Изобретение относится к производству труб, в частности к изготовлению сварных труб.
При производстве сварных труб малого диаметра, особенно, если требуется по условиям технологического процесса их подвергать дальнейшему холодному переделу, внутренний грат необходимо удалять.
Целью изобретения является повып ение качества очистки от грата в |утренней поверхности трубы.
На фиг. 1 изображена схе.ма установки, для осуществления предложенного способа; на фиг. 2 - углы заточки резпа.
На трубосварочном стане формуют и сваривают трубу 1, а зате.м срезают с нее внутренний грат 2 резцом 3. При этом заточка резца обеспечивает его нап)авленное перемещение в зону фиксированного потока пламени 4, направленного вдоль оси TpyGi i с по.мощью горелки 5.
Пример. На трубоэлектросварочном стане после сварки трубы диаметром 76X3,5 мм срезают внутренний продольный грат. Срезание грата осуществляют на расстоянии 200 250 мм за точкой схождения кромок (зоны сварки) с помоп1ью призматического резца. Срезанный грат имеет ширину 2 - 2,5 мм, высоту 0,5-0,8 мм (измерен НЕ контрольных образцах). В качестве режун1его инструмента используют твердосплавную пластинку. Углы заточки резца: Y (фиг. 2) обеспечивают направленное движение грата в зону фиксированного нотока пламени, направленного вдоль оси труСУ.Л. Фикса;и я -laiipaiiu
ппого п(/:()к;: ii,ia.;eни осу1цествляется за счет строго (ричсировапного расположена
я 1 оре;1ки для подарсзаовой |-о;1Овкой чи потока пламени зг Б.Ю.ЛЬ оси трубы. Для сжи ания грата исода„ пост паю1ций и Ho;ib3VK)T поток кислор
о баллона, горелку от кислородпог
Устаповка сЬорсунки в зоне горяче0 гра-250 мм от сварки) та (на расстоя11ии 200
жечь его без нриме1.озволяет полностью с
алов (бензин, керо епия горючих матерп син).
Пред.чагаемы.й спосо 1рубы с качест К нной постью после их ;ia.:
Лз не и Hie го холодного предела, так как из t: их перС;). волочением полностью удаляется t тружка, кроме того,
ОТС ТСТВИС стружки г. V i:)i т;),пы хлучпле CBCukTBa. а также
ет ее эксплуата11 и; 1пь 11род; евает с-рок слу/кб: ,: имст1 - ;(:-;|та д.1я холодпого nepe;,e.ia.
(иособ п)оизводства сваршмх труб малоrf) диаметра,включаюп1ий формовку nojiocfii 1 труб1 ую заготовку, сварку ее коо.чок, срезание внутреннего грата i: его сдаление, отличающийся те.м, что., с целью понынсния качества очистк внутренней поверхности rpv6 (ОТ гоата, для удаления срезанного грага в трубу гаправляюг поток 11.-|аме1 1, который расп{Х о; 1Ют вдоль оси трубы, и нанрав.шют ;ia иего с)езапный rpai.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
| Способ производства сварных прямошовных труб | 1977 |
|
SU707642A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU682304A1 |
| Способ непрерывного производства электросварных труб с высокотемпературным антикоррозионным покрытием внутренней поверхности | 1979 |
|
SU1049137A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Трубоэлектросварочный стан | 1989 |
|
SU1660783A1 |
| Устройство для удаления внутреннего грата в трубах | 1977 |
|
SU719810A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ РЕДУЦИРОВАННЫХ ТРУБ | 2004 |
|
RU2279939C1 |
Изобретение относится к производству труб, в частности к изготовлению сварных труб. Целью изобретения является повышение качества очистки от грата внутренней поверхности трубы. На трубосварочном стане формуют и сваривают трубу, а затем срезают с нее внутренний грат резцом 3. Заточка резца обеспечивает его направленное перемещение в зону фиксированного потока пламени 4. Поток пламени направляют вдоль трубы с помощью горелки 5. 2 ил. (Л N3 О5 сх to N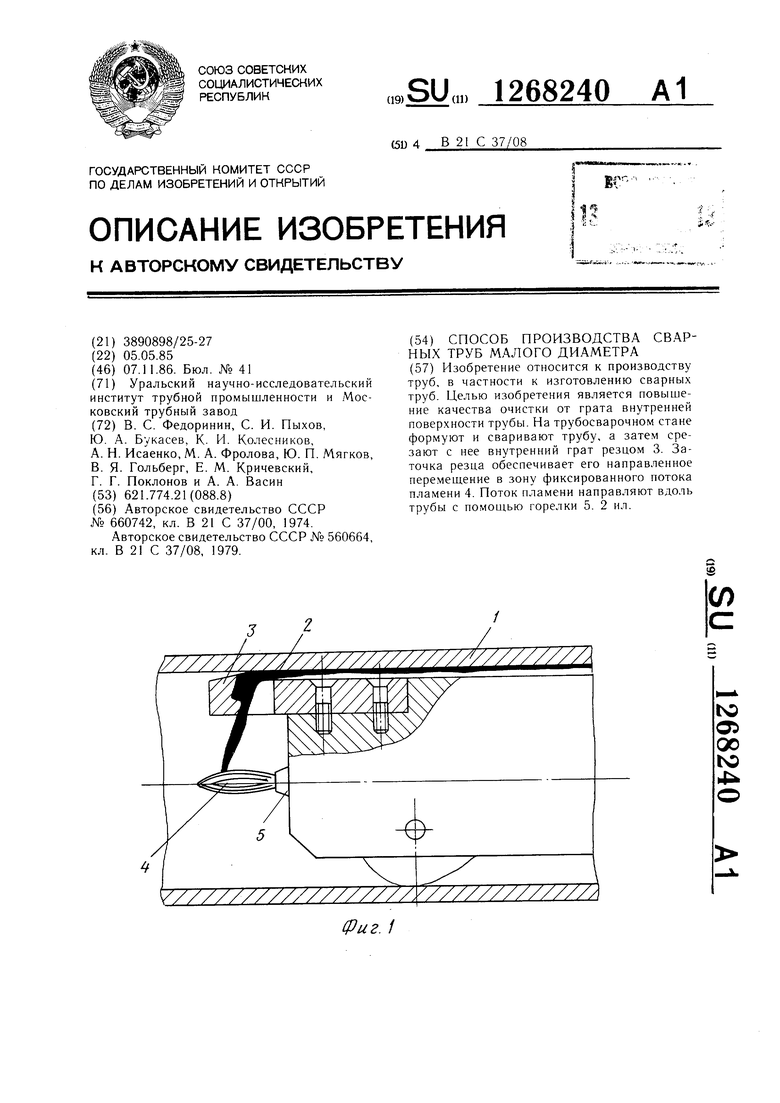
//г. /
| Устройство для удаления внутреннего грата | 1977 |
|
SU660742A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства сварных труб малого диаметра | 1975 |
|
SU560664A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
