11
Изобретение относится к машиностроению и другим отраслям промышленности, где используется оборудование электроконтактного нагрева, применяющегося при термической обработке профильного проката.
Цель изобретения - повьшение производительности агрегата при термообработке нес1-гмметричного профильного проката.
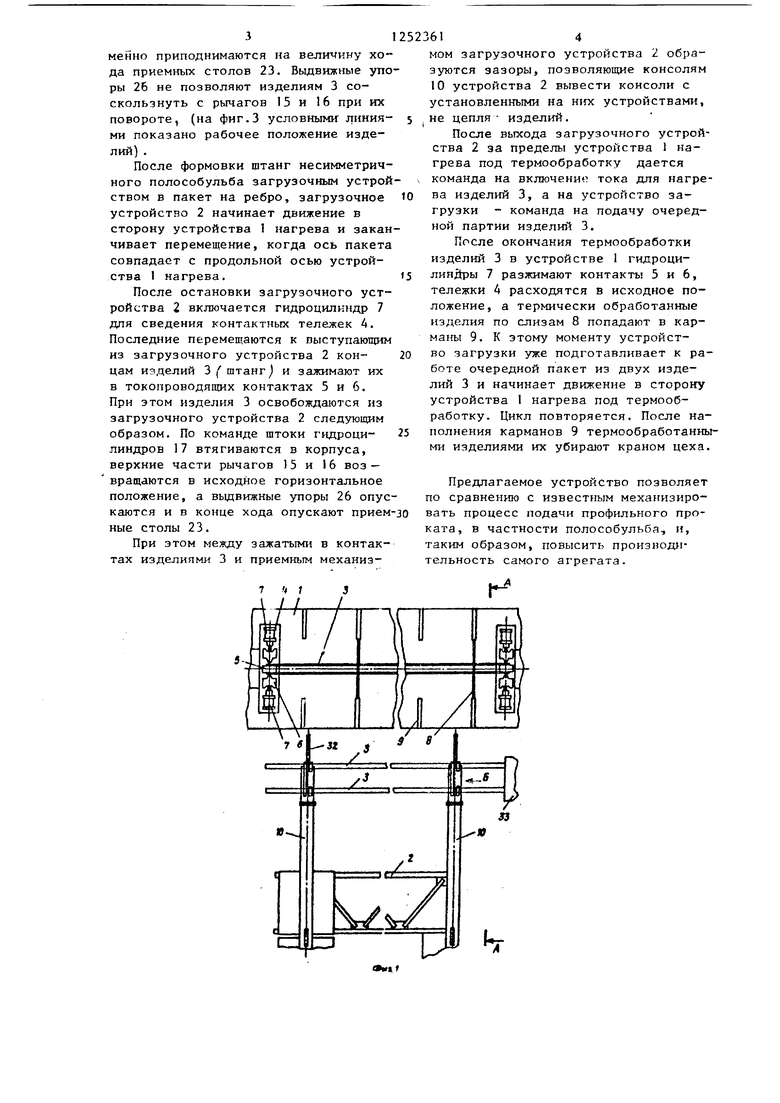
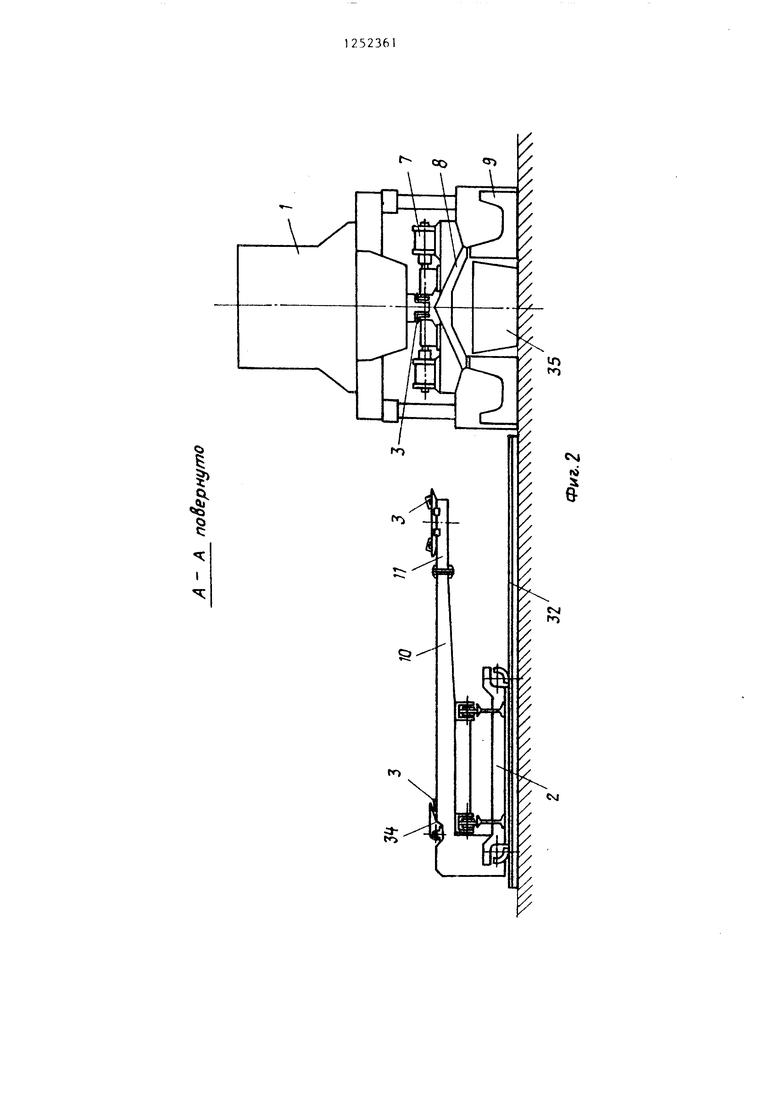
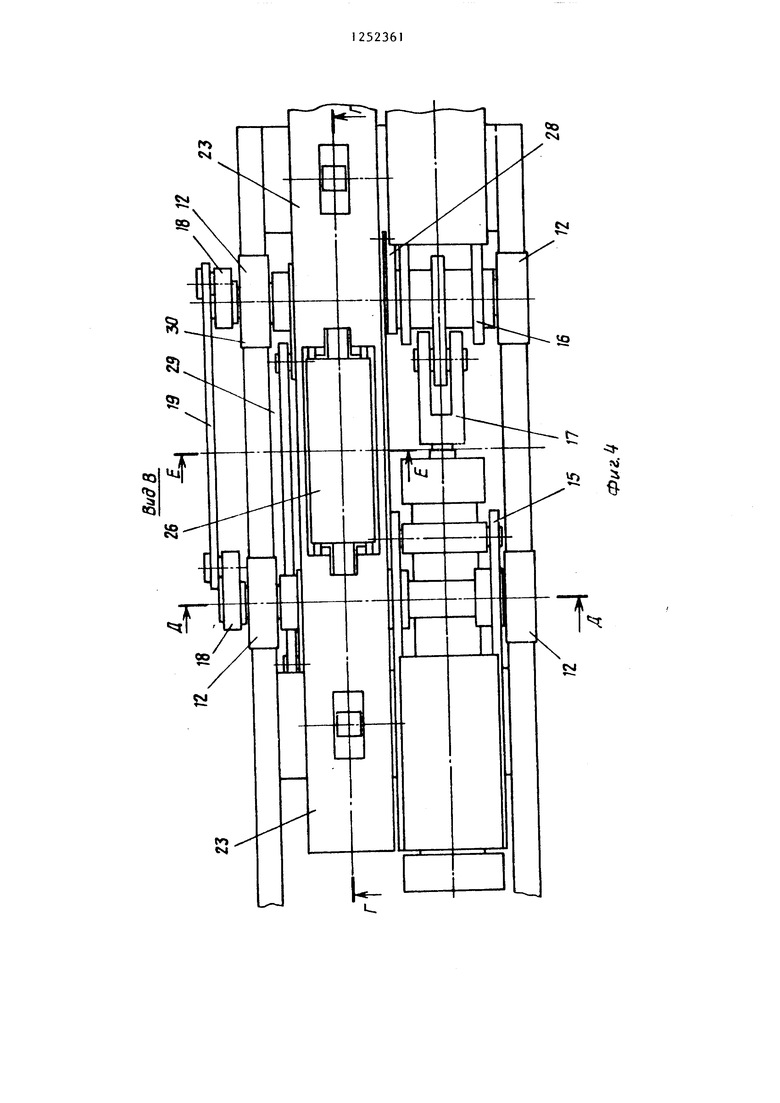
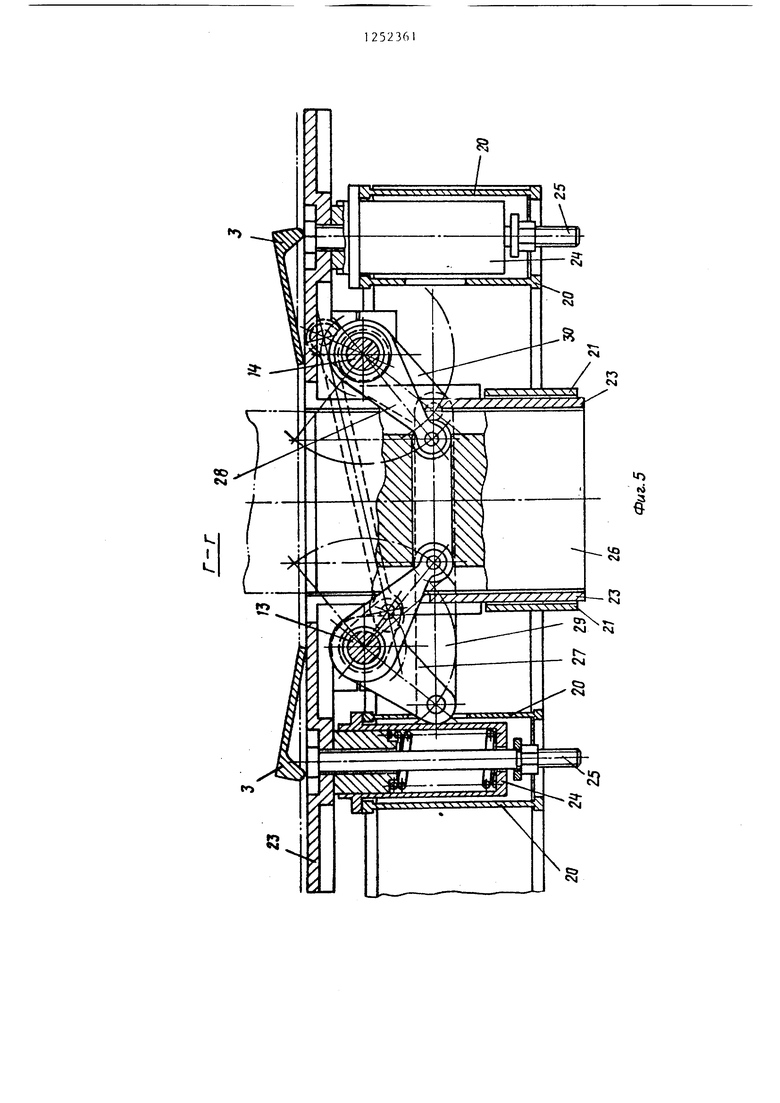
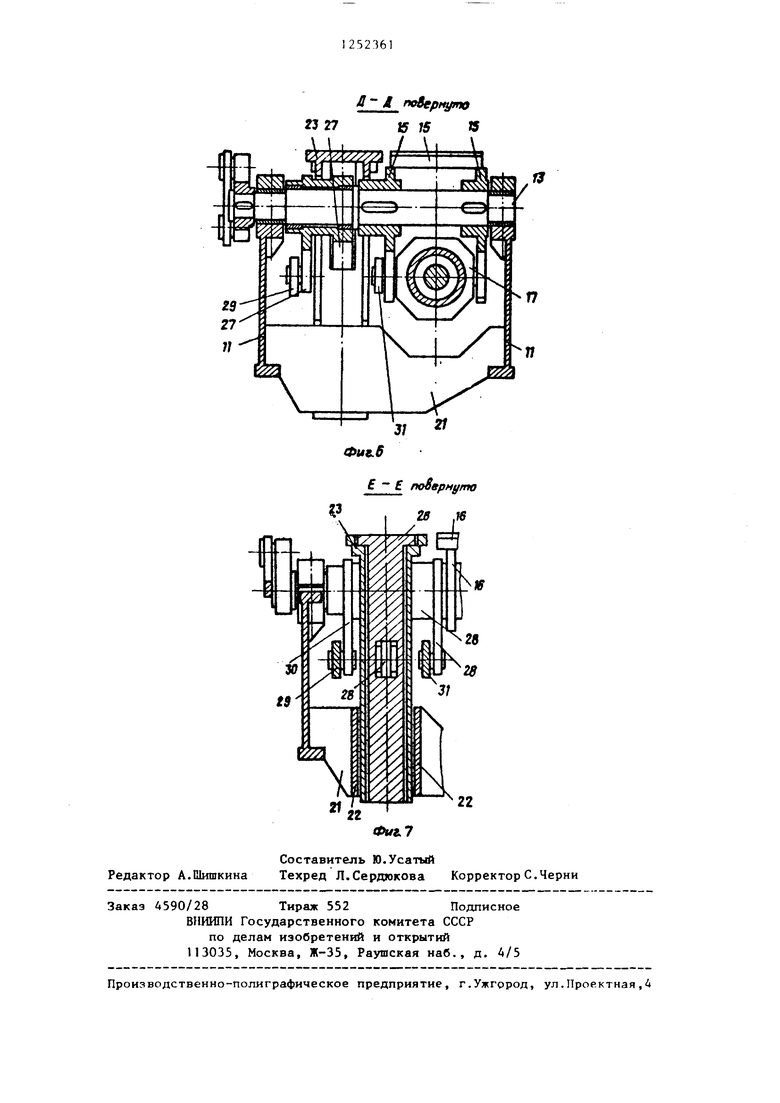
На фиг.1 изображен агрегат для электроконтактной термообработки проката, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.I; на фиг.4 - вид В на фиг.З; на фиг.5 - разрез Г-Г на фиг.А; на фиг.6 - разрез Д-Д на фиг.4; на фиг.7 - разрез Е-Е на фиг.4.
Предлагаемый агрегат содержит устройство 1 нагрева под термообработ- ку 1, устройство 2 загрузки изделий 3 на контактные тележки 4. Тележка 4 снабжена средним контактом 5 и крайними в нормальном к продольной оси устройства 1 нагрева под термообработку контактами 6 с приводами от гидроцилиндров 7.
Устройство 1 нагрева под термообработку снабжено склизами 8 и карманами 9 для сбора обработанных изделий 3.
Загрузочное устройство 2 для поперечной подачи изделий 3 выполнено в виже напольной колесной машины и снабжено консолями 10 со щеками 11. На щеках 11 установлено четыре подшипниковых узла 12 для крепления валов 13 и 4. Вал 13 оборудован кантователем, вьтолненным в виде двуплечего рычага 15, посаженного на валу с помощью птонки. Вал 14 оборудован кантователем, выполненным в виде двуплечего рычага 16, Рычаги 1 5 и 16 соединены между собой гидроцилиндром 17. Для обеспечения сиухронного вращения на валах 14 и 13 посал ены кривошипы 18, соединенные спарником 19.
Шеки 11 консолей 10 жестко соединены поперечинами 20 и 21, а поперечины 21, ц. свою очередь, зафиксированы между собой планками 22. В прямоугольное отверстие, образованное поперечинами 21 и планками 22, введен хвостовик приемного стола 23. Мелду двумя парами поперечин 20 установлены и закреплены два под- пружинентгьгх стакана 24. Для регули
5
0
5
0
s
0
5
0
5
рования хода приомиого стола 23 служат тяги 25. В прорези приемного стола 23 установлен выдвижной в вертикальной плоскости упор 26, в паз которого введены одним концом рычаги 27 и 28, закрепленные на валах 13 и 14 соответственно. Свободным от паза упора 26 плечом рычаг 27 через тягу 29 шарнирно соединен с кривошипом 30. Аналогично через тягу 31 рычаг 28 соединен с удлиненной цапфой гидроцилиндра 17.
Загрузочное устройство 2 установлено на рельсовом пути 32, вьтолнен- ном с упором 33. Для предварительной ориентации изделия установлен кантователь 34, а для сбора охлаждающей жидкости установка снабжена емкостью 35.
Агр егат работает следующим образом.
Грузовым магнитным краном изделия 3 подаются на загрузочное устройство 2. Ьсли транспортируемые краном издрпия 3 ориеитированы не так, как надо для укладки, то изделия предварительно закладываются в кантователь 34, который ориентирует поло- собульбовьп профиль в разные стороны своими утолщенными краями f фиг.З).
Ориентация несимметричных профилей определяется конструкцией контак- тов 5 и 6 устройства 1 нагрева под термообработку.
При опускании очередного изделия 3 на консоли 10 торец изделия надо подвести к упору 33.
После укладки соответствующим образом сориентированных изделий 3 на приег-шые столы 23 и опущенные рычаги 15 и 16 (кантователи) включаются гидроцилиндры 17. Штоки гидроцилиндров 17 выдви aютcя и сидящие на валах 13 и 14 верхние части рычагов 15 и 16 кантователей поднимаются. При этом посаженные на валы 13 и 14 двуплечные рычаги 27 и 28, одним концом входящие в паз упора 26, выдвигают упоры вверх, а приемные столы 23, контактирующие с установленными в стаканах 24 пружинами, совершают при этом ограниченный вертикальный ход на столько, на сколько им позволяют удерживающие их тяги 25, обеспечивающие saTH/wcv пружин.
Изделия 3 II
кант тотся It,
лежа в положение стоя
из
It
менно приподнимаются на величину хо да приемных столов 23. Вьщвижные упоры 26 не позволяют изделиям 3 соскользнуть с рычагов 15 и 16 при их повороте, (на фиг.З условными линия- ми показано рабочее положение изделий) .
После формовки штанг несимметричного полособульба загрузочным устройством в пакет на ребро, загрузочное устройство 2 начинает движение в сторону устройства 1 нагрева и заканчивает перемещение, когда ось пакета совпадает с продольной осью устройства 1 нагрева.
После остановки загрузочного устройства 2 включается гидроцилиндр 7 дпя сведения контактных тележек 4. Последние перемещаются к выступающим из загрузочного устройства 2 кон- дам изделий 3 штанг j и зажимают их в токопроводящих контактах 5 и 6. При этом изделия 3 освобождаются из загрузочного устройства 2 следующим образом. По команде штоки гидроци- линдров 17 втягиваются в корпуса, верхние части рычагов 15 и 16 возвращаются в исходное горизонтальное положение, а выдвижные упоры 26 опускаются и в конце хода опускают приемные столы 23.
При этом между зажатьп 1 в контактах изделиями 3 и приемным механизмом загрузочного устройства 2 образуются зазоры, позволяющие консолям 10 устройства 2 вывести консоли с установленными на них устройствами, I не цепля изделий.
После выхода загрузочного устройства 2 за пределы устройства 1 нагрева под термообработку дается команда на включение тока для нагрева изделий 3, а на устройство загрузки - команда на подачу очередной партии изделий 3.
После окончания термообработки изделий 3 в устройстве 1 гидроци- линйры 7 разжимают контакты 5 и 6, тележки 4 расходятся в исходное положение, а термически обработанные изделия по слизам 8 попадают в карманы 9. К этому моменту устройство загрузки уже подготавливает к работе очередной пакет из двух изделий 3 и начинает движение в сторону устройства 1 нагрева под термообработку. Цикл повторяется. После наполнения карманов 9 термообработанны ми изделиями их убирают краном цеха.
Предлагаемое устройство позволяет по сравнению с известным механизировать процесс подачи профильного проката, в частности полособульба, и, таким образом, повысить производительность самого агрегата.
1
R
in
(S
и А поВерндто П2715 75 W
22
Составитель Ю.Усатый Редактор А.Шишкина Техред Л.Сердюкова Корректор С.Черни
Заказ А590/28 Тираж 552Подписное
ВИНИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,А
ФигЛ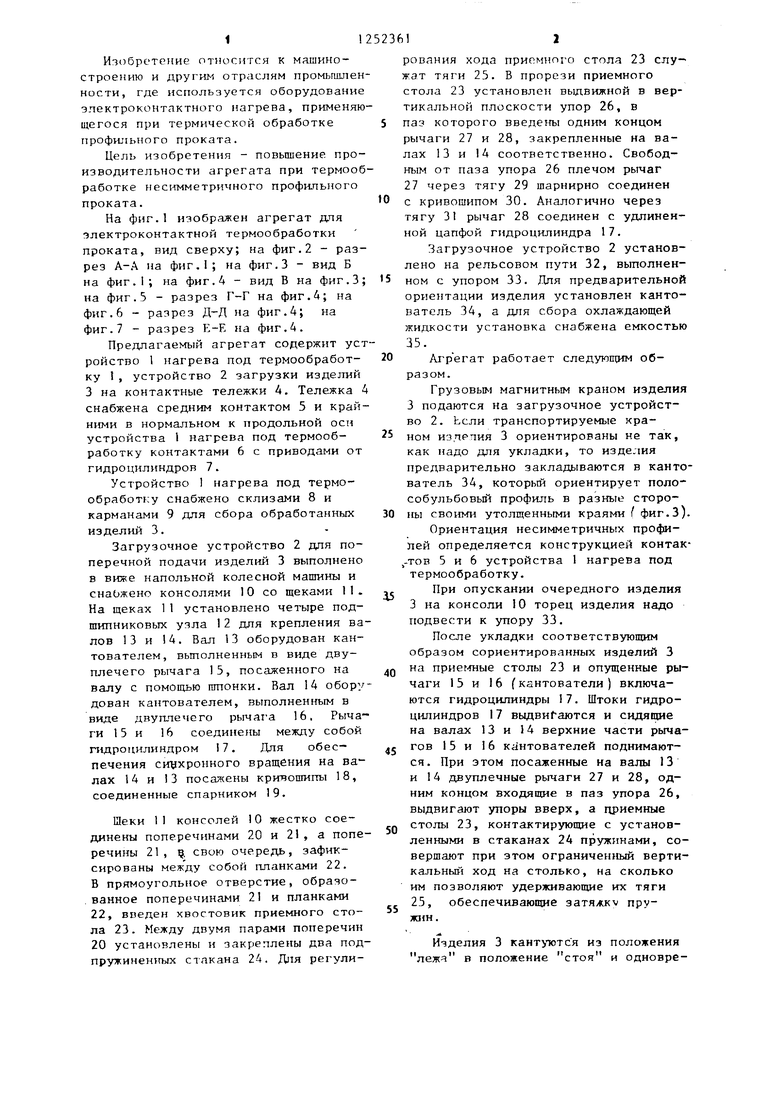
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1991 |
|
SU1808018A3 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Технологическая линия по производству камнелитых труб центробежным способом | 1980 |
|
SU1057293A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
