ГчЭ
о:) со со
Изобриение относится к обработке металлов давлением и может быть использовано для удаления отходов из рабочей зоны пресса.
Цель изобретении - расширение технологических возможностей путем обеспечения удаления нескольких деталей.
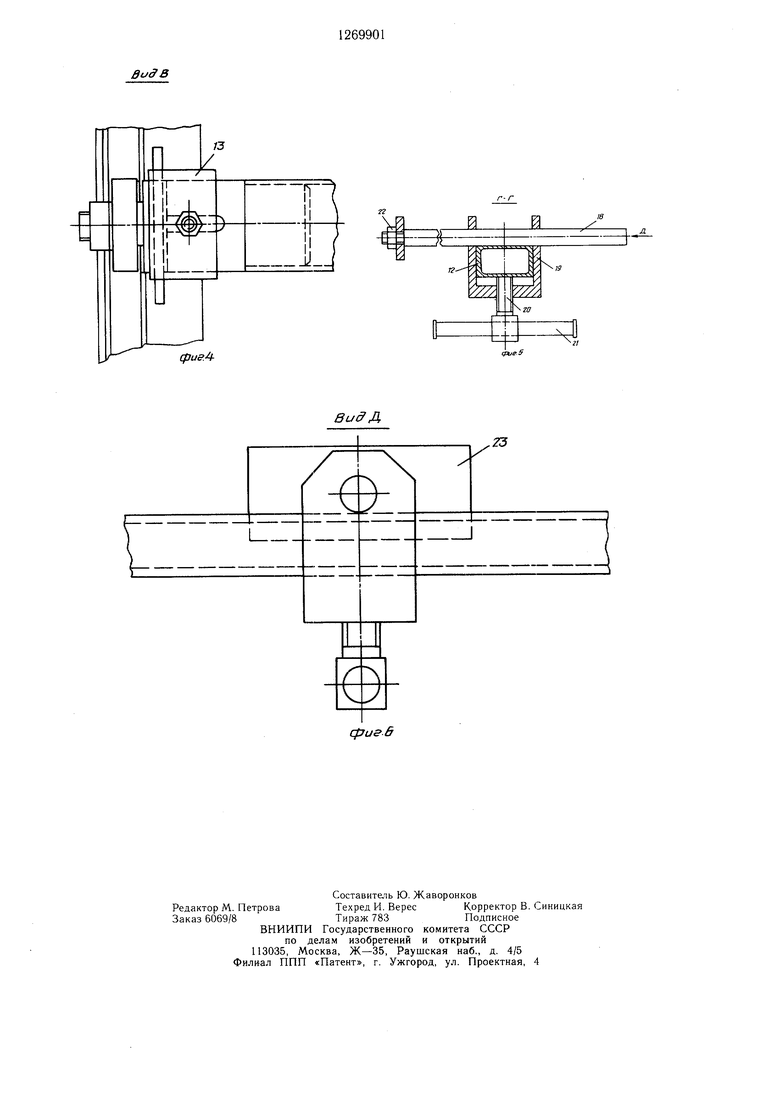
На фчг. 1 изображено устройство для удаления отходов из рабочей зоны штампа; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. б - вид Д на фиг. 5. Устройство содержит опоры 1 и 2, блоки 3-6, смонтированные на опорах 1 и 2, тросы 7 и 8, один конец каждого из них закреплен на кронштейнах 9, грузы 10 и 11, связанные со свободными концами тросов 7 I 8, -MaiiiS I:, симзапную с тросами 7 и 8, держяБки ь закреилгнные на штанге 12 пря livj.vioui.; влнтов 4 и гаек 15.
lift концах штанги 12 смонтированы роли1-;и 16, перемещающиеся по нанравляю1цим 17. После.Щие закреплены на опорах 1 и 2.
На HiTaiHc 12 закрепощены также стержни 18 при НОМО1ЦИ 1ФИЖИМОВ 19., винтов 20 с рукоятками 21. На стержнях 18 при помощи 1аек 22 закреплены толкатели 23. Кронштейны 9 закреплены на ползуне 24 нресса 25 или Mti.yT быть закреплены jia подвижной плиге 26 штампа. На столе 27 пресса 25 устмнон.леп;-; матрица 28. В последней выпо;1иены пазы 29 для прохода стержней 18 с то.;1к,:телял1и 23 и перемещения по ним OTno, 30.
Штамповка осуплествляется из листового i-ijin оулонного (ле1 точного) материала. ycTjioiicTBO работает следуюгцим образом. В исходном положении нолзуна 24 пресса 25 стержни 18 с толкателями 23 находятся у входа пазов 29 штамна. Грузы 10 и 11 находятся в крайнем верхнем положении. При ходе ползуна 24 вниз тросы 7 и 8 через блоки 3, 4, 5 и 6 под действием грузов 10 и 11 персмеихают .закрепленную на них гптангу 12 со стержнями 18. При толкатели 23 перемещаются по пазам 29 пгтампа для отходов, а штанга 12 роликами 16 перемешается по паправляю1ц,им 17. В крайнем нижнем положении ползуна 24 отходы 30, вырубаемые из рулонного или .мистового материала, вы.падают в пазы 29 штампа. Грузы 10 и 11 паходятся в крайнем нижнем положении.
При ходе ползуна 24 вверх тросы 7 и 8, закрепленные на кронштейнах 9, через блоки 3, 4, 5 и 6 неремещают штан-у 12 ро. ликами 16 по направляющим 17 в крайнее переднее положение. При этом вместе со штангой 12 перемешаются по шзам 29 штамна для отходов стержни 18 с толкателями 23, которые в свою очередь неремещают отходы 30 за пределы пазов 29 идтампа. В крайнем верхнем положении ползуна 24 отходы 30 находятся за пределами пазов (рабочей зоны штампа), а грузы 10 и 11 - в крайнем верхнем положении. Далее цикл повторяется.
При смене штампа устройство выводится из рабочего положения следующим образом. В крайнем нижнем положении ползуна стержни 18 открепляются от щтанги 12. Для этого винты 20 рукоятками 21 выкручиваются на необходимое число витков резьбы из прижимов 19. Последние перемещают относительно штанги 12. Стержни 18 выпадают из прижимов 19. Штанга 12 открепляется от тросов 7 и 8. Для этого
гайки 15 проворачиваются по винтам 14 на необходимое число витков резьбы, и после перемещения державок 13 относительно винтов 14 и штанги 12 вверх тросы 7 и 8 выводятся из зазора между державками 13 и штангой 12. Затем штанга 12 вынимается
из направляющих 17 и удаляется. После этого тросы 7 и 8 освобождаются от грузов 10 и 11 и открепляются от кронштейнов 9 на ползуне. Опоры 1 и 2 со стола пресса не снимаются.
После с.мены штампа (в крайнем нижнем положении ползуна) устройство настраивается следующим образом.
В крайнем нижнем положении ползуна тросы 7 и 8 крепятся к кронштейнам 9 на ползуне, проводятся через блоки 3, 4, 5 и 6 и на них подвешиваются грузы 10 и 11, Затем штанга 12 роликами 16 ставится в направляющие 17 рядом с блокам.и 4 и 6 и крепится к тросам 7 и 8 с помощью державок 13, винтов 14 и гаек 15. В зависимости от количества пазов штампа для отхода берется необходимое количество стержней 18 и на каждый из них с помощью гайки 22 крепится толкатель 23, размеры которого соответствуют размерам сечения паза. Стержни 18 вводятся в пазы штампа и другими концами вставляются в прижимы 19, которые располагаются на штанге 12. Перемещаясь относительно нрижимов 19, стержни 18 устанавливаются в пазах штампа для отходов таким образом, чтобы толкатели 23 находились перед отверстия.ми в штампе для выпада отходов в пазы. Затем стержни 18 крепятся в штанге прижима.ми 19 с помощью рукояток 21 и винтов 20. Далее ползун пресса поднимается в исходное положение.
Формула изобретения
I. Устройство ДЛИ удаления деталей из рабочей зоны нресса, содержащее емонтированные на основании направляющие, каретку, установленную на направляющих и несущую удаляющий элемент, преобразующий механизм, связывающий каретку
с подвижной частью пресса, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения удаления нескольких деталей, удаляющий элемент выполнен в виде стержней, смонтированных на каретке с возможностью съема и расположенных параллельно направлению перемещения каретки, преобразующий механизм выполнен в виде блоков, установленных на основании, тросов, переходящих через блоки и закрепленных одним
концом на каретке, а другим концом связанных с подвижной частью пресса.
2. Устройство по п. 1, отличающееся тем, что снабжено приводом перемещения каретки в исходное положение, выполненным в виде дополнительных блоков, смонтированных на основании дополнительных тросов, перекинутых через дополнительные блоки и связанных одним из концов с кареткой, и грузов, закрепленных на свободных концах дополнительных тросов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Пресс для вырубки заготовок из плоского материала | 1983 |
|
SU1119762A1 |
| Пресс А.С.Кривовязюка для вырубки заготовок из плоского материала | 1984 |
|
SU1242282A1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238848A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU871926A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| УСТРОЙСТВО для УСТАНОВКИ КРУПНОГАБАРИТНЫХ ШТАМПОВ НА ПРЕССБ[ И СНЯТИЯ ИХ | 1966 |
|
SU181602A1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238846A1 |
| Роботизированная линия для многопереходной штамповки | 1983 |
|
SU1230721A1 |

Изобретение относится к области холодной обработки металлов давлением, в частности к устройствам для удаления деталей из рабочей зоны пресса. Целью изобретения является расширение технологических возможностей путем обеспечения удаления нескольких деталей. Цель достигается тем, что удаляющий элемент выполнен в виде стержней, смонтированных на каретке с возможностью съема и перемещения вдоль каретки. 1 з. п. ф-лы, 6 ил.
вид А
cfJueZ
It
Б- Б
W е
12
фиг.З
(fHje-5
73
фиг 6
| Приставное к прессу устройство для механизированного выноса из зоны штампа листовых изделий | 1959 |
|
SU129174A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
