. 1 . 1
Изобретение относится к литейному производству и может быть использовано для оптимизации силовых и скоростных параметров литья под давлением.
Целью изобретения является повыше кие точности определения оптимальных технологических параметров литья.
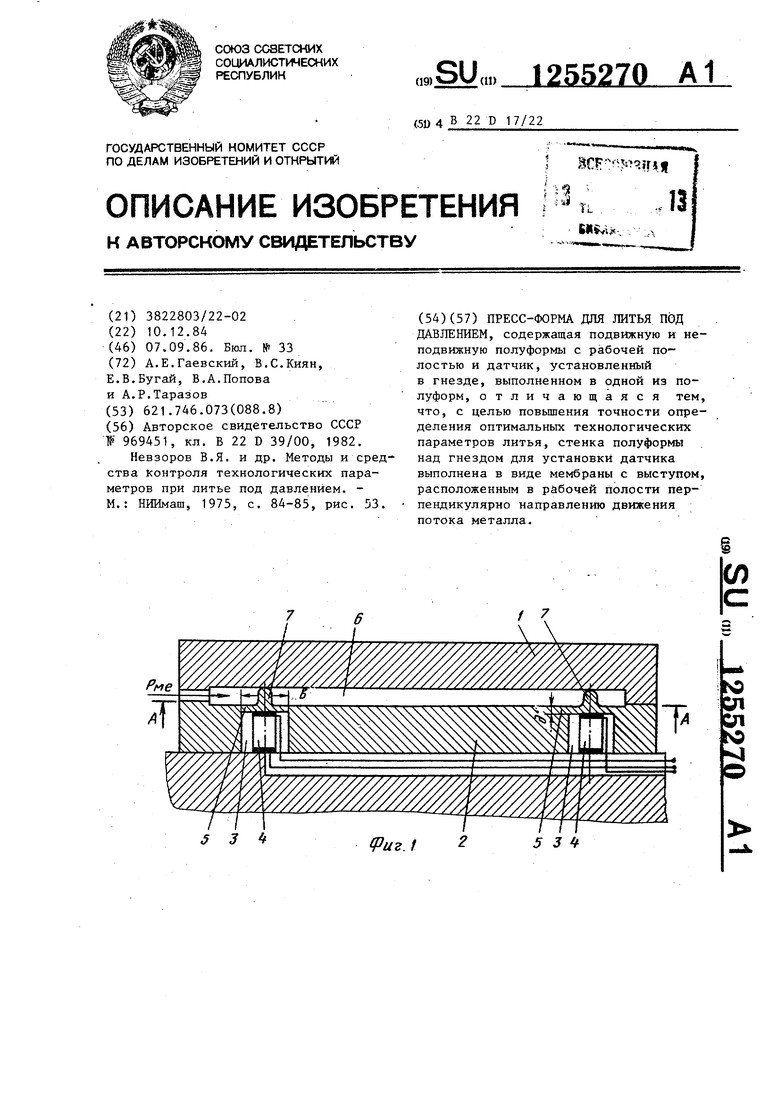
На фиг. 1 схематично показана пресс-форма, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Пресс-форма состоит из подвижной и неподвижной 2 полуформ. В корпусе неподвижной полуформы 2 выполнены . по крайней мере два гнезда 3, в которых установлены датчики 4, воспринимающие усилие жидкого металла через утоненную стенку пресс-формы, служащую мембраной 5. На мембране 5 выполнены выступы 7, расположенные в рабочей полости 6 пресс-формы перпендикулярно направлению движения расплава и передающие через мембрану 5 усилия от движущегося расплава к датчику. Причем ширина S выступа должна быть не более линейного размера мембраны 6, высота равна толщине отливки, толщина 1 - не более толщины а мембраны.
Толщина мембраны определяется расчетным путем в зависимости от мак симально допустимых нагрузок на датчик и прочностных свойств материала
552702
пресс-формы. Толщина и ширина выступа выбираются из условия жесткости системы мембрана - вьютуп.
Пресс-форма работает следующим
5 образом.
Перед чначалом работы подвижная 1 и неподвижная 2 полуформы смыкаются. Предварительно в Гнезда 3, выполнен10 ные в теле неподвижной полуформы, . устанавливают датчики 4, которые соединены с соответствующим вторичным прибором (осциллографом). При заполнении полости пресс-формы сплав, дви15 жущийся с большой скоростью, ударяется последовательно о выступы 7, которые передают через мембрану 5 усилие на датчики 4, сигналы от которых регистрируются осциллографом.
20 Выполнив несколько выступов по длине рабочей полости пресс-формы и установив под ними датчики, становится возможным получить абсолютную величину давления потока ме25 талла во времени и определить характер и время движения его в полости пpёcc-фopмЫj что позволяет установить оптимальные значения технологических параметров в зависимости от
30 вида сплава и конструкции отливок и,
тем самым, обеспечить необходимое качество отливок.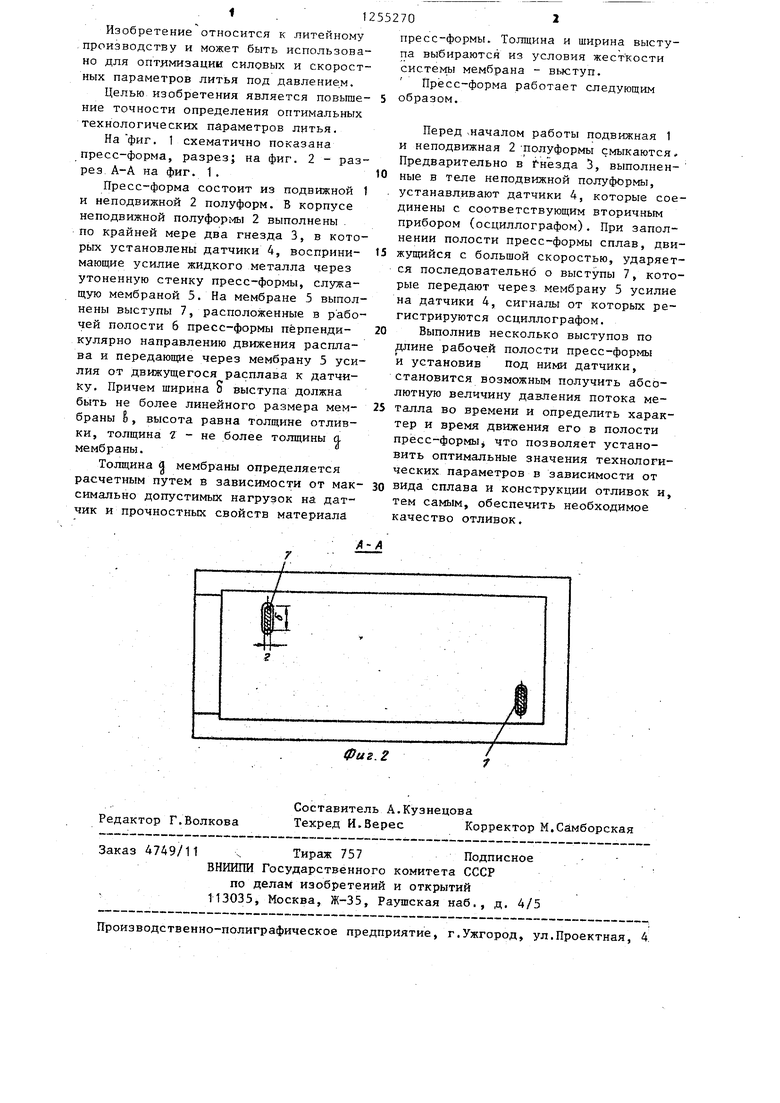
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма для литья под давлением | 1986 |
|
SU1391801A1 |
| Форма для литья с кристаллизацией под давлением | 1990 |
|
SU1780920A1 |
| Литейная форма | 1980 |
|
SU969451A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1696123A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для литья под давлением армированных отливок с поднутрениями | 1987 |
|
SU1519834A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
Редактор Г.Волкова
Составитель А.Кузнецова
Техред И.Верес Корректор М.Самборская
Заказ 4749/11 ч Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
Фиг. 2
7
| Литейная форма | 1980 |
|
SU969451A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Невзоров В.Я | |||
| и др | |||
| Методы и средства Контроля технологических параметров при литье под давлением | |||
| - М.: НИИмаш, 1975, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
