Изобретение относится к изготовлеию изделий сваркой, в частности к пособам сборки под сварку, и может ыть использовано при сборке под сварку конструкций пространственных рам, имеющих швы, расположенные под углом один к другому, в различных отраслях машиностроения.
Целью изобретения является упрощение сборки под сварку и повьциение производительности.
На фиг. I представлено базирование летали; на фиг. 2 - схема ориентировки детали; на фиг. 3 - схема установки деталей; на фиг. А вид А на фиг. 3.
Способ сборки под сварку осуществляется следующим образом,
В исходном положении каждая из деталей изделия (фиг.1) имеет технологические базы: установочную ХОУ, направляющую УОТ. и опорную Х07.
При сборке изделия производят Ориентацию деталей по правилам базирования (фиг.2} так, чтобы установочная база скользила по установочной плоскости 1 по двум направлениям относительно направляющей плоскости под углом oi к горизонту и к вертикальной оси. Для этого установочную плоскость 1, на которой располагают деталь 2, располагают под углом oi к горизонтальной оси и (х;, к вертикальной оси.
Величина силы, которую надо при- ложитель к детали 2 весом Y , чтобы двигать ее по установочной плоскости 1 , равна Р, 3 Sinoi.
Если учесть силы трения между деталью 2 и установочной плоскостью 1, то получается следующее значение
Р 3 .SiB.i.-4 J,
, cos Cj)
где с| - угол трения. В случае если угол об больше угла трения С , то деталь будет произвольно двигаться в заданное положение, самоустанавливаться относительно своих баз и прижиматься к установочным поверхностям. Для .того, чтобы во время самоориентировки не происходило опро- кидьгоания деталей изделия, необходимо соблюдать требование: сила тяжес- детали не должна переходить за ребро 3 опрокидывания ОХ(ОУ), следовательно, необходимо выполнять неравенство; f , где Р: - угол меяоду
58668 2
нормальной проекцией силы тяжести Q и плоскостью F , проходящей через центр тяхсести и ребро 3 опрокидьгеа- ния ОХ (ОУ),
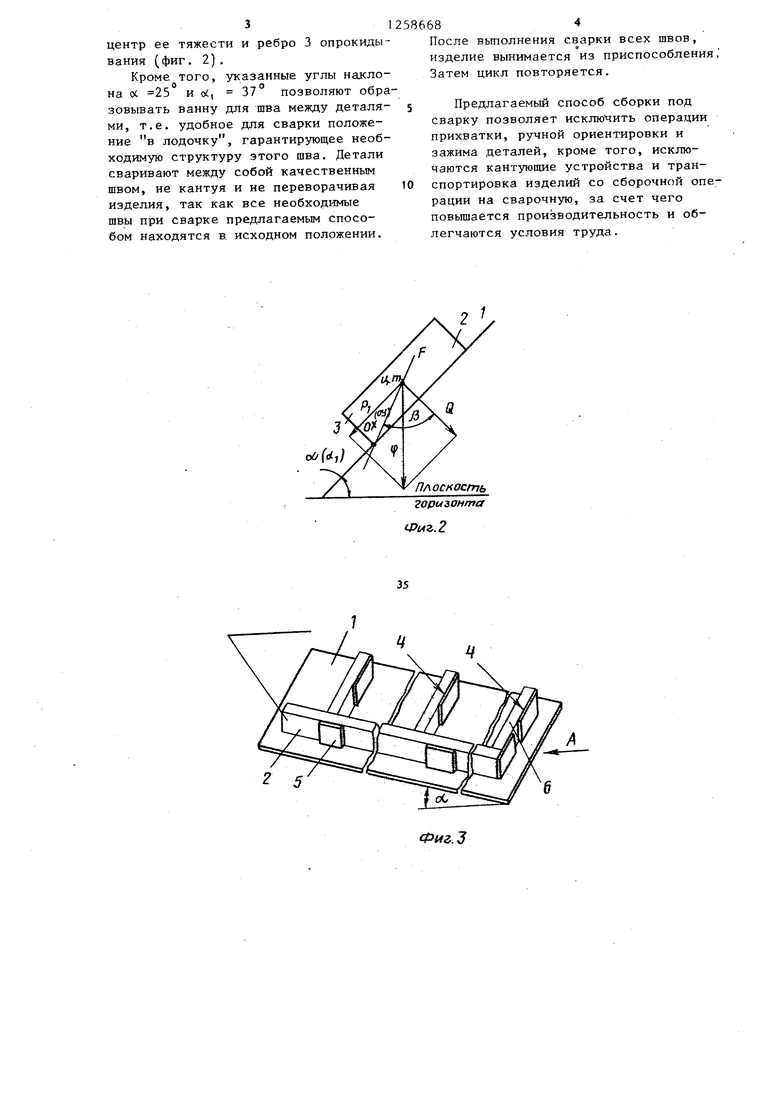
5 Таким образом, располагая установочную плоскость 1 с деталью 2 под углом od к горизонту (фиг. 3, 4) относительно базовых, упоров 4 на установочной плоскости и под углом tx, 10 относительно упоров 5 создаются требуемые условия для их ориентировки и для формирования шва в лодочку. Пример. Предложенный способ сборки под сварку заключается в уклад15 ке деталей на установочную плоскость, которую располагают под углом к горизонтальной и вертикальной оси.
Для выполнения способа применяют, например, устройство, представляющее
20 установочную плоскость 1, причем угол наклона этой п лоскости относительно горизонтальной оси принят в диапазоне 30, а именно 25°, это условие удовлетворяет требованию, что угол сх: более угла трения между деталью и установочной плоскостью и менее угла опрокидывания деталей, и вместе с тем этот УГОЛ удобен при установке и обработке длинномерных
30 пространственных рам. Угол о(, установки относительно вертикальной оси принят в диапазоне ,45 , а и 1енно 37 , что удовлетворяет как требованиям самоориентировки деталей,
35 так и удобством при их сварке.
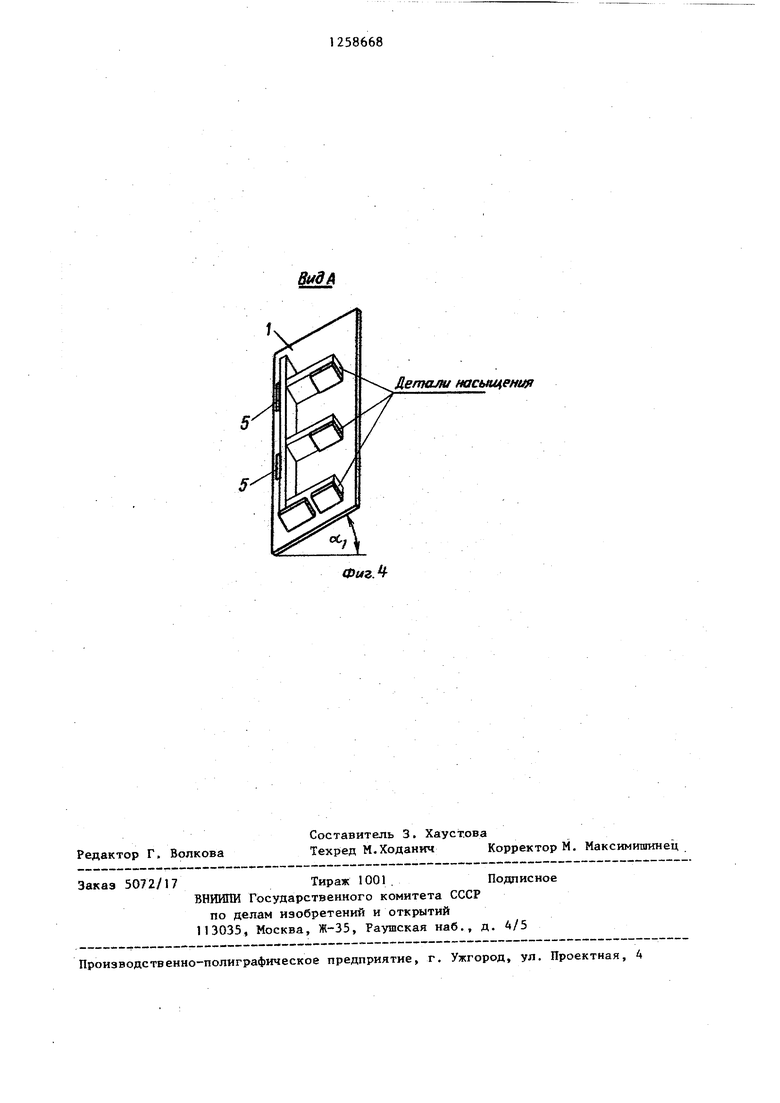
Благодаря, наклону установочной плоскости 1 относительно горизонтальной и вертикаль ной оси деталь произ вольно скользит по этой плоскости и благодаря наличию силы тяжести прижимается как к базовому упору 4, так и к базовым упорам 5. После чего берут детали 6 насыщения и укладыва ют также на установочную плоскость 1, по которой они без участия рабочет о прижимаются к базовьм упорам 4 и к базовой детали относительно упоров 5 (фиг. 3 и 4).
Установленные, таким образом, базовая деталь и детали насьпдения силой тяжести прижимаются к упорам и .один к другому, но не опрокидываются благодаря тому, что углы наклона
55 к горизонту менее угла опрокидывания /J 60 j т.е. образованного нормальной составляющей силы тяжести детали и плоскостью, проходящей через
центр ее тяжести и ребро 3 опрокидывания (фиг. 2),
Кроме того, указанные углы наклона ос 25 и oi, 37° позволяют образовывать ванну для шва между детали- ми, т.е. удобное для сварки положение в лодочку, гарантирующее необходимую структуру этого шва. Детали сваривают между собой качественным швом, не кантуя и не переворачивая изделия, так как все необходимые швы njpH сварке предлагаемым способом находятся в. исходном положении.
s Ю
2586684
После вьтолнения сварки всех швов, изделие вынимается из приспособления, Затем цикл повторяется.
Предлагаемый способ сборки под сварку позволяет исключить операции прихватки, ручной ориентировки и зажима деталей, кроме того, исключаются кантующие устройства и транспортировка изделий со сборочной операции на сварочную, за счет чего повьш ается производительность и облегчаются условия труда.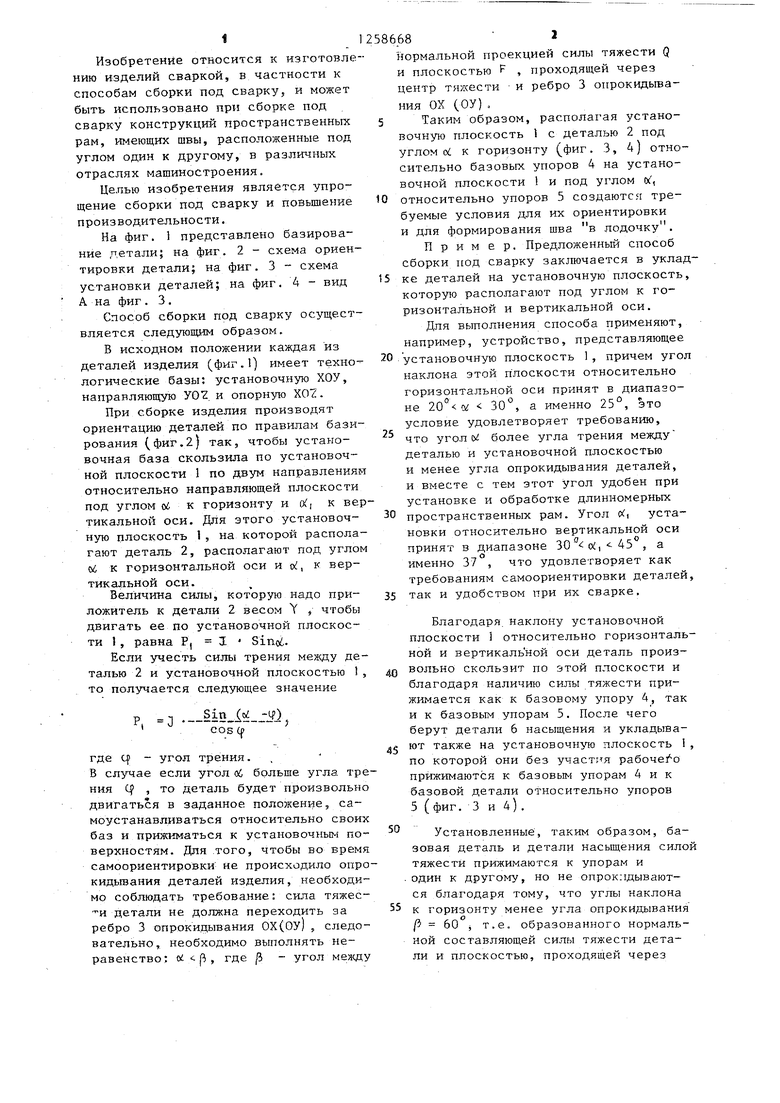
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двутавровых балок | 1984 |
|
SU1328125A1 |
| Поточная линия для сборки и сварки рамно-балочных металлоконструкций | 1984 |
|
SU1234140A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Устройство для односторонней автоматической сварки деталей | 1980 |
|
SU872157A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| УСТРОЙСТВО И СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ | 2008 |
|
RU2385788C2 |
| Устройство для сварки коробчатых конструкций | 1987 |
|
SU1754383A1 |

Плоскость
горизонта Фиг.2
2 5
Ф1Л2. 3
Детом насыщения
Редактор Г. Волкова
Составитель 3. Хаустова
Техред М.Ходанич Корректор М. Максимишинец
Заказ 5072/17Тираж 1001,Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг А
| Способ сборки под сварку | 1980 |
|
SU927472A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Бойцов В.В | |||
| Механизация и автоматизация в мелкосерийном и серийном производстве | |||
| - М.: Машиностроение, 1971, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
| Сварка в машиностроении | |||
| Справочник.- М.: Машиностроение, т.З, 1979, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
