I
Изобретение относится к абразивной промьшшенностн и может быть использовано для съема с пресса и укладки в поддоны отрезных абразивных кругов.
Целью изобретения является механизация процесса и обеспечения перекладки кругов плитами.
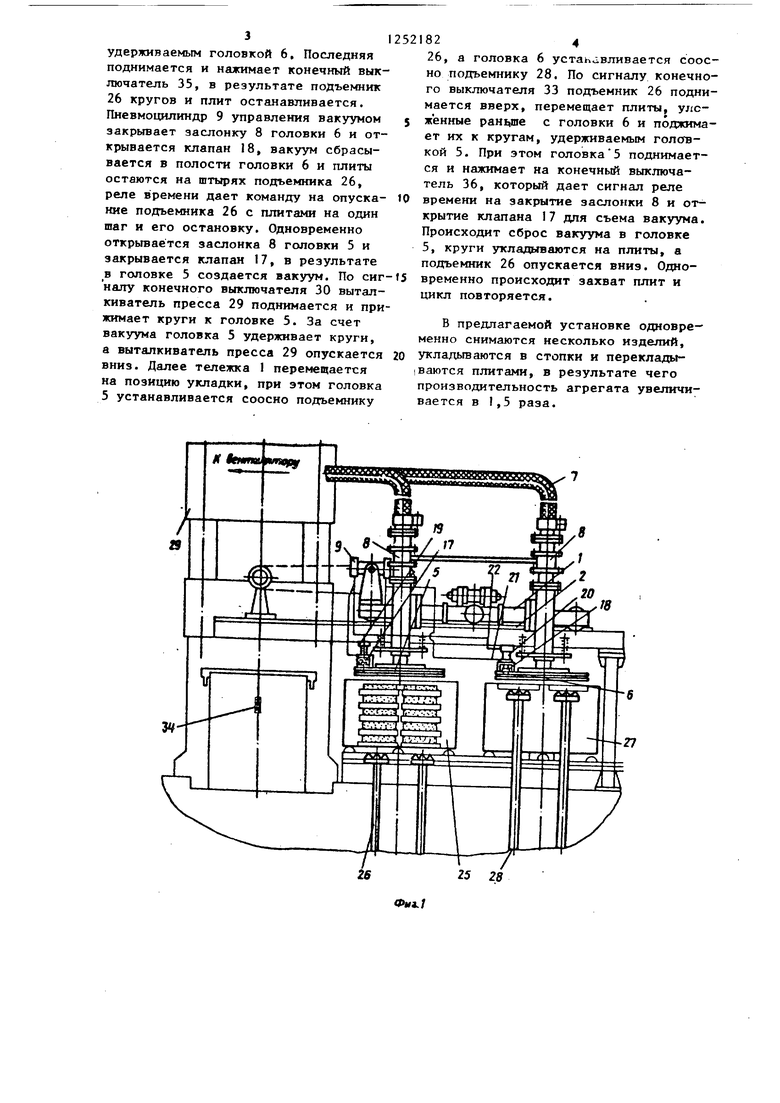
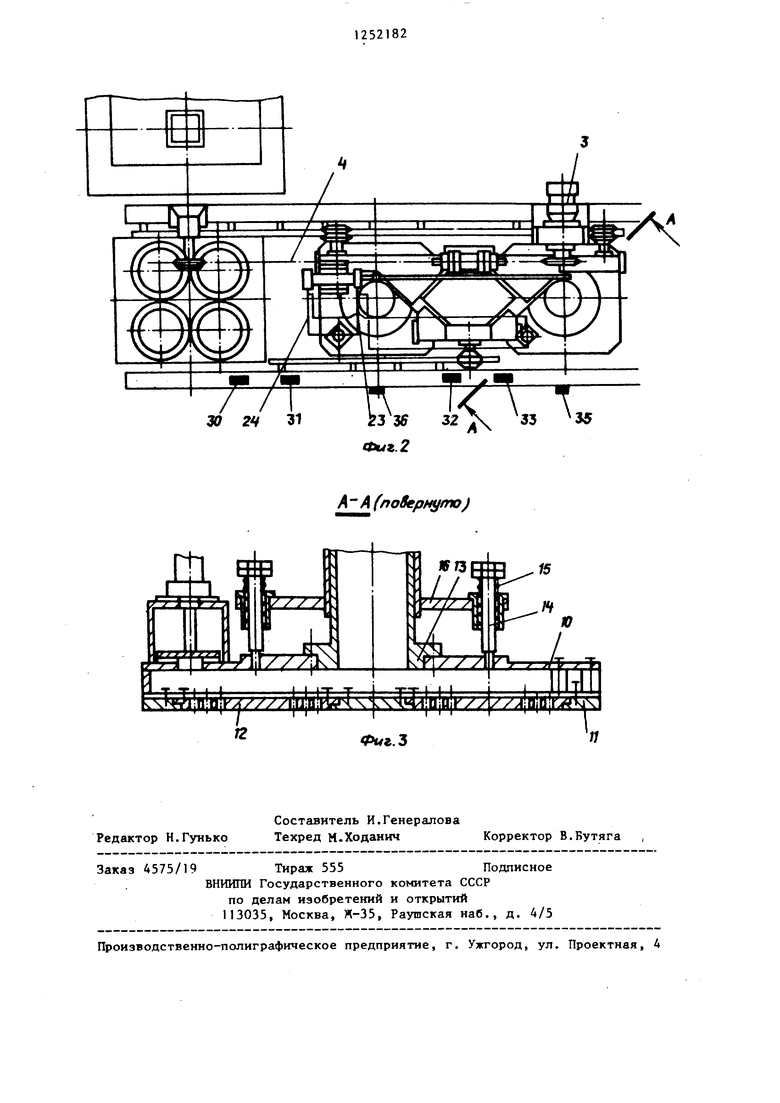
На фиг.1 показана установка, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.2.
Установка имеет подвижную тележку 1, установленную на направляющие 2 и перемещающуюся по ним с помощью привода 3 и цепной передачи 4. На тележке 1 установлен вакуумосьемник с двумя четырехпозиционными головками 5 и 6. Вакуум создается вентилятором (не показан) через гибкий шланг 7. Управление вакуумом в головках осуществляется шиберными заслонками 8,- приводом которым служит пневмоци- линдр 9. Каждая вакуумная головка состоит из колокола 10, к которому присоединено основание 11. В основание вставляются четыре перфорированные плиты 12, к которым в процессе работы присасьгоаются круги или плиты К колоколу крепится гильза 13, которая при поджатии круга перемещается на небольшой ход. Колокол 10 с основанием II висит на шпильках 14, опирающихся на пружины 15, которые находятся на фланце 16. На колоколе каждой головки 5 и 6 установлено по кла пану 17, 18, соединенных с пневмоци- линдрами 19 и 20, причем клапан 18 головки 6, предназначенной для захйё та плит, соединен штоковой полостью своего цилиндра 20 посредством трубо провода 21 со штоковой полостью цилиндра 9, а бесштоковой полостью пос редством трубопровода 22 - с бесштоковой полостью цилиндра 9. Клапан 17 головки 5, предназначенной для захва та и укладки кругов, соединен бесшто ковой полостью цилиндра 19 посредством трубопровода 23 со штоковой полостью цилиндра 9, а штоковой полостью через трубопровод 24 - с бесштоковой полостью цилиндра 9.
Клапаны 17 и 18 установлены для быстрого сброса в головках и освобождения кругов или плит на по энции укладки. Позиция укладки включает поддон 25, «остановленный на - подъемнике 26, позиция захвата плит -1 акже включает поддон 17, установлен
10
20
25
2521822
ный на подъемнике 28. Позиция съема шлифкругов включают пресс 29 с выталкивателем. Позиции съема шлифкругов, укладки кругов и плит, а также захва5 та плит расположены последовательно на одной оси, расстояние между ними одинаковое и соответствует расстоянию между головками 5 и 6.
Для фиксации продвижения тележки установлены конечные выключатели 30 - 33, для фиксации выталкивателя пресса 29 установлен конечный выключатель ЗА, для установки подъемника плит в нужное положение и открытия
5 заслонки 8 и клапана 18, а также включения реле времени выдержки остановки подъемника плит установлен конечный выключатель 35, а для выполнения указанных операций на позиции укладки - конечный выключатель 36.
Установка работает следующим образом.
В исходном положении тележка 1 с двумя вакуумными головками 5 и 6 устанавливается на позиции уклацки так, что головка 6 соосна подъемнику 28 плит, а головка 5 соосна подъемнику 26 кругов и плит. Подъемник 28 плит поднимает и прижимает плиты к головке 6 съемника плит. Головка 6 поднимается и нажимает на конечный выключатель 35, установленный на направляющих 2 тележки 1, который дает сигнал на остановку подъемника 28 плит, на открытие пневмоцилиндра шиберной заслонки 8, соединяющей полость головки 6 с вентилятором.
В результате в головке создается вакуум, с помощью которого захватываются и удерживаются четьфе плиты. После выдержки по сигналу реле времени подъемник 28 со стопкой плит опускается на шаг, головка 6 с четырьмя захваченными плитами перемещается на позицию укладки кругов, а головка 5 - на позицию выталкивания кругов. При подходе к позиции укладки тележка нажимает на конечный выключатель 30 ограничения хода и останавливается, причем головка 5 устанавливается соосно выталкивателю пресса 29, а головка 6 с плитами устанавливается над позицией укладки кругов и плит соосно подъемнику 26. По сигналу конечного выключателя 30 подъемник 26 поднимается вверх н прижимается своими штырями к плитам.
30
35
40
45
50
55
3
удерживаемым головкой 6, Последняя поднимается и нажимает конечный выключатель 35, в результате подъемник 26 кругов и плит останавливается. Пиевмоцилиндр 9 управления вакуумом закрывает заслонку 8 головки 6 и открывается клапан 18, вакуум сбрасывается в полости головки 6 и плиты остаются на штырях подъемника 26, реле времени дает команду на опускание подъемника 26 с плитами на один шаг и его остановку. Одновременно открьтается заслонка 8 головки 5 и закрывается клапан 17, в результате в головке 5 создается вакуум. По сиг налу конечного выключателя 30 выталкиватель пресса 29 поднимается и при жимает круги к головке 5. За счет вакуума головка 5 удерживает круги, а выталкиватель пресса 29 опускается вниз. Далее тележка 1 перемещается на позицию укладки, при этом головка 5 устанавливается соосно подъемнику
521824
26, а головка 6 устаь з.вливается соосно подъемнику 28. По сигналу конечного выключателя 33 подъемник 26 поднимается вверх, перемещает плиты, улс- 5 ж енные раньше с головки 6 и поджимает их к кругам, удерживаемым голота- кой 5. При этом головка 5 поднимается и нажимает на конечньй выключатель 36, который дает сигнал реле Ю времени на закрытие заслонки 8 и от крытие клапана 17 для съема вакуума. Происходит сброс вакуума в головке 5, круги укладываются на плиты, а подъемник 26 опускается вниз. Одио- t5 временно происходит захват плит и цикл повторяется.
В предлагаемой установке одновре-- менно снимаются несколько изделий, 20 укладьгеаются в стопки и переклады- IБаются плитами, в результате чего пронзводительность агрегата увеличивается в 1,5 раза.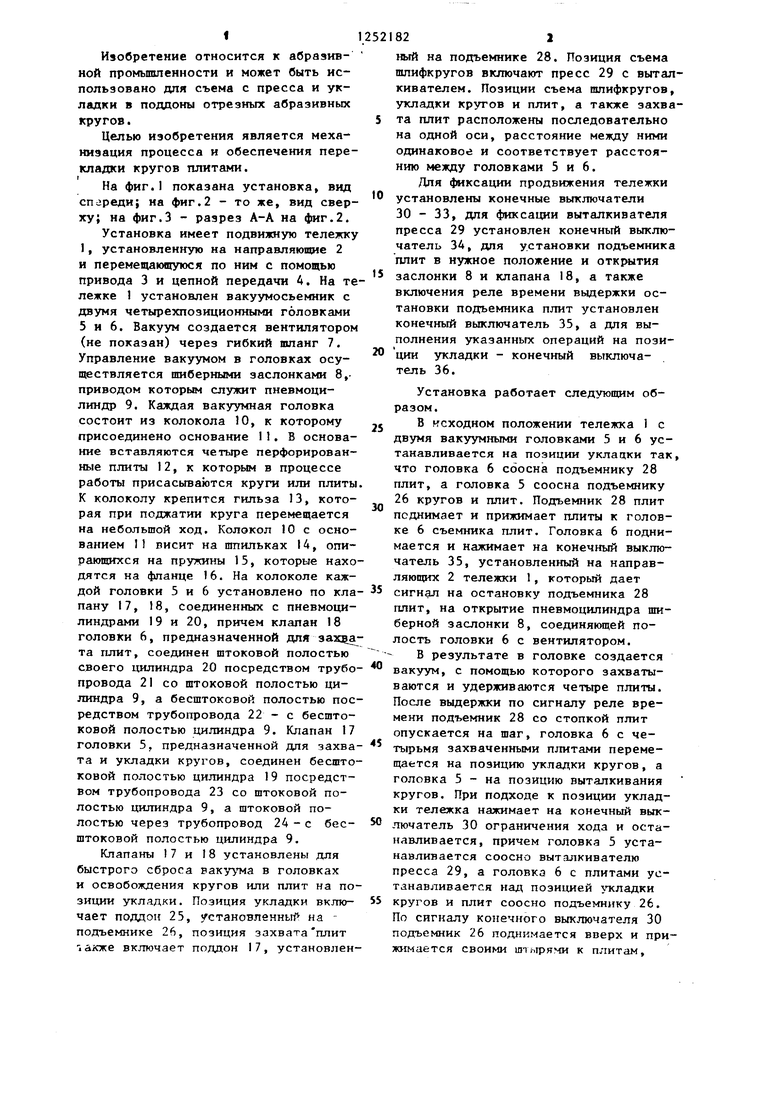
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема шлифкругов | 1980 |
|
SU935304A1 |
| Установка для изготовления шлифовальных кругов | 1987 |
|
SU1570902A1 |
| Пресс для прессования порошковых материалов | 1984 |
|
SU1177174A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Гидравлический однопозиционный пресс одностороннего прессования | 1960 |
|
SU147120A1 |
| Суппорт станка | 1982 |
|
SU1021521A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |

25 28
А А (noBepf mo)
Фиг. 2
Ш;
k 4yj|njnjKX//X/ljUjDjKk i4
tZ
№13
и
f
15 Щ
L
Ю
- .Y,
.
/
Фкг.З
П
Редактор Н.Гунько
Составитель И.Генералова
Техред М.Ходанич Корректор В.Бутяга
Заказ 4575/19 Тираж 555Подписное
, ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ получения производных пирролидина или их солей с неорганической кислотой | 1984 |
|
SU1416056A3 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
