11 Изобретение относится к машиностроению, а именно к термической обработке металлов с индукционным нагревом, и может быть использовано для закалки головок стержневых изделий, например головок башмачных болтов. Цель изобретения - повышение производительности . На фиг. 1 изображено устройство для закалки, общий вид; на фиг. 2 то же, вид сверху. Устройство дпя закалкисодержит верхний и нижний закалочные диски 1 и 2 с пазами, жестко закрепленные на планшайбе 3, связанной с приводным валом 4. Верхний закалочный диск 1 для уменьшения нагрева от кольцевых токов разделен на секторы 5. Между закалочньми дисками 1 и 2 соосно установлен кинематически связанный с их приводом (не показан) поворотный диск 6, который опирается на подшипники 7 качения , центри15ующие его отцо сительно оси планшайбы 3. Поворотный диск 6 выполнен с зубчатым венцом 8 внутреннего зацеплени взаимодействующим с колесом 9, закрепленным на валу-шестерне 10, находящейся в зацеплении с колесом 1I жестко закрепленным на станине. Обще передаточное число равно 2. При. этом обеспечивается соответствие скорости вращения диска 6 удвоенной скорости вращения закалочных дисков 1 и 2. Индуктор 12 изогнут по дуге, ради ус которой равен радиусу зак,алочного диска. В зоне индуктора 12 на стойке 13 смонтированы прижимные сегменты 14, поджатые посредством пружин 15. Сегменты 14 расположены в два ряда дпя получения непрерывного криволинейного пояса. Стойка 13 смойтирована с возможностью перемещения в радиальном направлении посредством винтовой пары 16 дпя регулирования усилия прижима закаливаемых болтов к диску 6 и для компенсации износа сегментов 14. Последние защищены от воздействия токов 49 высокой частоты экраном 17 из немагнитной стали. Устройство работает следующим образом. Болты из лоткагнакопителя (не показан) поступают в пазы закалочных дисков I и 2, приводимых во вращение с заданной скоростью от привода, и подаются в зону индуктора 12. Болты прижимаются посредством подпр жиненных сегментов 14 к диску 6, кинематически связанному посредством валшестерни 10, обкатываемой вокруг неподвижного колеса 11, и зубчатойпередачи 9 и 8 с приводом закалочных дисков 1 и 2 и вращающемуся с угловой скоростью, в 2 раза превышающей угловую скорость закалочных дисков 1 и 2. Такое соотношение угловых скоростей дисков 1, 2 и 6 обеспечивает принудительное вращение болтов в пазах дисков без пробуксовки. Пройдя всю длину индуктора 12, болты нагреваются до закалочной температуры и выпадают из пазов в закалочную ванну (не показана). Такое конструктивное выполнение предлагаемого устройства дпя закалки обеспечивает повьппение производителькости по сравнению с известным уст- . ройством. Формула изобретения Устройство для закалки,преимущественно головок башмачных болтов, сог держащее индуктор и жестко закрепленные на валу з.ак алочные диски с пазами, отличающееся тем, что, с целью повьш ения производительности, оно снабжено поворотным диском, установленным соосно закалочным дискам, и подпруготненными прижимными сегментами, расположенными в два ряда в шахматном порядке в зоне индуктора с возможностью радиального перемещения, причем поворотный диск кинематически связан с закалочными ками с передаточным числом кинематической связи, равным 2.
Фиг. 2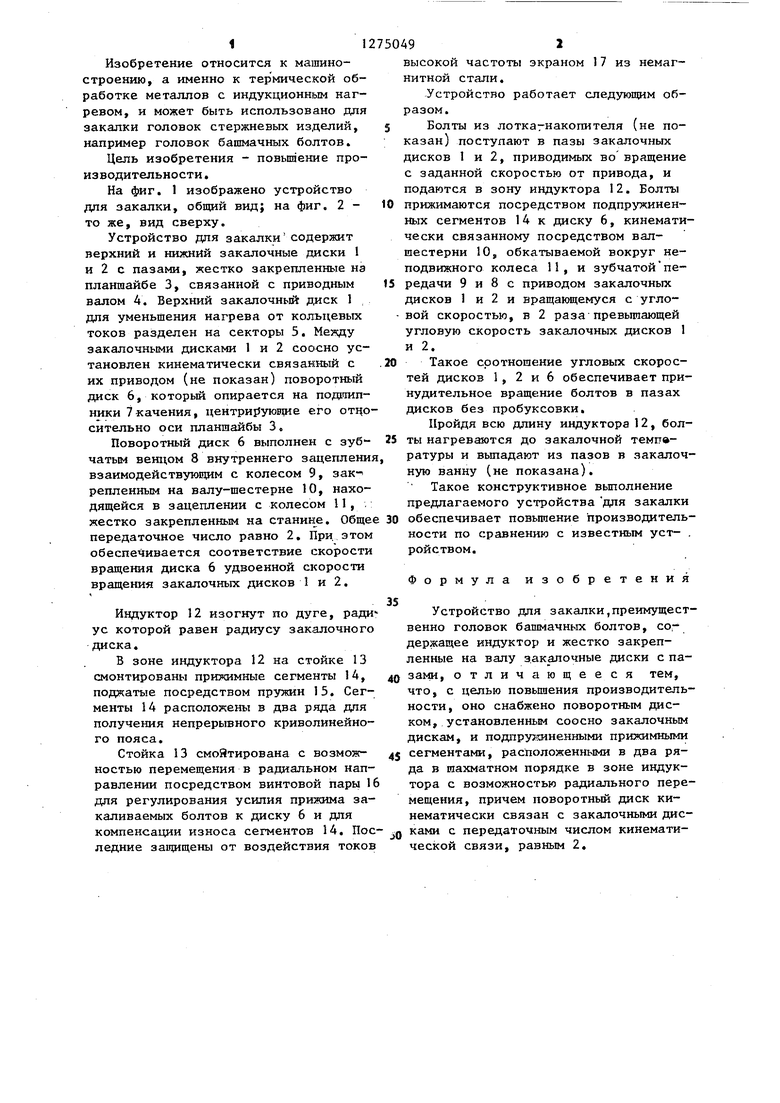
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ КОЛЕЦ С ОДНОВРЕМЕННОЙ ПРАВКОЙ | 1990 |
|
RU2019571C1 |
| АВТОМАТ ДЛЯ ЗАКАЛКИ С НАГРЕВОМ ТВЧ ГОЛОВОК БОЛТОВ | 2003 |
|
RU2251578C2 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2545851C2 |
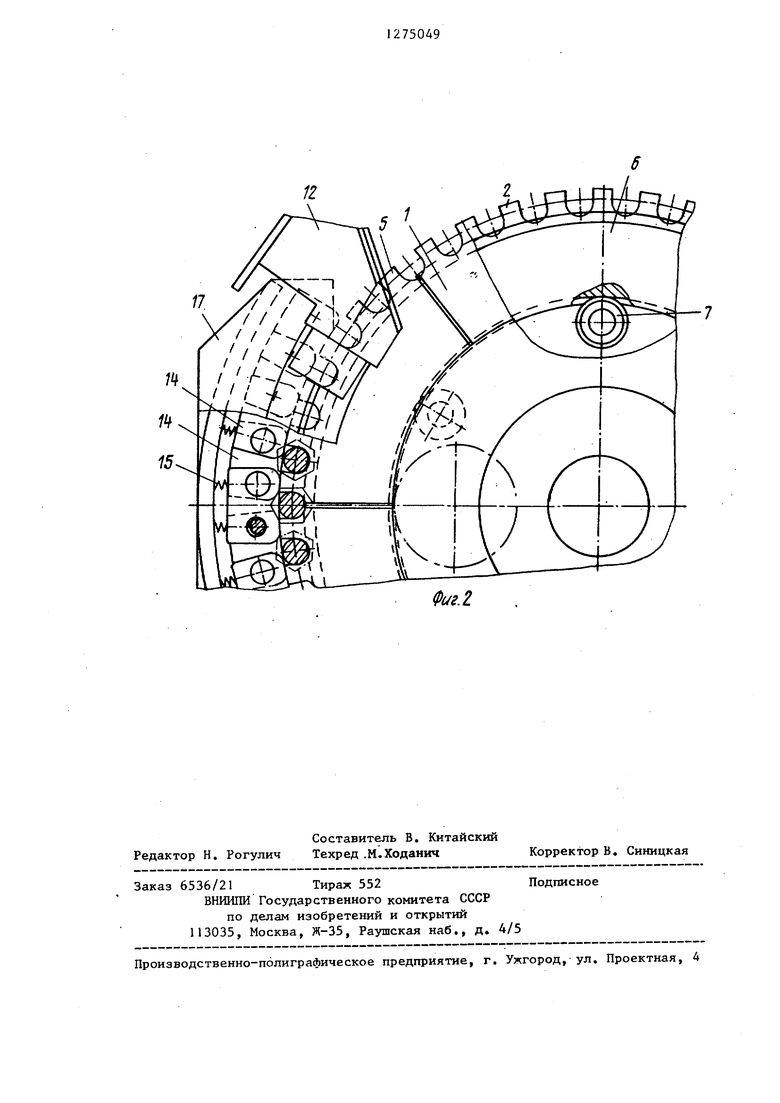
Изобретение относится к термической обработке металлов с индукционным нагрев.ом и может быть использовано для закалки головок стержневых изделий, в частности головок башмачных болтов. Целью изобретения является повышение производительности. Устройство содержит верхний 1 и нижний 2 закалочные диски, жестко закрепленные на планшайбе 3, связанной с приf2 /J « водами валом 4. Диск 1 разделен на секторы. Поворотный диск 6 установлен соосно дискам 1 и 2 и опирается на подяипники. Поврротньй диск 6 выполнен с зубчатым венцом 8 внутреннего зацепления, взанмодействующим с колесом 9, закрепленным на валушестерне 10, находящейся в зацеплении с колесом 11, жестко закрепленным на станине. В зоне индуктрра 12 на стойке I3 смонтированы в два ряда прижимные сегменты 14,-поджатые посредством пружин 15. Положение стойки 13 регулируется винтовой парой 16. Сегменты 14 защищены от воздействия с б токов высокочастотюлм экраном 17 из немагнитной стали. Общее передаточсл ное число кинематической связи повос ротного и закалочных дисков равно 2. 2 ил. to ел (pe/2.f
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 0 |
|
SU285944A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
