Изобретение относится к области термической обработки металлов, в частности к конструкции устройств для закалки деталей индукционным способом.
Известен автомат для закалки с нагревом ТВЧ головок болтов, содержащий бункерно-загрузочное устройство, накопитель, блок приводов, диск подающий и индуктор [1].
Недостатком данного автомата является отсутствие: механизированной загрузки бункера подлежащими закалке болтами; загрузки накопителя уже ориентируемыми болтами, что уменьшает надежность работы автомата; вращения болтов во время их нагрева что приводит к неравномерному их нагреву и, как следствие этого, к неравномерной прокаливаемости; равномерного охлаждения и определенного времени охлаждения болтов для качественной закалки.
Технический результат, достигаемый в заявлемом изобретении, заключается в: механизации загрузки бункера подлежащими закалке болтами; повышении надежности работы автомата; получении равномерной прокаливаемости головок болтов и их качественной закалке.
Указанный технический результат достигается тем, что автомат для закалки с нагревом ТВЧ головок болтов, содержащий бункерно-загрузочное устройство, накопитель, блок приводов, диск подающий и индуктор, снабжен пальцевым транспортером и закалочным баком, бункерно-загрузочное устройство снабжено кантователем, а диск подающий выполнен составным из наружного кольца с радиальными пазами, на боковой поверхности которых установлены ролики, и внутреннего диска, имеющих привод вращения в одном направлении с разной угловой скоростью, и снабжен ограничительной скобой в виде гибкой металлической ленты, охватывающей наружное кольцо в зоне нагрева для поджима стержней болтов к внутреннему диску, с набором грузов для регулирования усилия поджима.
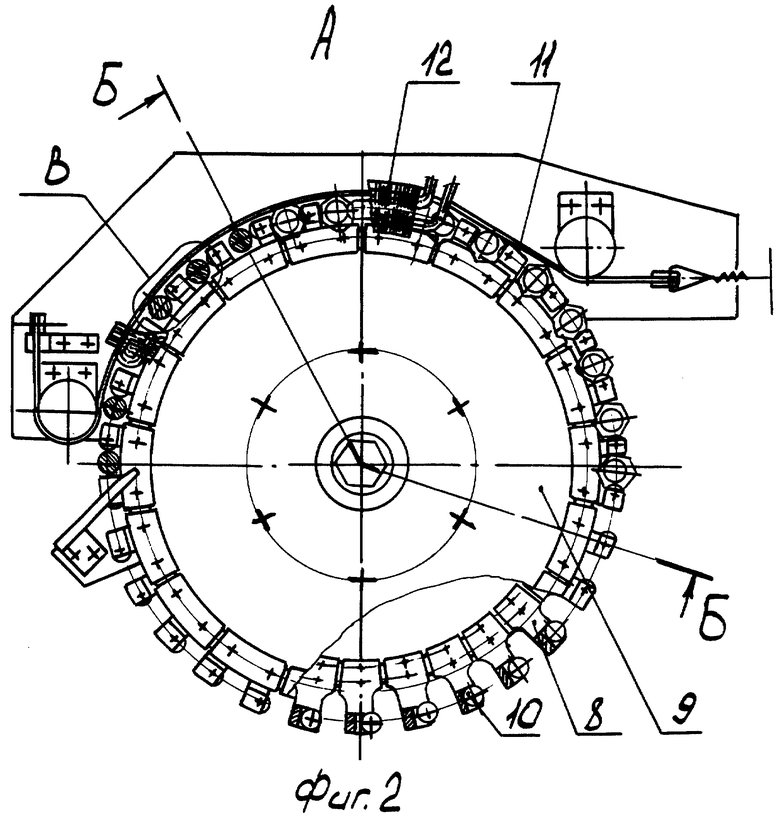
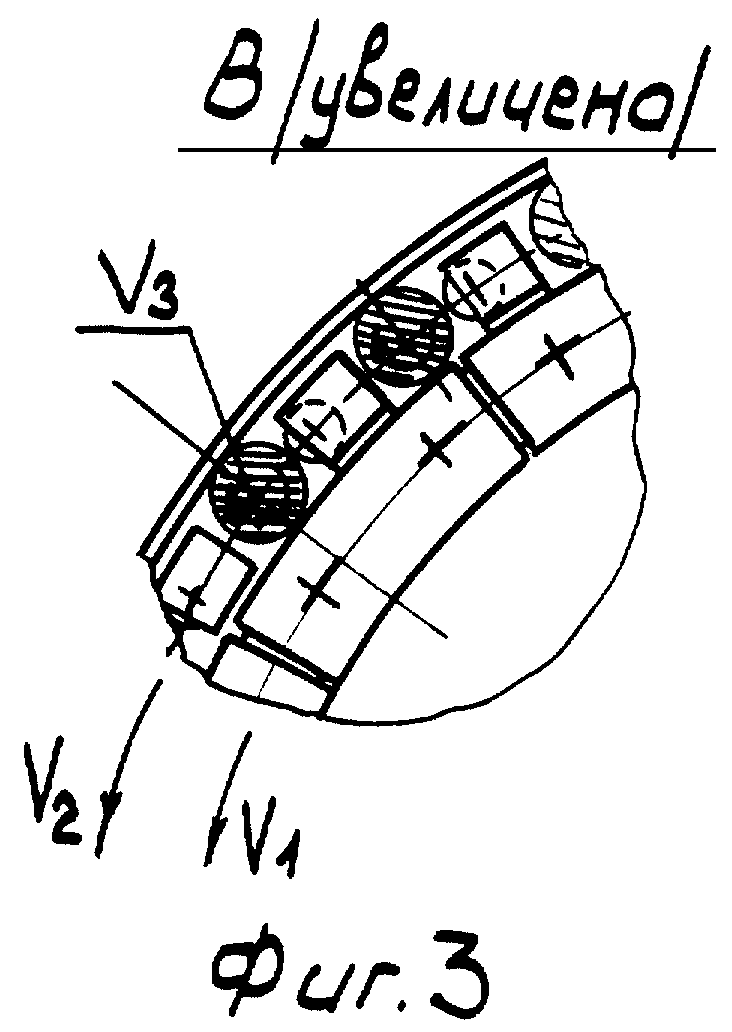
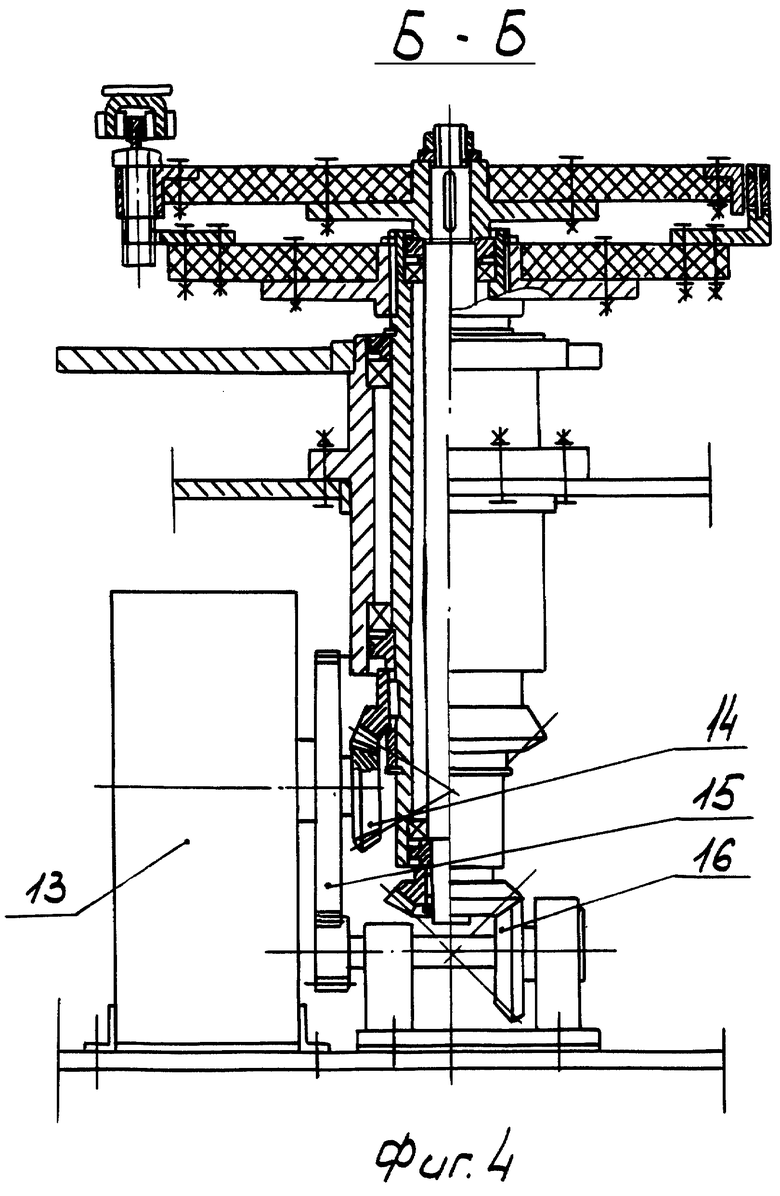
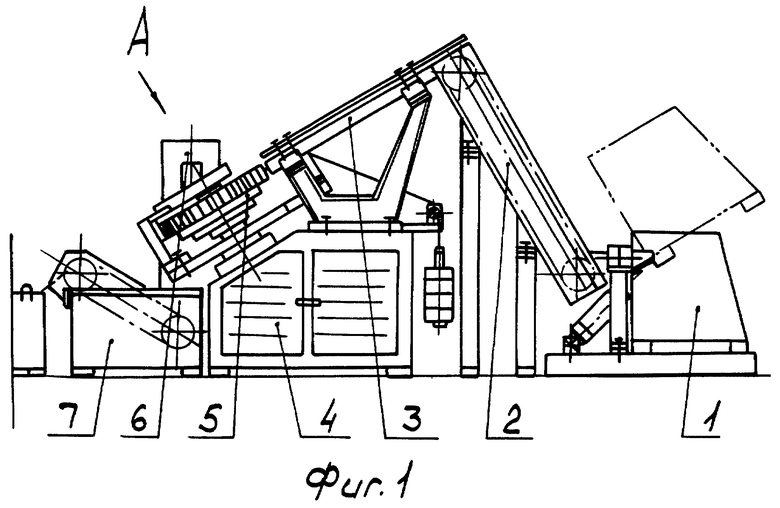
На фиг.1 изображен общий вид автомата; на фиг.2 - вид А; на фиг.3 - выносной элемент В; на фиг.4 - разрез Б-Б.
Автомат содержит бункерно-загрузочное устройство с кантователем 1, пальцевый транспортер 2, накопитель 3, блок приводов 4, диск подающий 5, индуктор 6, бак закалочный 7. Диск подающий состоит из наружного кольца-сепаратора 8, внутреннего диска 9. На боковых поверхностях наружного кольца установлены на осях ролики 10. Гибкая металлическая лента 11 установлена в зоне нагрева болтов индуктором 12. Кольцо и диск вращаются от одного электромеханического привода 13, но за счет разности передаточных отношений зубчатых пар 14, 15, 16 их вращение в одном направлении происходит с разной угловой скоростью.
Автомат работает следующим образом. Тара с подлежащими закалке болтами устанавливается на кантователь 1. Кантователь запрокидывает тару на определенный угол, чтобы часть болтов высыпалась в бункер, заполнив его. Из бункера пальцевый транспортер 2 захватывает болты, ориентирует их головками вверх и подает в накопитель 3. Из накопителя болты под собственным весом западают в радиальные пазы кольца-сепаратора 8, вращающегося диска подающего 5. Кольцо, вращаясь, перемещает по окружности болты из зоны загрузки через рабочую зону их нагрева на позицию выгрузки в закалочный бак 7. В зоне нагрева головок болтов индуктором 12 стержни болтов прижимаются гибкой металлической лентой 11 к внутреннему диску 9. Усилие поджима регулируется подбором грузов. На болты действует вращающийся момент, силы которого возникают в точках контакта стержня болта с диском и лентой. Кольцо-сепаратор вращается против часовой стрелки, поэтому болты отбрасывает на ролики 10 пазов кольца, что уменьшает вероятность проскальзывания болта, внутренний диск также вращается против часовой стрелки, поэтому болты, контактируя с внутренним диском, вращаются по часовой стрелке и, в результате, катятся по металлической ленте. По мере опустошения бункера кантователь запрокидывается на больший угол и заполняет бункер очередной порцией болтов.
Использование заявляемого автомата позволит существенно повысить качество закаливаемых болтов, в частности такой массовой продукции, как башмачные болты гусениц промышленных тракторов.
Источники информации
1. А.с. СССР SU 86385 A1, 6 C 21 D 1/10, 24.12.1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Установка для термообработки ферромагнитных изделий | 1980 |
|
SU899677A1 |
| Станок для высокочастотной закалки роликов | 1959 |
|
SU122489A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
Изобретение относится к термической обработке металлов. Автомат для закалки с нагревом ТВЧ головок болтов содержит бункерно-загрузочное устройство с кантователем, пальцевый транспортер, накопитель, блок приводов, диск подающий с ограничительной скобой, индуктор и бак закалочный. Диск подающий выполнен составным из наружного кольца с радиальными пазами и внутреннего диска. На боковой поверхности пазов установлены диски. Наружное кольцо и внутренний диск имеют привод вращения в одном направлении с разной угловой скоростью. Ограничительная скоба выполнена в виде гибкой металлической ленты, охватывающей наружное кольцо в зоне нагрева для поджима стержней болтов к внутреннему диску и имеет набор грузов для регулирования усилия поджима. Изобретение позволяет механизировать загрузку бункера болтами, повысить надежность работы автомата, обеспечить равномерную прокаливаемость головок болтов и их качественную закалку. 4 ил.
Автомат для закалки с нагревом ТВЧ головок болтов, содержащий бункерно-загрузочное устройство, накопитель, блок приводов, диск подающий и индуктор, отличающийся тем, что он снабжен пальцевым транспортером и закалочным баком, бункерно-загрузочное устройство снабжено кантователем, а диск подающий выполнен составным из наружного кольца с радиальными пазами, на боковой поверхности которых установлены ролики, и внутреннего диска, имеющих привод вращения в одном направлении с разной угловой скоростью, и снабжен ограничительной скобой в виде гибкой металлической ленты, охватывающей наружное кольцо в зоне нагрева для поджима стержней болтов к внутреннему диску, с набором грузов для регулирования усилия поджима.
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Устройство для закалки | 1983 |
|
SU1275049A1 |
| Станок для высокочастотной закалки роликов | 1959 |
|
SU122489A1 |
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ СИЛОВОГО ГИДРОЦИЛИНДРА | 1998 |
|
RU2147518C1 |

