.-
1
Изобретение относится к области станкострбения и может быть использовано при создании устройства для фиксации обрабатываемых деталей на станках.
Целью изобретения является повышение надежности зажима и упрощение конструкции.
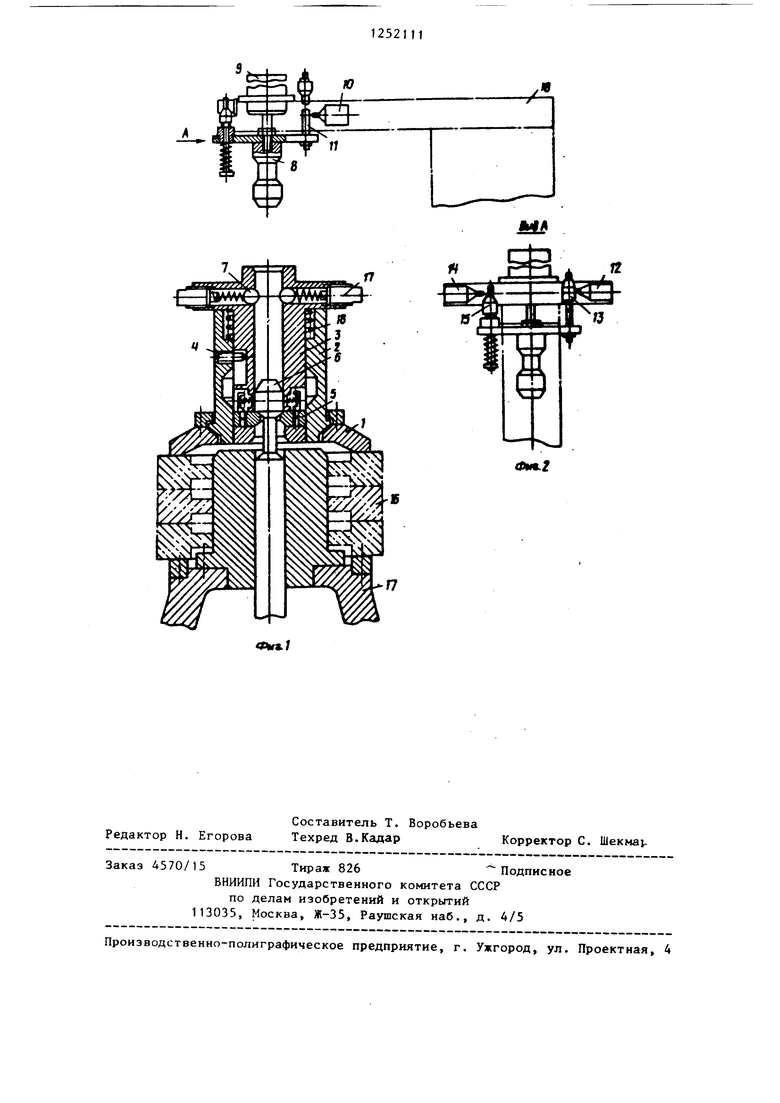
На фиг. 1 схематично изображено устройство дпя зажима деталей, раз- рез; на фиг. 2 - вид А на фиг. 1.
Устройство для зажима деталей вы- псхлнено в виде зажимного механизма, кронштейна и основной тяги.
Зажимный механизм представляет собой зажимную шайбу 1(фиг. 1), прикрепленную к сферическому буртику опорной втулки 2, которая может пере мещатьдя вдоль оси гильзы 3. Винт 4 ограничивает перемещение опорной втулки 2 относительно гильзы 3. В последней расположены подпружиненные кулачки 5, которые взаимодействуют с головкой основной тяги 6 при зажиме заготовок, и подпружиненные фик .саторы 7, взаимодействующие с головкой дополнительной тяги 8 цилиндра 9 подъема. Для контроля положения дополнительной тяги 8 цилиндра 9 подъема и зажимного механизма установ- лены датчики: датчик 10 с кулачком на штанге 11 для контроля нижнего положения дополнительной тяги цилиндра 9 с зажимным механизмом, датчик 12 (фиг. 2) с кулачком 13 для конт- роля верхнего положения дополнительной тяги 8 цилиндра 9 и датчик 14 с подпружиненным кулачком 15 для лонт- роля наличия зажимного механизма в верхнем положении.
Устройство для зажима деталей работает следующим образом.
Для разжима и подъема зажимного механизма опускается дополнительная тяга 8 цилиндра 9. Головка дополни- тельной тяги 8 входит в зацепление с подпружиненными фиксаторами 7. Основная тяга 6 поднимается вверх и освобождает кулачки 5, расположенные в гильзе 3. Поднимается вверх дополнительная тяга 8 цилиндра 9, которая через головку дополнительной тяги В, находящуюся в зацеплении с фиксаторами 7, приподнимает гильзу 3 до упора в винт 4. При зтом кулач-
112
ки 5 гильзы 3 разводятся и размещаются в кольцевой выточке опорной втулки 2 так, что при дальнейшем движении вверх они не контактируют с основной тягой 6, После упора винта 4 вниз паза гильзы 3 начинают подниматься вверх и опорная втулка 2 с зажимной шайбой 1. При окончании подъема зажимного механизма срабаты- ваигг датчики 12 и 14. Датчик 12 сра- батьтает от кулачка 13 и показьшает, что дополнительная тяга 8 цилиндра 9 находится в верхнем положении, а от подпружиненного кулачка 15, который взаимодействует с гильзой 3, срабатывает датчик 1А и показывает, что дополнительная тяга 8 цилиндра 9 находится вверху вместе с зажимным механизмом.
Зажим заготовок 16 на приспособлении 17 производится в обратной пот следовательности, т.е. зажимный механизм опускается дополнительной тягой 8 цилиндра 9, расположенного на кронштейне 18, и, соприкасаясь с торцом верхней заготовки, шайба 1 с опорной втулкой 2 останавливаются, а гильза 3 продолжает перемещаться, выталкивая кулачки 5 по скосам кольцевой выточки опорной втулки 2 под головку основной тяги 6. Срабатывает датчик 10 и дает команду на зажим заготовок. Опускается основная тяга 6 и прижимает заготовки к приспособлению 17. Дополнительная тяга 8 цилиндра 9 вытягивается из зацепления с фиксаторами 7 и поднимается вверх, а затем срабатывает дaтчиJ : 12 от кулачка 13, давая команду на обработку заготовок.
При ненадежном зажиме заготовок зажимный механизм поднимается вместе с дополнительной тягой 8 цилиндра 9. Тогда, кроме датчика 12, сработает датчик 14 от подпружиненного кулачка 15 и команды на обработку заготовок не последует.
Усилие вытягивания головки дополнительной тяги зажимного механизма в десятки раз превышает вес последнего
Использование устройства позволяет обеспечить надежность закрепления заготовок и контроль закрепления на приспособлении.
м
П
и
.г
J7
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| Станок для притирки деталей | 1981 |
|
SU986751A1 |
| Механизм зажима | 1980 |
|
SU917942A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Устройство для зажима полых деталей | 1982 |
|
SU1110598A1 |
| Станок для доводки плоских поверхностей | 1985 |
|
SU1284803A1 |
| Трубогибочное устройство | 1981 |
|
SU1057142A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
Редактор Н. Егорова
Составитель Т. Воробьева
Техред В.КадарКорректор С. Шекмар
Заказ 4570/15Тираж 826 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ | 0 |
|
SU357051A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
