Изобретение относится к сварочному производству, в частности к устройствам для электродуговой наплавки плавящимися электродами, а также может быть использовано в сварочных горелках.
Целью изобретения является обеспечение наплавки или сварки расщепленным электродом.
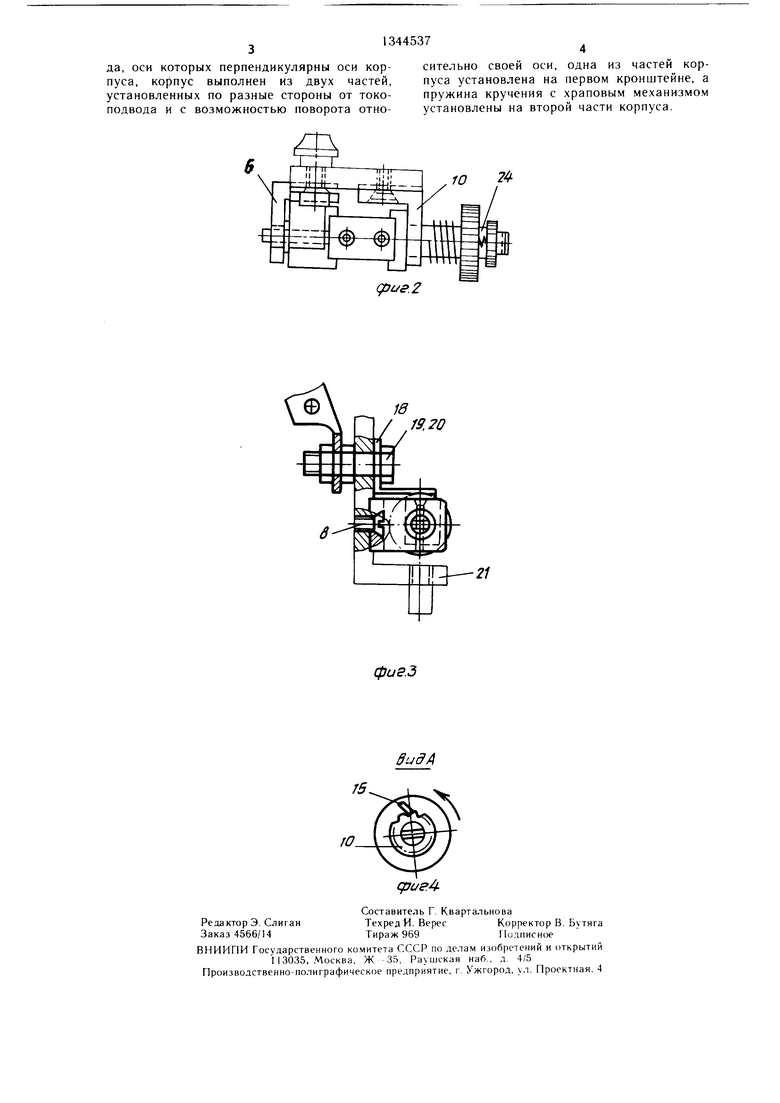
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - вид А на фиг. 1.
Мунд1итук содержит корпус, состоящий из двух частей 1 и 2, соединенных между собой токоподводящим элементом (токопод- водом) 3, в которо.м выполнены каналы 4 для направления плавящегося электрода. Часть корпуса 1 через втулку 5 и кронштейн 6 крепится к горелке 7 при помощи винта 8. Часть корпуса I имеет цилиндрическую форму и может свободно вращаться на втулке 5. На торце части I со стороны токоподводяпхего элемента 3 выполнен паз 9 для соединения с токоподводя- uuiM элементом 3. Оси каналов 4 перпендикулярны оси корпуса.
Часть 2 корпуса крепится в кронщтей- не 10 и также имеет на торце паз 11 для крепления токоподводящего эле.мента .3 и возможность вращения вокруг общей оси. Для жесткой фиксации и улучщения контакта между частями 1 и 2 корпуса и токоподводящим элементом 3 служит винт 12. Кронп1тейн 10 крепится к горелке 7 винтом 8 аналогично креплению кронштейна 6. Для обеспечения поворота корпуса служит пружина 13 кручения, которая одним концом крепится в кронп1тейне 10, а другим - в ручке 14, на которой установлен храповик 15. Храповое колесо 16 через винт 17 крепится к части 2 корпуса. Ручка 14 может вращаться в одну сторону, закручивая пружину 13, не воздействуя на корпус. Для подвода электроэнергии предусмотрена токо- подводящая пластинка 18, которая поджимается к наружной поверхности части 1 корпуса. Пластинка 18 крепится к горелке 7 при болта 19 и гайки 20. К нижней части горелки 7 прикреплен кронштейн 21 с жестко закрепленными на не.м направляющими 22, соосными каналам 4. Для устранения осевого смещения ручки 14 служат дистанционные втулки 23 и 24.
.4yндпJтyк работает с.ледующим образом.
Плавящийся электрод вводится в каналы 4 токоподводящего элемента 3 и далее в направляюпше 22, после чег о ручку 14 поворачивают против часовой стрелки, закручивая пpyжиtIy 13. От раскручивания пружину удерживают храповик 15, храповое колесо 16 жестко связано с частью 2 корпуса и стремится повернуть его вокруг оси в направлении, обратном на 1равлению закручивания п)ужины 13. Но, поскольку плавя- П1ИЙСЯ электрод введен в канал 4 токоподводящего элемента 3. часть 2 корпуса не мо
0
5
0
5
5
0
5
0
5
жет провернуться вокруг своей оси, и токо- водящий элемент 3 получает надежный контакт с плавящимся электродом.
В процессе работы токоподводящий эле- .мент 3 изнащивается от контакта с плавящимся электродом, но пружина 13, воздействуя на часть 2 корпуса, постоянно поворачивает его и обеспечивает контакт плавящегося электрода с токоподводящим элементом 3 до тех пор, пока корпус с токоподводящим элементом не повернется на 180°, после чего токоподводящий элемент 3 будет перерезан плавящимся электродом. Для замены токоподводящего элемента необходимо слегка вывернуть винт 12, извлечь изнощенный токоподводящий элемент 3, на его место поставить новый и зажать винтом 12. После чего снова производят указанные действия.
Сила пружины должна быть не выще сил упругости плавящегося электрода, чтобы избежать интенсивного износа токоподводящего элемента, но достаточной для поворота корпуса вокруг оси.
Токоподводящий элемент может быть выполнен как с одним, так и с несколькими отверстиями, и расстояния между электродами не влияют на его срок службы.
Для изготовления токоподводящего элемента можно использовать медный пруток квадратного сечения. К примеру, возь.мем квадрат ЮХЮ мм, сварочная проволока 0 2 мм. Тогда истирающийся слой будет равен половине периметра сечения минус диаметр сварочной проволоки
д |-..
где А - истирающийся слой; S - периметр сечения; d - диаметр отверстия под сварочную проволоку,
Д -2, мм.
Предлагаемый мундштук позволяет вести сварку и наплавку расщепленным электродом с расстояния между электродами 8- 9 мм, которое характерно для наиболее экономичного процесса сварки или наплавки.
Формула изобретения
Мундштук к сварочным головкам и горелкам, содержащий первый кронштейн для крепления к горелке, корпус с гнездами, в которых расположен токоподводящий элемент, установленную на корпусе пружину кручения, соединенную с храповым механиз- .мом, отличающийся тем, что, с целью обеспечения наплавки или сварки расщепленным электродом, он снабжен вторым крон- щтейном с жестко закрепленными направляющими для плавящегося электрода, токоподводящий элемент выполнен с каналами для направления плавящегося электрода, оси которых перпендикулярны оси корпуса, корпус выполнен из двух частей, установленных по разные стороны от токо- подвода и с возможностью поворота отно
4
сительно своей оси, одна из частей корпуса установлена на первом кронштейне, а пружина кручения с храповым механизмом установлены на второй части корпуса.
10 2
(pLtff.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к сварочным головкам и горелкам | 1985 |
|
SU1278145A1 |
| Устройство для подвода тока к сварочной проволоке | 1975 |
|
SU565788A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Мундштук к сварочным головкам и горелкам | 1978 |
|
SU740431A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для электродуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU727368A1 |
Нзобртение относится к сварочному производству, в частности к устройствам для злектролуговой нанлавки плавящимися электродами, и может быть использовано в сварочных горе,1ках. Цель изобретения - обеспечение наплавки или сварки расщепленным элекгродом. В процессе сварки токо- поднодящий элемент 3 изнашивается от контакта с плавящимся электродом, но пружина 13, воздействуя на часть 2 корпуса, будет постоянно поворачивать корпус и обеспечивать контакт плавящегося электрода с ГОКОПОДВОДЯП1ИМ элементом 3. Конструкция мунд1итука обеспечивает подачу нескольких плавяЕпихся электродов с расстоянием между ними 8 9 мм, которое характерно для наиболее экономичного процесса сварки или наплавки. 4 ил. (Л 5 43 11 1 2 ОО СЛ СО 17 дзиг.1
фи9.3
Составитель Г. Квартальнова
Редактор Э. СлиганТехред И. ВересКорректор В. Бутяга
Заказ 4566/14Тираж 969Подписное
ВНИИПИ Государственного комитета СССР по даелам изобретений и открытий
И3035, Москва, Ж -35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, у,1. Проектная, 4
qsueA
| Устройство для контактного подвода тока к сварочной проволоке | 1973 |
|
SU502722A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОГО ПОДВОДА ТОКА | 1972 |
|
SU435080A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для КОНТАКТНОГО ПОДВОДА СВАРОЧНОГО ТОКА К СВАРОЧНОЙ ПРОВОЛОКЕ | 0 |
|
SU389899A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
