Изобретение относится к ; :танко- строению и может найти применение на проходных бесцентровопитифовапьных станках с широким кругом для угфав- ления точностью обработки,,
Целью изобретения является повышение точности и производительности обработки за счет изменения частоты вращения ведущего круга постоянно по периодическому закону.
На фиг, 1 изображен график изменения частоты вращения ведущего круга по периодическому треугольному закону и ее первая производная по времени Г ; на фиг, 2 - функциональная схема предлагаемого устройства
При периодическом законе изменения скорости ведущего круга (фиг, 1) создаются такие условия, при которых точность обработки по параметру Отклонение от круглости повьшает-- ся. Это происходит по следующим причинам. Отклонение формы поперечного сечения заготовки и ее погрешности в виде отклонений от круглости формируются на каждом обороте детали в зависимости от соотношения амплитуд колебаний ведущего круга, шлифо- Бального круга и самой заготовки.Эти соотношения определяются частотой вращения заготовки в зоне резания и частотой вращения шлифовального круга Если эти соотношения в процессе, обработки остаются неизменными, то на деталях в поперечном сечении от оборота к обороту набивается одна и та- же гармоника некруглости, например трехгранка или пятигранка (в. зависимости от параметров наладки). Если соотношение амплитуд колебаний посте янно изменяются 5 то ни одна из гармо ник некруглости не получает развития и даже от оборота к обороту величина некруплости будет уменьшаться, Частота вращения шлифовального круга в станках данного типа величина постоянная и не управляемая;,, а часто та вращения изделия в зоне резгния определяется частотой враш.ения ведущего круга. Привод ведущего круга всегда управляемый (обычно двигатель постоянного тока с тиристорнын управлением) .
Получить такие условия обработки можно, если частоту вращения ведуп е- го круга изменять по периодическому закону относительно среднего значения. При этом производительность
iO
ts
;ю
2554112
станка в пересчете на партию деталей остается постоянной и равной этому среднему значению. Изменение частоты вращения детапи от оборота к обороту не позволяет установиться в зоне резания колебаниям какой-либо частоты, и точность обработки по параметру Отклонение от круглости повышается.
Важным условием работы по предлагаемому способу является задание такого закона изменения частоты вращения ведущегс круга, чтобы его первая производная по времени была постоянной и ни для какого оборота детали ке равнялась нулю. Такому условию соответствует изменение частоты вра- Етения п ведущего круга по периодическому треугольному закону (фиг, 1), При этом его первая производная
35
-- всегда постоянна по величине (ли-,
бо постоянпое уменьшение, либо постоянное увеличение частоты вращения) и никогда не равна нулю,.
Среднее значение Пр„ назначается исходя из заданной производительности , период Т и размах дп подбираются с учетом динамической характеристики процесса формообразования.
Устройство для осуществления способа содержит генератор 1 сигналов треугольной формы, выполненный на базе симметричного мультивибратора 2 и интегратора 3, соединенных последовательно в один блок, усилитель 4 мощности с задатчиком уровня выходного сигнала, регулятор 5 частоты
40 выходного сигнала, задатчик 6 частоты вращения ведущего круга, сумматор 7, привод 8 ведущего круга и регулируемые резисторы 9 и 10 RC-це- пей,
.,5 Устройство работает следующим образ ом;,
В зависимости от положения регулятора 5 резисторы 9 и 10 КС-цепи мультивибратора 2 к интегратора 3 принимают определенные значения. Мультивибратор 2 вырабатывает сигнал прямоугольной формы, заданной частоты. Этот сигнал поступает на вход интегратора 3, где преобразуется в симметричный треугольный сигнал. С выхода интегратора сигнал поступает на вход усилителя 4 мощности и далее на один из входов сумматора 7. На вто50
рой вход сумматора 7 поступает сигнал от задатчика 6 частоты вращения ведущего круга. Просуммированньш сигнал поступает на управляющий вход привода 8 ведущего круга, который в соответствии с величиной сигнала изменяет частоту вращения ведущего круга по заданному закону. Испытания устройства на действую щем оборудовании показали, что пред лягаемый способ управления частотой
Редактор О.Юрковецкая
Составитель В.Алексеенко
Техред В.Кадар
Заказ 4763/18 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
. по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, уд.Проектная, 4
2554114
вращения ведущего круга обеспечивает более стабильную работу станка за счет уменьшения условий самовозбуждения, что, в свою очередь, поз- 5 воляет более длительное время сохранять режущие свойства шлифовального круга и, как следствие, увеличить время между правками. Эти условия дают возможность увеличить произво 10 дительность станка и повысить качество обработки.
фиг. 2
Корректор В.Бутяга
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления точностью обработки | 1985 |
|
SU1240560A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРУТКОВЫХ ЗАГОТОВОК И СПОСОБ ИХ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2011 |
|
RU2551747C2 |
| Способ управления точностью продольной геометрии деталей на бесцентровошлифовальных станках | 1986 |
|
SU1437200A1 |
| СПОСОБ ШЛИФОВАНИЯ ШАРОВ НА ПРОХОД И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1954 |
|
SU110166A1 |
| Устройство ограничения вибраций на шлифовальном станке | 1981 |
|
SU952553A1 |
| Система управления шлифовальным станком | 1984 |
|
SU1201114A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Устройство для регулирования синхронногоХОдА зубООбРАбАТыВАющЕгО CTAHKA | 1978 |
|
SU822772A3 |
1. Способ управления точностью бесцентрового шлифования, при кото oS/,. IMUH т ром осуществляют изменение частоты вращения ведущего круга, отличающийся тем, что, с целью повышения точности и производительности обработки, частоту вращения ведущего круга изменяют постоянно по периодическому пилообразному закону. 2. Устройство для управления точностью бесцентрового шлифования, содержащее привод вращения шлифовального, круга и регулятор частоты его вращения, отличающееся тем, что регулятор частоты вращения круга выполнен в виде последовательно соединенных симметричного мультивибратора, интегратора, усилителя мощности и сумматора, второй вход которого соединен с задатчиком, а выход - с приводом вращения. i (Л г фиг. / г/ /уг/v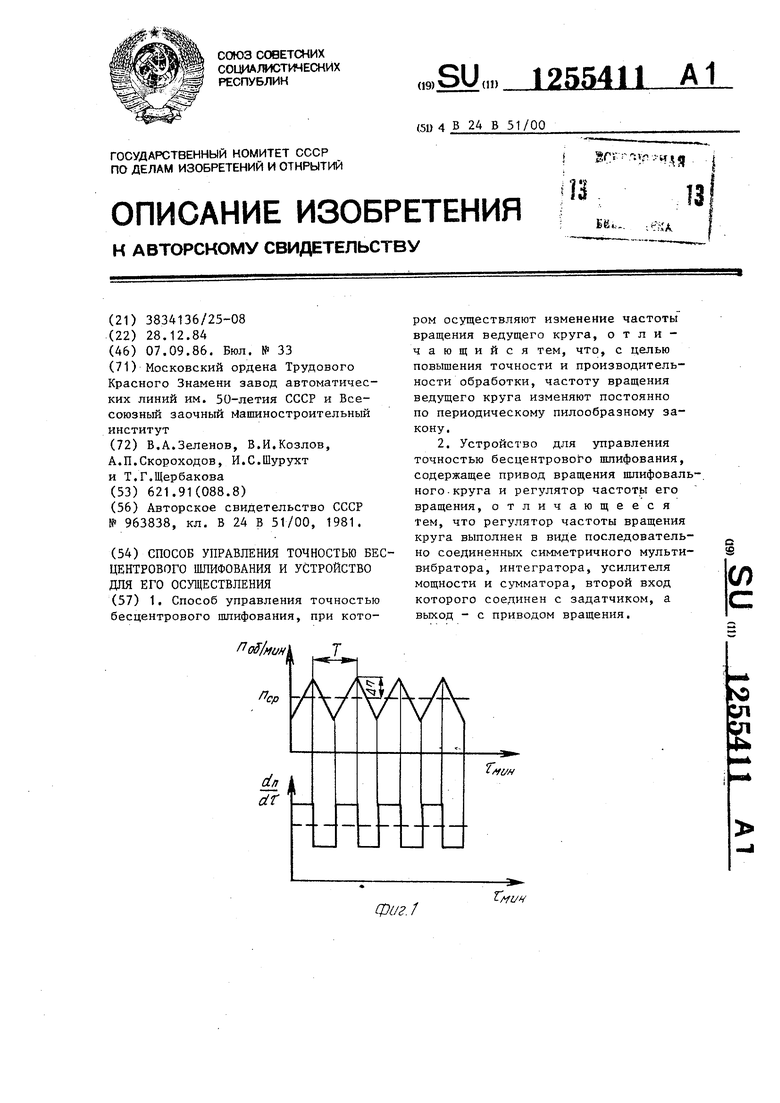
| Устройство для адаптивного управления шлифовальным станком | 1981 |
|
SU963838A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
