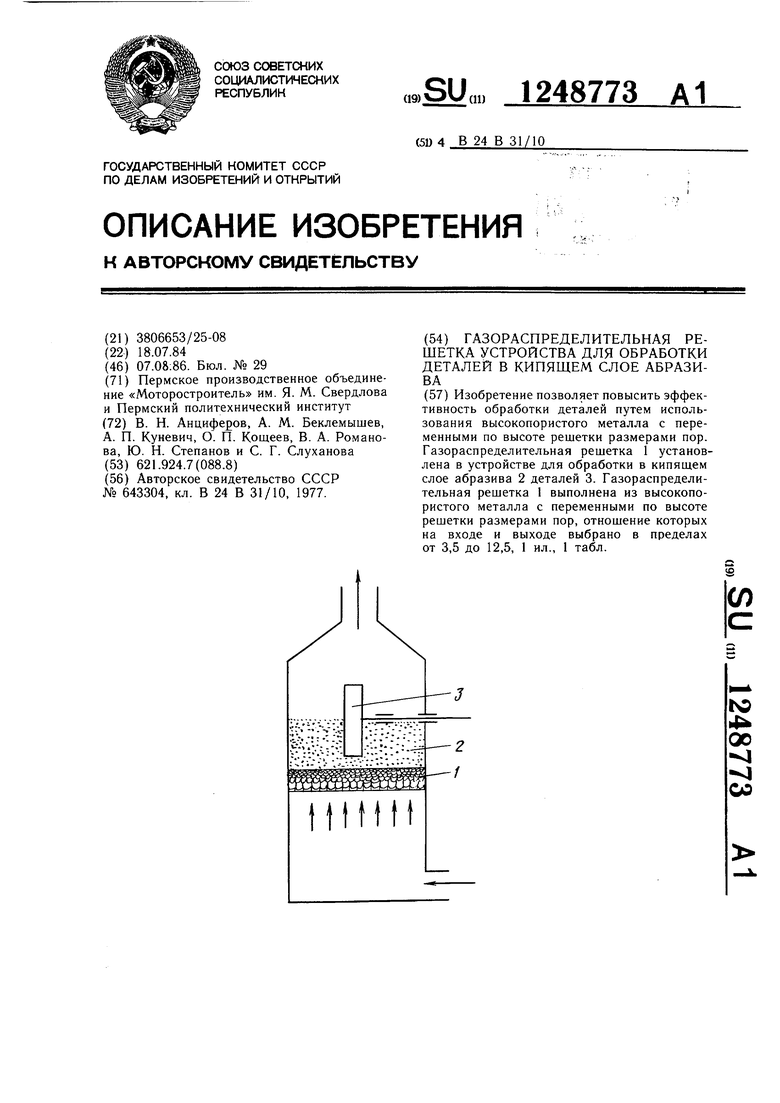
| Газораспределительная решетка | 1977 |
|
SU643304A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
