Изобретение Ьтноситс;я к обработке метолпой давлением, а более конкретно к конструкций оправок для прошив- кя заготовок на о.танах винтовой прокатки при производстве бесшовных горячекатаных труб.
Цель изобретения - улучшение качества наружной поверхности гильз путем снижения скручивания металла.
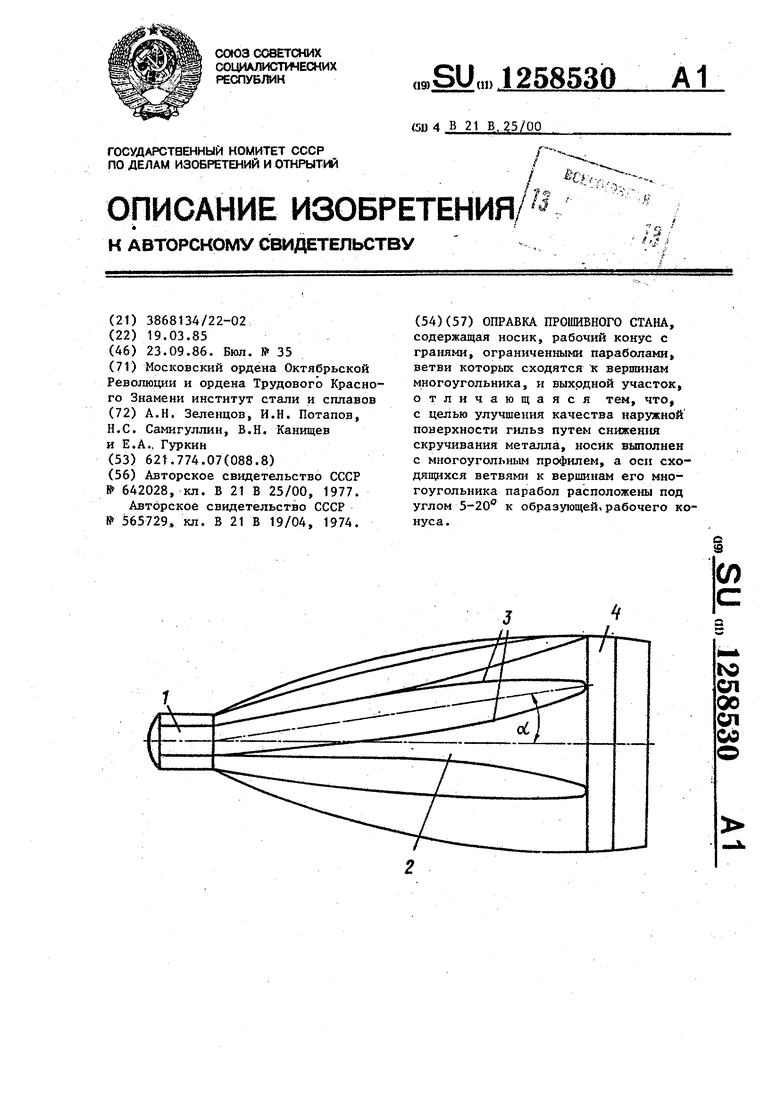
На чертеже изображена оправка про шивйого стана.
Оправка прогаявиого стана содержит носик 1 в виде tlpиз Q l4 имекщей мно- гругОльное поперечное сечение, рабочий конус 2 с гранями, ограниченными параболами, ветви 3 которых сходятся к вершинам многоугольника носика, а оси составляют с образующей конуса угол и выходной цилиндрическо- конический участок 4.
Оправка работает следзпощим образом .
Заготовка задается в прошивной станj где происходит прОшивка. После встречи носика 1 оправки с металлом центральная часть заготовки постепенно пр11обретает граненную форму поверхности оправки. С этого момента деформируемый металл и оправка находятся в жестком зацеплении друг с другом. Благодаря этому исюхючает- ся возможность проворота дефорнируе- мого металла относительно оправки. .Поэтому зти тела скручивающее действие валков воспринимают как оДно цеРедактор О. Головач Заказ 5061/10
Составитель Л. Матурина
Техред А.Кравчук Корректоре. Шёкмар
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д. 4/5
Производственно-полиграфическое предприятие, г. ,Ужгород, ул. Проектная, 4
0
лое, что и обеспечивает значительное снижение скручивания металла.в процессе прошивки заготовки.
Выбранный диапазон углов является оптимальным, поскольку грани рабочего конуса расположены под наибольшим углом к направлению течения металла.
Оптимальное число граней - четыре- шесть. При числе граней более шести эффект снижения скручивания металла недостаточен, однако когда число граней равно Трем наблюдается чрезмерный износ носика и рабочего конуса оправки, что объясняется интенсивным разогревом рёбер.
Пример, Оправку прошивного стана изготавливают из стали 12ХНЗА диаметром 30 мм и длиной 70 мм. Носик 20 оправки длиной 10 мм выполняют в виде шестигранной призмы со стороной шестиугольника 5 мм. Длина рабочего конуса 50 мм, а выходного участка: ци15
линдрического 4 мм, обратного конуса 6 мм. На поверхности рабочего конуса отлитой оправки выполнено шесть граней на 4фезерноМ станке. Оси парабол, ограничивающих грани, расположены под углом 10° к образующей рабочего конуса . На полученных оправках проводят прошивку заготовок диаметром 50 мм из стали 35. Снижение угла скручивания (А) 0,69-0,73.
Применение предложенной калибровки оправки позволяет снизить отбраковку труб на 0,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Способ винтовой прошивки | 1984 |
|
SU1194521A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| Оправка для винтовой прошивки | 1977 |
|
SU642028A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Технологический инструмент стана винтовой прокатки | 1974 |
|
SU565729A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
