« .12617 Изобретение относится к прокатному производству и может быть использовано для обработки валков станоз винтовой прокатки. Цель изобретения - сокращение вре- 5 мени обработки. На чертеже представлен механизм, реализующий способ. В механизм входят валки 1, принудительно вращаемые приводом и обра- Ю зующие двухконусный очаг деформации своими рабочими поверхностями, обрабатываемые двухконусным роликом 2, установленным в контакте с отрабатываемыми поверхностями валков по оси 15 симметрии очага деформации, перемещаемым возвратно-поступательно в осевОм направлении на величину, составляющую 0,001-0,15 от длины обрабатываемЬй поверхности, и вращаемьпу при от- 20 ношении его средней линейной скороети к средней линейной скорости валков, равном 0,35-0,95. Перед обработкой валков опорнорегулировочным механизмом устанав- 25 ливают упорный стержень с режущим инструментом в виде двухконусного ролика 2 между валками 1, центрируют его и сводят валки до соприкосновения с . После этого приводят валки во зо вращение и за счет фрикционных сил сообщается вращение режущему инструменту. Подтормаживая упорный стержень с закрепленным на нем режущим инструментом, обеспечивают разность соот-ношения линейных составляющих скоростей вращения валков и инструмента в пределах 1:(0,95-0,35). При обработке валков со скоростью инструмента больше 0,95, чем у валков, снижается производительность обработки, а при скорости инструмента меньще 0,35 возможна поломка инструмента. В процессе обработки при помощи jmopНС-регулировочного механизма режуще- , 82 му инструменту сообщают циклическое возвратно-поступателыюе осевое движение с амплитудой 0,001-0,15 от длины обрабатываемого участка. При снижении амплитуды меньше 0,001 уменьшается эффективность обработки, а при обработке с амплитудой больше 0,15 увеличивается съем металла валков за один ход инструмента, что может привести к его поломке. Необходимо отметить, что амплитуду возвратно-поступатвльного движения постепенно увеличивают. Таким образом, используя специальный инструмент при вышеуказанных режимах резания предлагаемым способом можно обработать валки непосредственно на трубопрокатном стане, что обеспечивает сокращение простоев трубопрокатного агрегата, связанных с перевалкой, а также повышение точности готовых труб из-за сохранения оси прокатки без перенастройки. . формула изобретения Способ обработки валков в стане винтовой прокатки, включающий механическую обработку принудительно вращаемых валков, образук)щих двухконусный очаг деформации, роликом, контактирующим с обрабатываемой поверхностью, отличающийся тем, что, с целью сокращения времени обработки, обработку осуществляют двухконусным роликом, который, размещают цо оси симметрии очага деформаций, сообщают ему возвратно-поступательное осевое перемещение на величину, составляющую 0,001-0,15 от длины обрабатываемой поверхности, и регулируют его вращение, устанавливая отношение его средней линейной скорости к средней линейной скорости валков. рав-. ным 0,35-0,95.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок трубопрокатного стана | 1979 |
|
SU820942A1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1998 |
|
RU2146569C1 |
| Валок для винтовой прокатки труб | 1981 |
|
SU973200A1 |
| Способ поперечно-винтовой прокатки труб | 1982 |
|
SU1088820A1 |
| Сборный направляющий инструмент косовалкового стана | 1975 |
|
SU527219A1 |
| Способ настройки стана винтовой прокатки | 1983 |
|
SU1121073A1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Способ винтовой прокатки труб | 1976 |
|
SU623594A1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
Изобретение относится к прокатному производству и может быть использовано для обработки валков станов винтовой прокатки. Целью изобретения является сокращение времени обработки. Способ обработки валков в стане винтовой прокатки заключается в установке в контакте с принудительно вращаемыми валками 1, образующими двухконусный очаг деформации, двухконусного ролика 2 по оси симметрии очага деформации и в сообщении ему возвратно-поступательного осевого перемещения на величину, составляющую 0,001-0,15 от длины обрабас (g тываемой поверхности, и регулируемо(Л го вращения при отношении его средней линейной скорости к средней линейной скорости валков, равным 0,350,95. 1 ил. tC 00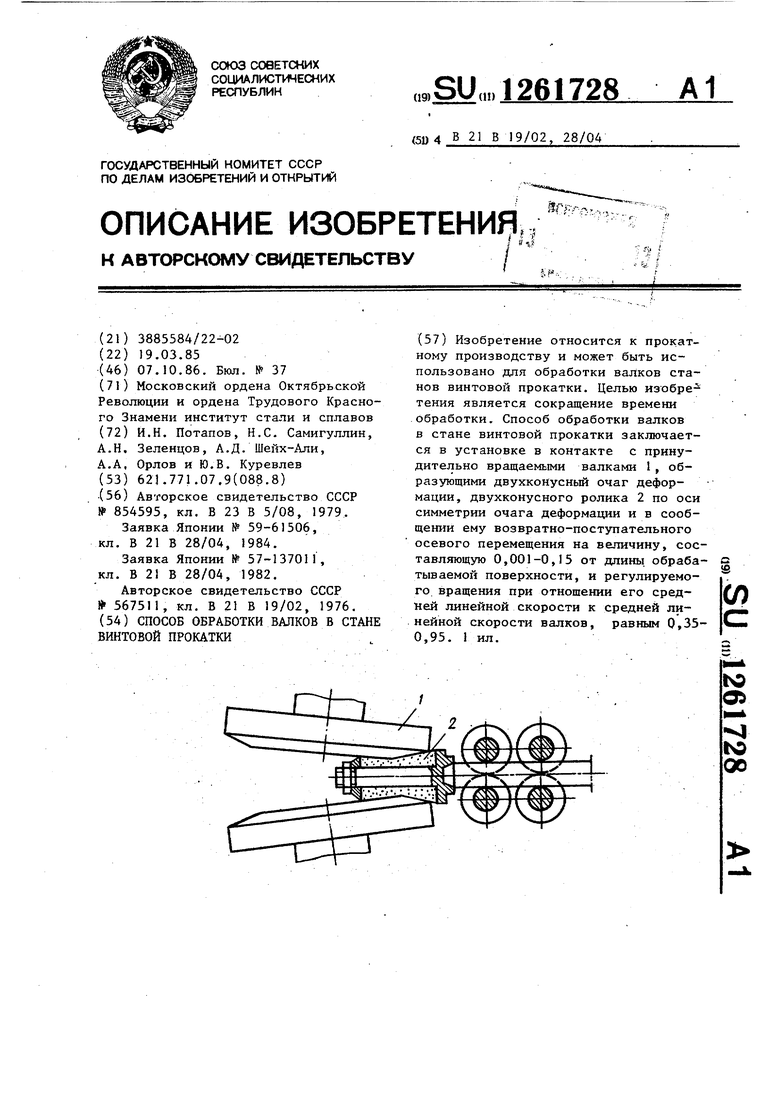
| Способ обработки валков | 1979 |
|
SU854595A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клеть стана винтовой прокатки | 1976 |
|
SU567511A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
