воротную раму 6, находящуюся п среднем положении под действием уравнове шенных гибких элементов в виде нру- жин 53. На раме расположены транспортерные ленты 32 и 33. При подаче
I
Изобретение относится к станкостроению и может быть использовано при создании оборудования для производства деталей мебели.
Цель изобретения - повышение надежности работы устройства за счет применения поворотной рамы, позволяющей транспортерной секции самоустанавливаться в положение, обеспечивающее надежное перемещение заготовок.
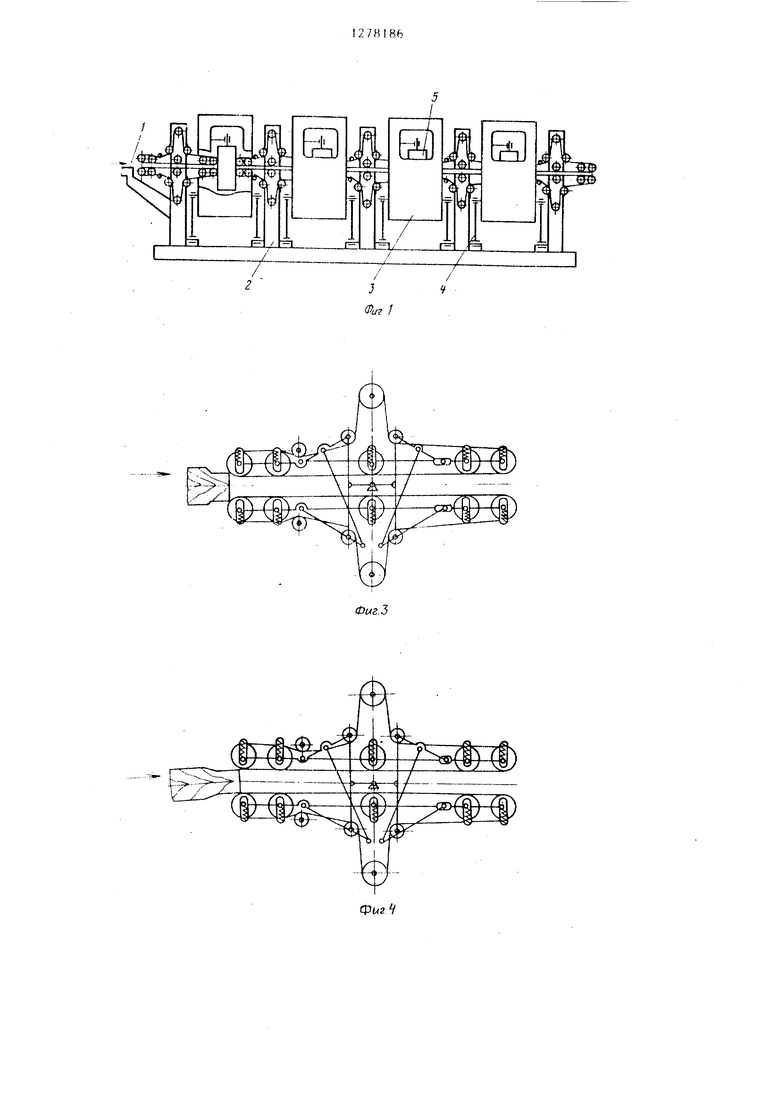
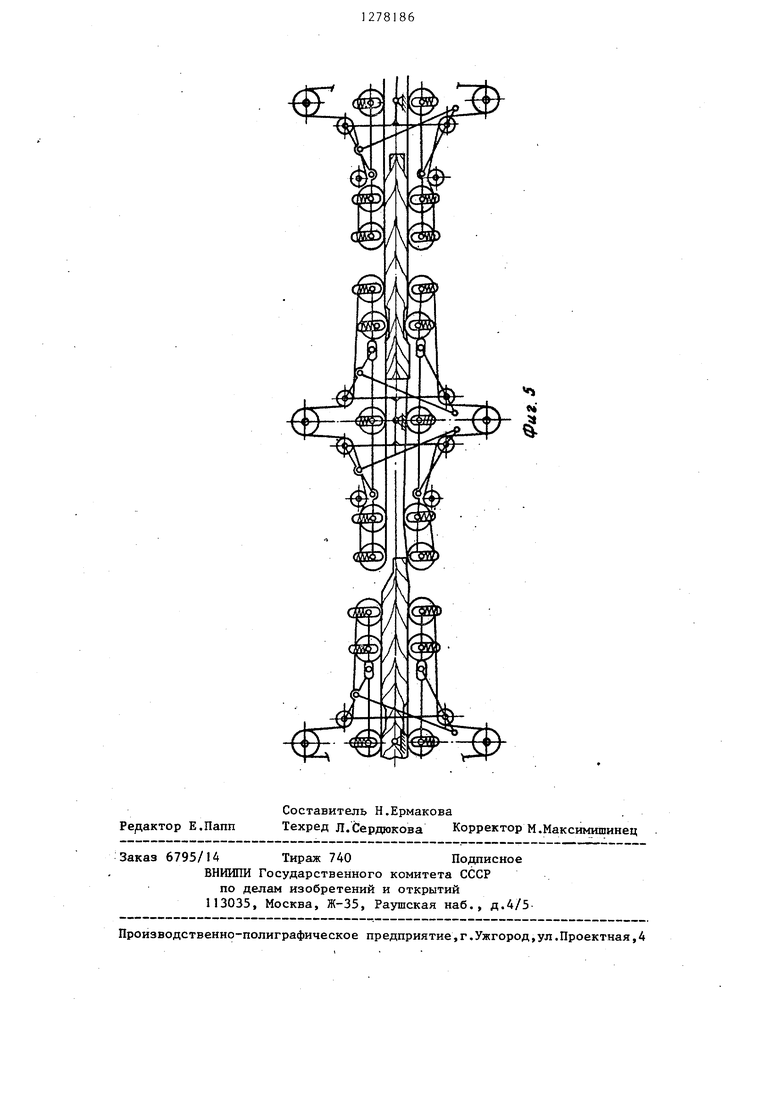
На фиг.1 схематично представлено устройство, общий вид5 на фиг.2 - конструкция транспортной секции; на фиг.З - работа устройства при соос- ном входе заготовки в транспортную секцию; на фиг.4 - то же, при несо- осном входе заготовки; на фиг.З - последовательная работа транспортерных секций.
Устройство содержит стол 1 для заготовок, питающий транспортер, состоящий из транспортерных секций 2, роторы 3, установленные с возможностью качания на шарнирных параллелограммах 4 и включающие (каждый в отдельности) два шлифовальных пнев моцилиндра 5.
Транспортерная секция 2 (фиг.2) содержит Т-образную раму 6, на которой на осях качания 7 установлены верхние рамки 8, а на осях качания 9 нижние рамки 10. Рамки 8 и 10 первые по ходу перемещения заготовок шарнирами И и 12 связаны с направляющими рейками 13 и 14, которые с другой v CTOpoiibr (по длине реек) имеют горизонтальные пазы 15 и 16, в которые входят шарниры 17 и 18 рамок. Концы рамок 8 и 10 соединены стяжками 19, перемещающимися в пазах 15 и 16.
Верхние рамки 8 шарнирами 20 соединены с одними из концов тяг 21 и 22, которые другими концами соедине- ,ны шарнирами 23 и 24 с нижними 10.
в транспортерную секцию изогнутой заготовки рама может повернуться на угол, необходимый для надежного прохождения заготовки через транспортерную секцию. 5 ил.
0
Оси качания 7 и 9 каждой пары верхних и нижних рамок лежат в одной вертикальной плоскости.
Направляющие рейки 13 и 14 на концах (по длине реек) в вертикальных пазах 25 несут оси роликов 26, а в середине, также в вертикальных пазах 27, установлены оси 28 роликов 29.
j Оси 25 подпружинены пружинами 30, а оси 28 - пружинами 31. Транспортерные ленты 32 и 33 перемещаются при помощи приводных роликов 34 и 35, на осях 36 и 37 которых установлены
J звездочки 38 и 39, приводимые во вращение цепью 40. Ролики 41-43 служат для натяжения и изменения направления перемещения цепи 40. Для натяжения транспортерных лент 32 и,33 в конструкции транспортера предусмотрены натяжные ролики 44, оси которых подпружинены пружинами 43. Ролики 46 служат для обеспечения облегания транспортерными лентами при, водных роликов 34. Зазор между ними устанавливается с помощью регулировочных винтов 47, взаимодействующих с выступами 48 рамы 6. Поджим верхней и нижней ветви в направлении одна к другой осуществляется пружинами 49. Для направления изделия служат направляюпще 50.
Рама 6 смонтирована на станине 51 при помощи шарнира 52. Выставление транспортерной секции в среднее
5 горизонтальное положение производится парными упругими элементами, например, пружинами 53, закрепленными одним концом на раме 6, а другим - на станине 51 через регулировочные
винты 54.
Устройстёо работает следующим образом.
По размерам щлифуемой детали выставляются направляющие 50, а с помощью винтов 47 - первоначальный минимально необходимый зазор между верхней и нижней ветвями транспортерных лент 32 и 33, после чего посредством регулировочных винтов 54 и пружин 53 выставляются транспортерные секции в строго горизонтальное положение.
Соотношение усилий пружин 49,30 и 53 подобрано в. соотношении 0,5:1:1,5 таким образом, что при взаимодействии торца заготовки с одной из ветвей транспортерной секции обеспечивается строгая последовательность их срабатывания: рама, рамки, край- ние ролики.
По столу 1 заготовка подается между направляющими 50 в зазор между транспортерными лентами 32 и 33, При этом крайние верхние ролики и нижние ролики 26, связанные между собой через направляющие рейки 14, верхние рамки 8, тяги 21 и нижние рамки 10, симметрично расходятся,;выставляя продольную ось заготовки соосно от- носительно оси вращения ротора.
Благодаря установке роликов 29 на направляющих рейках 13 и 14 при разведении и сведении крайних роли- ков 26, контактирующих в определенных точках с перемещаюи(имися загр- TOBKajftn, за счет соответствующего перемещения реек осуществляется приближение и пристраивание роликов 29, а через их посредство- и транспортерных лент 32 и 33 к профилю заготовок. Точное облегчение профиля траспортируемых заготовок осуществляетс за счет самоустановки осей 28 роли- ков 29 в вертикальных пазах 27 направляющих реек 13 и 14, подпружиненных пружинами 31.
В случае наталкивания заготовок (при переходе из одной транспортной секции в другую) на нижний или верхний крайний ролик 26 рамы 6 поворачиваются на щарнирах 52, ориентируя зево передающей и принимающей транс- портных секций для беспрепятственного выхода заготовки. По мере дальнейшего перемещения оси заготовки и принимающей транспортной секции на
чинают совмещаться,
j
ю 15
20 25
о
j Q
5
При работе устроГк тва нередки t;.iiy- чаи, когда заготш ка, наталкиваясь на крайний ролик 26 (рис.5) не поворачивает рамы 6 передающей и принимающей транспортерртых секций из-за того, что как один, так и другой фиксированы проходящими в данный момент заготовками. В этом случае вход на- талкивающейся на крайний ролик заготовки обеспечивается отклонением подпружиненных крайних роликов 26 транспортерных секций (как передающей , так и принимающей) . Однако npti обработке фигурных деталей несложного несимметричного относительно продольной оси профиля (рис.5) крайние ролики 26 обеспечивают при подаче заготовок в ротор 3) надежное начальное попадание ее в зазор между шли- . фовальными пневмощшиндрами 5, а ролики 29 (усилие, развиваемое пружинами крайних роликов вдвое больше, чем усилия пружин средних роликов) за счет плотного облегания транспортерными лентами 32 и 33 профиля перемещаемой заготовки обеспечивают ее надежное удерживание от смещений при шлифовании, так как в это время шлифовальные цилиндры, вращаясь вокруг своих осей и вместе с ротором вокруг заготовки, обкатывают ее профиль,.
Таким образом, благодаря налич по поворотной рамы и пружин повышается работоспособность и надежность устройства. При этом обеспечивается также и высокое качество шлифования деталей.
Формула изобретения
Устройство дпя шлифования гнутых брусковых деталей мебели по авт.св. № 1133072, отличающееся тем, что, с целью повьшзения надежности работы, каждая транспортерная секция питающего транспортера снабжена рамой, установленной на станине посредством шарниров с горизонтальной осью и парными упругими элементами, закрепленными на станине и соединенными с рамой по разные стороны от места их крепления на станине, при этом оси качания рамок рах55 положены на раме,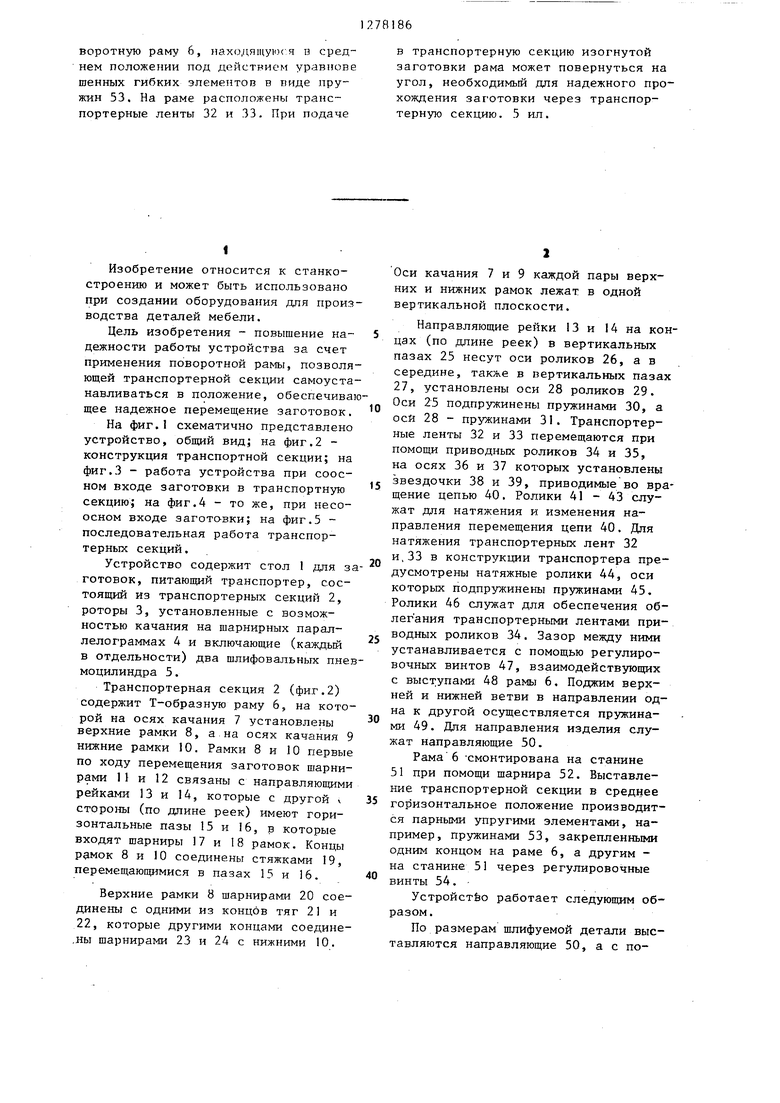

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования гнутых брусковых деталей мебели | 1983 |
|
SU1133072A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1987 |
|
SU1528646A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931397A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU933395A2 |
| Устройство для шлифования деталей из древесины | 1987 |
|
SU1502270A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1981 |
|
SU1076324A2 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |
| Устройство для трафаретной печати на печатных платах | 1986 |
|
SU1406001A1 |
Изобретение относится к области станкостроения и.обеспечивает возможность надежной обработки гнутых брусковых деталей мебели. Оно содержит стол для размещения заготовок, питающий транспортер, состоящий из транспортерных секций, и роторы, содержащие шлифовальные цилиндры. Каждая транспортерная секция имеет по( 47 ti4 50 33 50 26 X 5 ,. / 30 (Л /9 1C j 00 00 О) N /5
Ш
Mi
Реуцактор Е.Папп
Составитель Н.Ермакова
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 6795/14 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Устройство для шлифования гнутых брусковых деталей мебели | 1983 |
|
SU1133072A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
