12
Изобретение относится к термнческой обработке метагшических изделий токами высокой частоты.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых деталей и упрощение конструкции.
На фиг. 1 показана кинематическая схема автомата в аксонометрии; на фиг. 2 - бункер с загрузочным устройством, разрез; на фиг. 3 - индуктор с диском, разрез; на фиг. 4 - продольный профиль лотка; на фиг. 5- сечение лотка в месте его прохода через вырез в скошенной стенке полой емкости.
Автомат содержит электродвигатель 1 с редуктором 2, соединенный через муфту 3 с валом 4, к которому подсоединены шестерня 5 отбора мощности и два разновысотных кулачка 6 и 7. К шестерне 5 подключен механизм вращения диска, состоящий из колеса
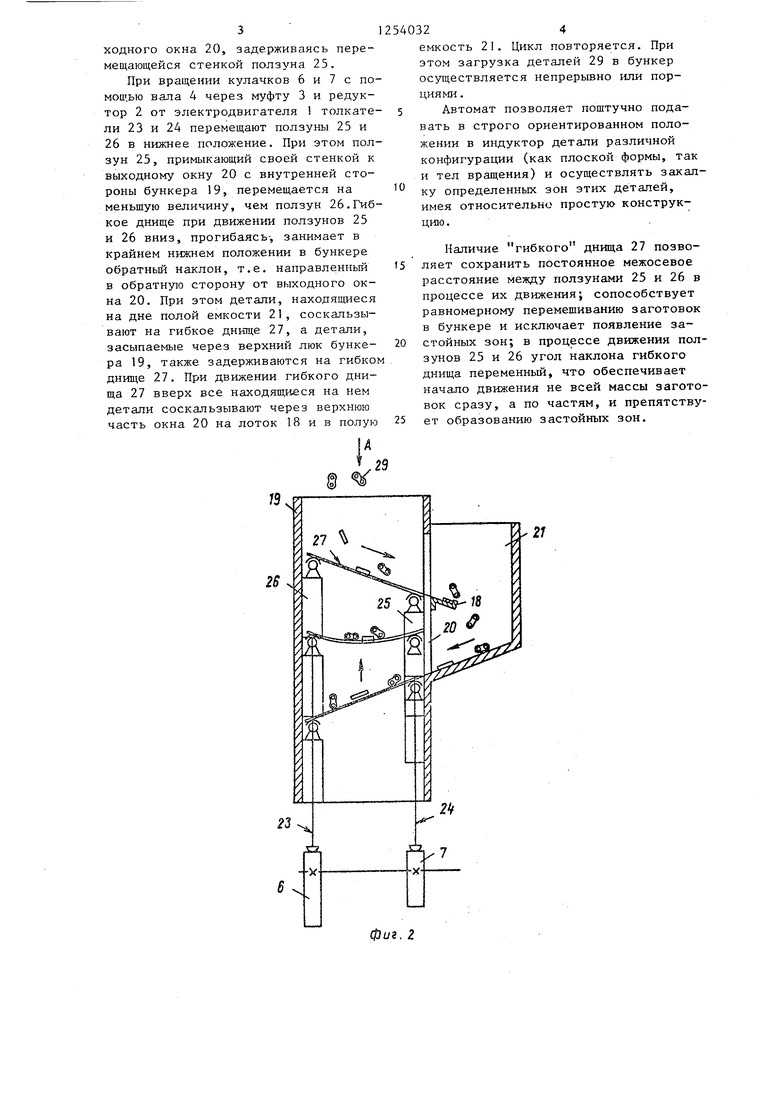
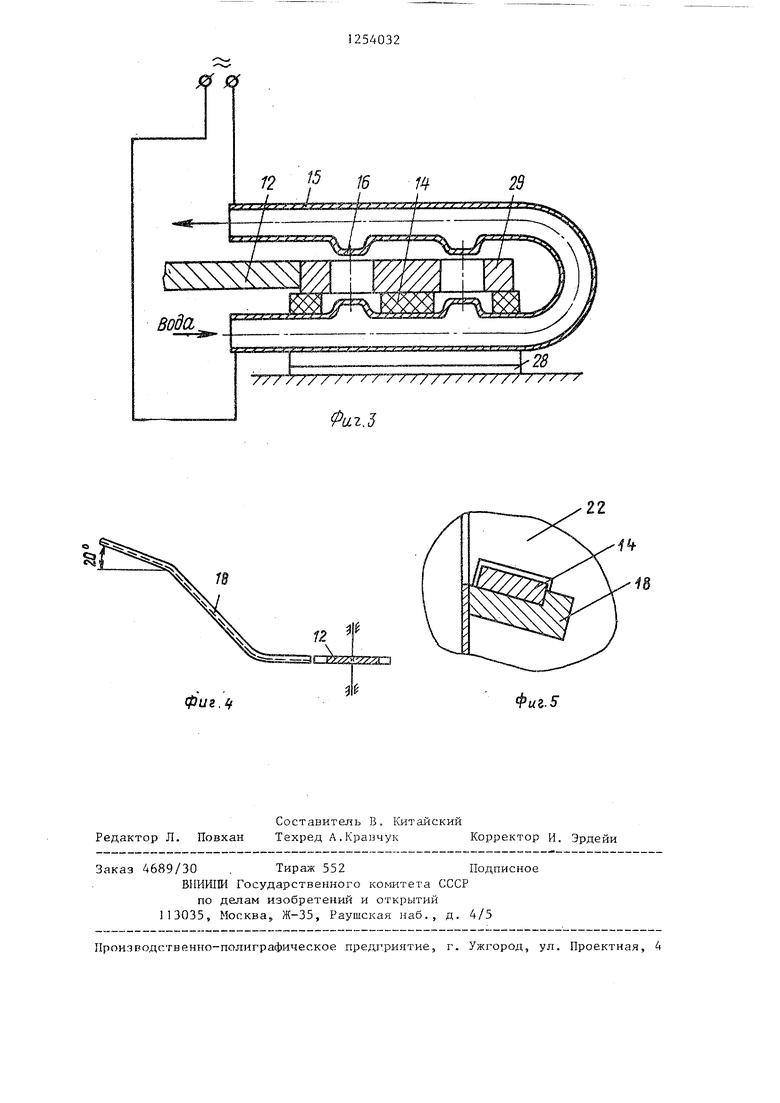
с зубьями и мальтийского креста 9, посаженных на отдельные валы 10 и 11, На конце вала 11 смонтирован подающий диск 12, снабженный полыми пазами 13 по периферии. Снизу часть диска 12.проходит с зазором над неподвижной опорой 14. Диск 12 и опору 14 охватывает снаружи индуктор 15. Индуктор 15 выполнен, например, в виде полой трубки с выступами 16, максимально приближенными к закаливаемым зонам детали. За ьндуктором 15 под диском 12 расположен бак 17. К торцу подающего диска вплотную примыкает направляющий лоток 18, плоскость которого в зоне, прим1з1кающей к диску, параллельн а диску, причем лоток имеет наклон в продольном и поперечном направлениях (фиг,, 4 и 5). По лотку за счет действия гравитации, скользят детали из бункера 19. Бункер 19 выполнен в виде, например, прямоугольного, полого сверху и снизу Я1дика. На одной из боковых стенок бункера 19 вьфезано сквозное выходное
окно 20. Поперек окна 20 по его цент- 50 наклонный лоток, сразу скатывается
ру закреплен один конец лотка 18. Окно 20 и конец лотка 8 заключены в полую емкость 21. Она имеет наклонное в сторону окна 20 дно и сконен-- ную боковую стенку 22, через которую проходит лоток 18, причем стенка скошена по отношению к продольной оси лотка. Внутри бункера 19 смонтирова3.
5
0
5
но загрузочное устройство, которое состоит из толкателей 23 и 24, контактирующих с кулачками 6 и 7, ползунов 25 и 26 и гибкого днища 27 бункера, смонтированного шарнирно на верхних концах ползунов 25 и 26 и закрывающего все поперечное сечение бункера. Опора 14 закреплена на корпусе автомата через прокладку 28.
Автомат работает следующим образом.
Закаливае.мые детали 29 засыпаются навалом в верхний люк бункера 19 по направлению стрелки А и задерживают на гибком днище 27. Если в момент засыпки деталей 29 днище 27 находится в верхнем положении, то детали сразу, же скатываются по нему за счет действия гравитации, и через верхнюю часть окна 20 ряд из них попадает на наклонный лоток 18 и задерживается его бортиком, скользя в дальнейшем вдоль лотка. При этом детали, лежалще в один ряд на лотке 18, проходят сквозь отверстие в скошенной стенке 22 и поступают к торцу подаюрдего диска 12. Диск 12, вращаясь по стрелке В с помощью механизма вращения (5., 8, 9, 10 и 11), подходит поочередно своими пазами 13 к торцу лотка 18, при этом детали проваливаются в очередной паз. От выпадания из пазов 13 диска детали во время их транспортировки 5 через индуктор 15 в закалочный бак 17 удернсиваются неподвижной опорой 14, зазор между которой и диском 12 регулируется, например, с помощью сменных прокладок 28 в зависимости от размеров закаливаемых деталей.
В индукторе 15 деталь 29, проходя через выступы 16,. нагревается в зоне выступов токами высокой частоты и при дальнейшем вращении диска 2 вьиосится пазами 13. и проваливается в закалочньй бак 17, где она охлаусдается жидкостью.
Часть же деталей, не попавшая на
0
0
5
в полую емкость 21, а детали, лежа- на наклонном лотке во втором сверху ряду и выше, сбрасьшаются с лотка посредством скошенной боковой стеики 22 также в полую емкость 21. В полой емкости 21 детали задерживаются наклонным дном, по которому они скользят в сторону нижней 4acvH выходного окна 20, задерживаясь перемещающейся стенкой ползуна 25.
При вращении кулачков 6 и 7 с по- мош.ыо вала 4 через муфту 3 и редуктор 2 от электродвигателя толкате- ли 23 и 24 перемещают ползуны 25 и 26 в нижнее положение. При этом ползун 25, примыкающий своей стенкой к выходному окну 20 с внутренней стороны бункера 19, перемещается на меньшую величину, чем ползун 26.Гибкое днище при движении ползунов 25 и 26 вниз, прогибаясь-, занимает в крайнем нижнем положении в бункере обратный наклон, т.е. направленный в обратную сторону от выходного окна 20. При этом детали, находящиеся на дне полой емкости 21, соскальзывают на гибкое днище 27, а детали, засыпаемые через верхний люк бунке- ра 19, также задерживаются на гибком днище 27. При движении гибкого днища 27 вверх все находящиеся на нем детали соскальзывают через верхнюю часть окна 20 на лоток 18 и в полую
емкость 21. Цикл повторяется. При этом загрузка деталей 29 в бункер осуществляется непрерывно или порциями .
Автомат позволяет поштучно подавать в строго ориентированном положении в индуктор детали различной конфигурации (как плоской формы, так и тел вращения) и осуществлять закалку определенных зон этих деталей, имея относительно простую конструкцию .
Наличие гибкого днища 27 позволяет сохранить постоянное межосевое расстояние между ползунами 25 и 26 в процессе их движения; сопособствует равномерному перемешиванию заготовок в бункере и исключает появление застойных зон; в процессе движения ползунов 25 и 26 угол наклона гибкого днища переменный, что обеспечивает начало движения не всей массы заготовок сразу, а по частям, и препятствует образованию застойных зон.
27
фиг. Z
0 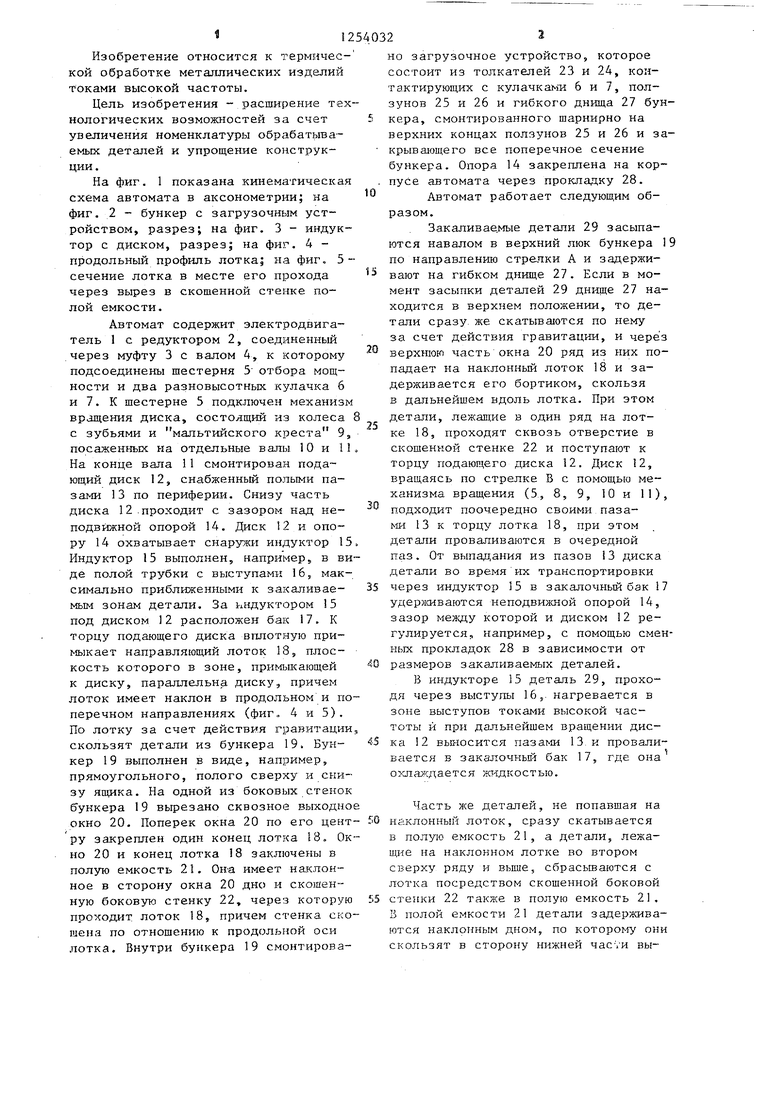
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU263554A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Автоматическая линия для индукционной термической обработки плоских деталей | 1981 |
|
SU1018983A1 |
| Устройство для удаления готовых изделий из пресса | 1975 |
|
SU556056A1 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Автомат для гибки труб наматыванием | 1988 |
|
SU1547917A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |

вода
/7 / /V/// / / / / / / / //////// / /
иг.З
фиг. If
Фиг.5
Составитель В. Китайский Редактор Л. Повхан Техред А.Кравчук Корректор и. Эрдейи
Заказ 4689/30 . Тираж 552Подписное
ВЯИИШ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
