Изобретение относится к обработк мета,плов давлением, в частности к способам изготовления деталей из листового материала.
Цель изобретения - повышение качества изготавливаемых деталей.
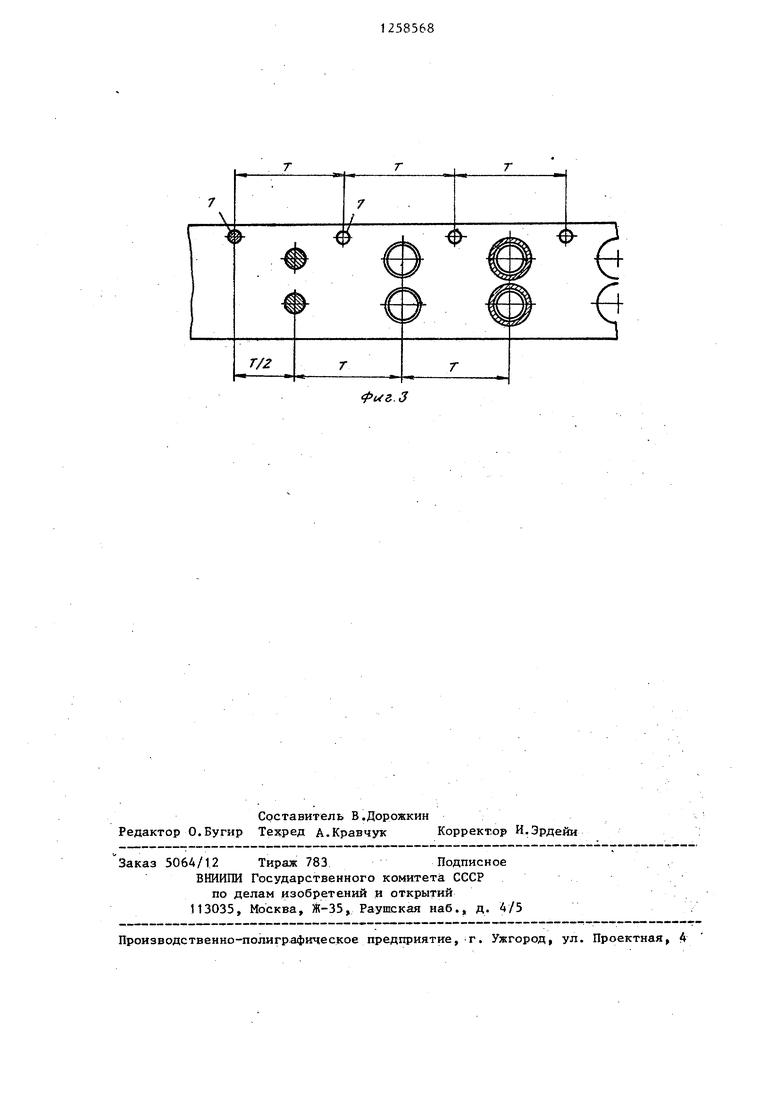
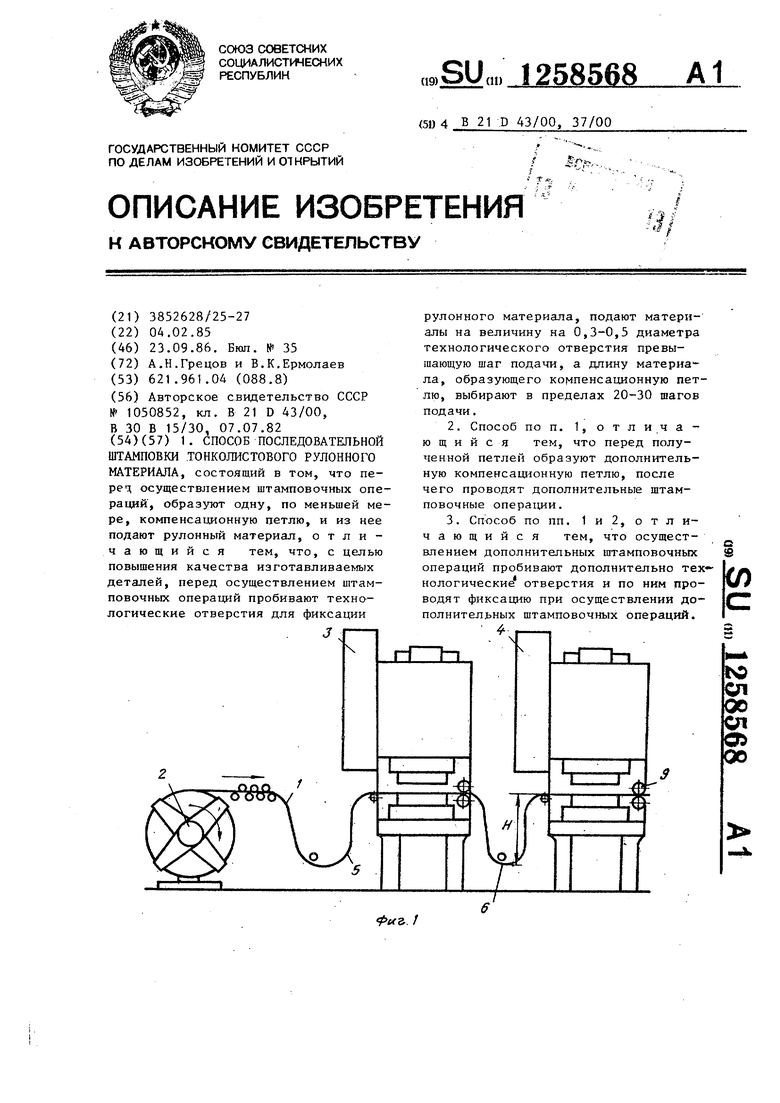
На фиг. 1 изображена линия прессов для осуществления предлагаемого способа; на фиг. 2 - последовательность технологических переходов, выполняемых после образования ком- :пенсаиионной петли; на фиг. 3 - то же, после образования дополнительной компенсационной петли.
Способ осуп ествляется следующим образом.
Рулонный материал 1 от рулонни- цы 2 подается к прессам 3 и 4 с образованием перед аждым из них со- Ьтветственно компенсационных петель 5 и 6, На прессе 3 пробиваются для фиксации технологические отверстия а на прессе 4 - технологические отверстия 8. При подаче материала 1 н прессе 4 величина подачи увеличивается на 0,3-0,5 диаметра отверстия по сравнению с шагом подачи Т, а длина материала, образующего компенсационную петлю 6, выбирается в яределах 20-30 Т, что позволяет повысить точность фиксации на прессе 4 (а значит, и качество деталей), так как увеличение подачи компенсирует величину сползания материала
при разведении валков 9 в момент штамповки и фиксации по шагу, а выбор длины петли обеспечивает сползание материала именно на величину, превышающую щаг подачи. Т.е. после
подачи материала и разведения валков 9 материал сползает в,сторону петли 6 на величину от 0,3 до 0,5 диаметра отверстия В, ловители (не показаны) точно входят в указанные
отверстия без смятия материала. Фиксация материала на каждом прессе по своим иновь пробиваемым на этом прессе технологическим отверстиям осуществляется с большей
точностью, так как отверстия, по которым фиксация уже производилась на предыдущем прессе, искажаются от контакта с ловителями и при фиксации по ним на другом прессе, точность еще больше искажается.
Использование изобретения позволит повысить качество изготавливаемых деталей за счет повышения точности фиксации.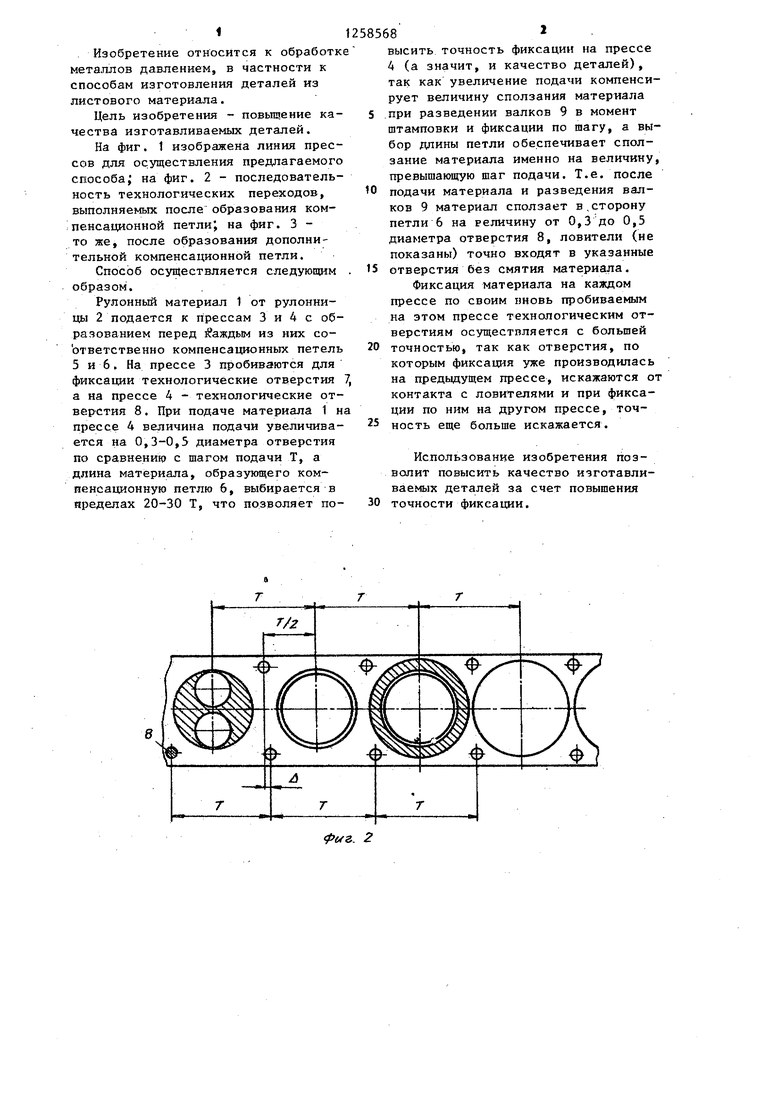
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2172051C1 |
| Поточная линия для изготовления магнитопроводов электрических машин | 1986 |
|
SU1317569A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ ОТВЕРСТИЙ ФИЛЬТРУЮЩЕГО И РАСПЫЛЯЮЩЕГО ЭЛЕМЕНТА И ФИЛЬТРУЮЩИЙ И РАСПЫЛЯЮЩИЙ ЭЛЕМЕНТ | 2000 |
|
RU2191086C2 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
иг. 2
Т/2
Составитель В.Дорожкин Редактор О.Бугир Техред А.Кравчук Коррект-ор И.Эрдейи
Заказ 5064/12 Тираж 783Подписное
ВНИИПИ Государственного комитета CGCP
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
фиг.З
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
