заданного размера размещается на каг ре тке 10. По сигналам датчиков 11, имеряющих размер концов детали, происходит перемещение двух боковых щек 2 от приводов 3 и двух съемников 7 на питателе 6 относительно друг друга в зависимости от диаметра концоя де-тали. После указанной регу
Изобретение относится к автоматизации производственных процессов в машиностроении и может быть использовано для подачи цилиндрической и ступенчатых деталей в металлорежущие станки и промьппленные работы.
.Цель изобретения расширение технологических возможностей применения магазина-накопителя за счет по- Дачи деталей.-различных типоразмеров.
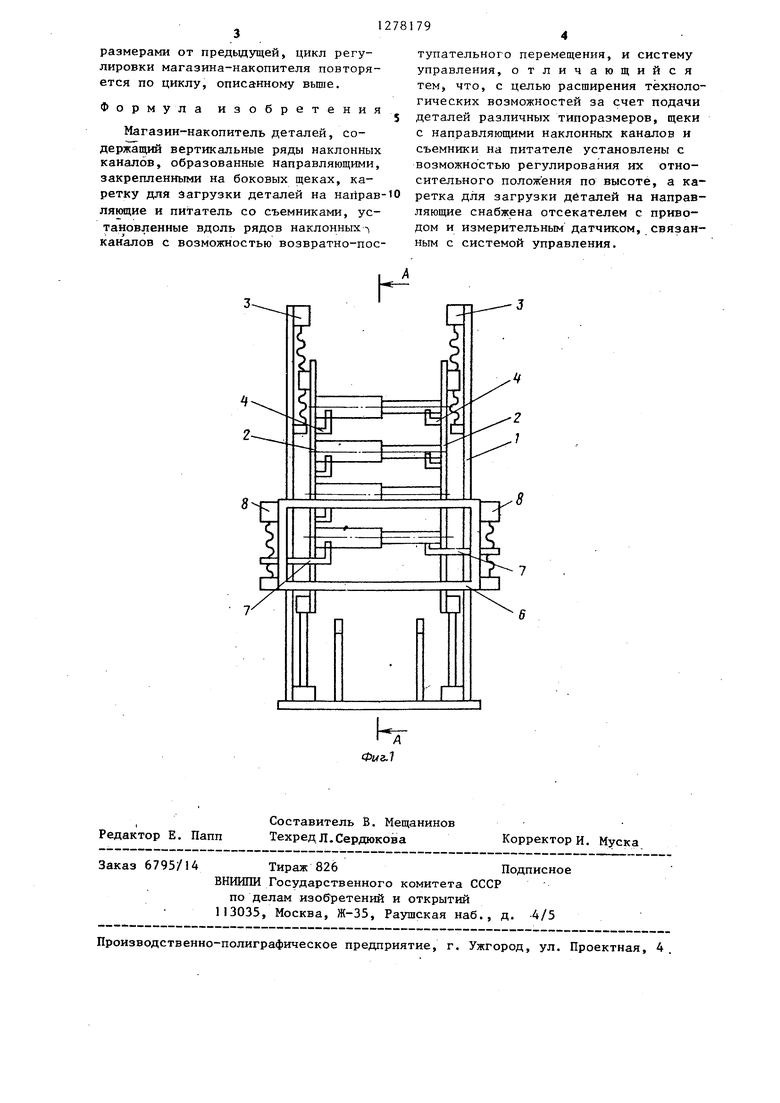
На фиг. 1 изображен магазин-нако- питеЯь, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Магазин- накопитель состоит из рамы 1, двух щек 2, установленных с возможностью регулирования по высоте с помощью исполнительных приводов 3, наклонных каналой, образованных параллельными направляющими 4 с жесткими упорами 5, установленньми на щеках 2 (фиг. 2), питателя 6, установленного с возможностью возвратно- поступательного перемещения вдоль вертикального ряда наклонных параллельных направляющих 4, съемников 7, установленных с возможностью регулирования по вертикали с помощью управляемых исполнительных приводов 8, упоров 9, обеспечивающих съемникам 7 строго определенное положение при снятии с них деталей, каретки К), установленной с возможностью возвратно-поступательного дискретного перемещения вдоль ряда наклонных параллельных направляющих 4 с двумя - измерительными датчиками 1I и двумя отсе- кателями 12 и системы 13 управления.
Магазин-накопитель работает сле- дуюпщм образом.
При загрузке магазина-накопителя деталь из партии заданного размера
лировки происходит заполнение наклонных направляющих 4 деталями; При пощтучной вьщаче деталей питатель 6, перемещаясь вдоль наклонных направляющих 4, -поочередно снимает с них детали и подает их в зону обработки или в схват промьшшенного робота. 2 ил.
0
5
0
5
0
5
устанавливается на каретку 10. При зтом автоматически срабатьтают отсе- катели 12 и удерживают деталь от скатывания по наклонным направляющим 4. С помощью измерительн пс датчиков 11 происходит автоматическое измерение диаметров концов детали и по их. сигналам исполнительные приводы 3 и 8 отрабатьгеают необходимые перемещения согласно заданному типоразмеру деталей.
Подаётся сигнал на катушки электромагнитов отсекателя 12, позволяя детали скатиться на наклонные направляющие 4. Последующие детали зтой партии последовательно загружаются на наклонные направляющие 4 и удерживаются от выпадания жесткими рами 5. При загрузке второй и последующих деталей отсекатели 12 не,удерживают Их от скатывания, так как при измерении диаметров концов деталей происходит одновременное сравнение измеренных величин с величинами измерения предыдущей детали в системе 13 управления и при их совпадении отсекатели 12 не срабатывают.
Для разгрузки магазина-накопителя питатель 6 движется вверх и его съемники 7 своими концами приподнимают детали над-упорами 5.- Детали, прокатываясь по съемникам 7 влево (фиг. 2),-опрокидывают их таким образом, что при дальнейшем движении питателя 6 вниз они не задевают детали, лежащие на наклонных направляющих 4. Для предотвращения поворота съемников при снятии детали роботом установлены упоры 9.
При загрузке в магазин-накопитель деталей новой партии, отличающихся
размерами от предьщущей, цикл регулировки магазина-накопителя повторяется по циклу, описанному выше.
Формула изобретения
Магазин-накопитель деталей, содержащий вертикальные ряды наклонных каналов, образованные направляющими, закрепленными на боковых щеках, каретку для загрузки деталей на найравляющие и питатель со съемниками, установленные вдоль рядов наклонных-, каналов с возможностью возвратно-поступательного перемещения, и систему управления, отличающийся тем, что, с целью расширения технологических возможностей за счет подачи деталей различных типоразмеров, щеки с направляющими наклонных каналов и съемники на питателе установлены с возможностью регулирования их относительного положения по высоте, а каретка для загрузки деталей на направляющие снабжена отсекателем с приводом и измерительным датчиком, связанным с системой управления.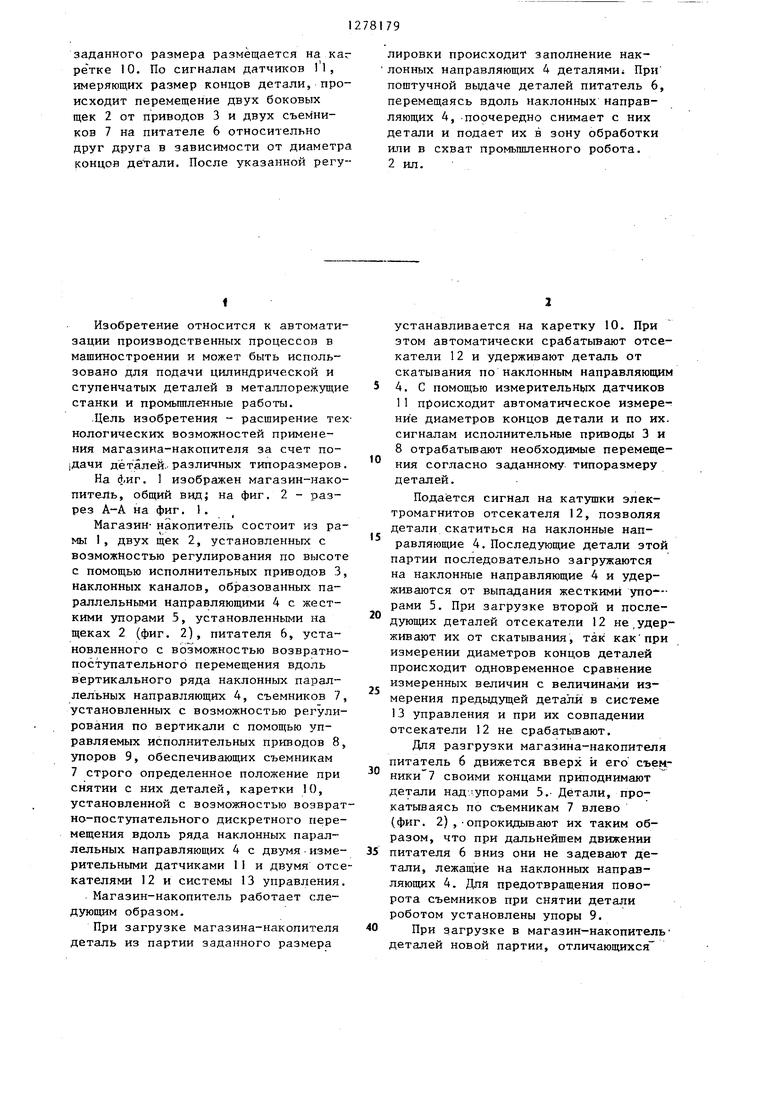
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин-накопитель деталей | 1987 |
|
SU1407759A2 |
| Магазин для деталей | 1990 |
|
SU1768370A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Люнет | 1986 |
|
SU1321548A1 |
| Полуавтомат для снятия фасок с плоских деталей | 1984 |
|
SU1191253A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
| Устройство для выдачи деталей | 1981 |
|
SU1007917A1 |
| Загрузочное устройство | 1977 |
|
SU631308A1 |
| Автооператор | 1979 |
|
SU831514A1 |
Изобретение относится к области автоматизации производственных процессов в машиностроении и может быть использовано для подачи цилиндрических и ступенчатых деталей в металлорежущие станки и промьшшенные работы. Целью изобретения является расширение технологических возможностей при подаче дателей различных типоразмеров. При этом Ступенчатая деталь (Л 1C 00 ч СО гз
Составитель В. Мещанинов Редактор Е. Папп Техред л. СердюковаКорректоры. Муска
Заказ 6795/14 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Загрузочное устройство | 1982 |
|
SU1024223A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
